
ПЛАВКА, ЦИНКОВЫЕ СПЛАВЫ, ВРЕДНЫЕ ВЫДЕЛЕНИЯ, ХЛОР, МЫШЯК, ПЫЛЬ, СИСТЕМЫ ОЧИСТКИ ВОЗДУХА, АПАРАТЫ ПЫЛИУЛАВЛИВАНИЯ, ФИЛЬТРЫ.
Настоящая работа посвящена проблеме экологии при плавке цинковых сплавов, выделению выбросов вредных веществ в воздушную среду и системам очистки воздуха.
Проведен анализ и исследования очистки воздуха от вредных выделений при плавке сплавов на основе цинка, представлены результаты и выводы.
ОБОЗНАЧЕНИЯ И СОКРАЩЕНИЯ
ПДК — предельно допустимая концентрация
ОБУВ — ориентировочные безопасные уровни воздействия
ЦН — циклон НИИОГАЗА
СК — спирально-конический
ЦРП — центробежные ротационные пылеотделители
ВПУ — вихревые пылеуловители
ВТИ — Всероссийский теплотехнический институт
КЦМП — коагуляционно-центробежный мокрый пылеуловитель
ЦС — центробежный скруббер
УГ — унифицированные горизонтальные
ФЭ, — фильтр электрический
ЦНИИ — Центральный научно-исследовательский институт
ФП — фильтры Петрянова
ФПФ — фильтры Петрянова фторполимернее
ФяР — фильтр ячейковый Рекка
ФяВ — фильтр ячейковый винипластовый
ФяП — фильтр ячейковый пенополиуретановый
ФяУ — фильтр ячейковый упругого стекловолокна
ВЕДЕНИЕ
Цинк занимает особое место среди металлов, применяемых в промышленности. Как конструкционный материал нелегированный цинк не нашел широкого применения, так как обладает недостаточно благоприятным комплексом механических, физических и технологических свойств. Однако дополнительное легирование цинка различными элементами существенно повышает свойства и характеристики. Поэтому значительная часть цинка (до 20%) идет на приготовление цинковых сплавов, в которых основными легирующими компонентами являются алюминий и медь.
Примерно 30% цинкового проката составляют цинковые листы общего назначения.
Наиболее широкое распространение цинк получил в качестве покрытия для предотвращения коррозии железа и сплавов на его основе (сталей).
Для этой цели расходуется до 50 % получаемого промышленностью цинка.
В качестве конструкционного материала цинковые сплавы главным образом применяются: в приборостроении, в полиграфической промышленности, в авиационной промышленности, в автомобильной промышленности, в судостроении, для изготовления предметов домашнего обихода.
Металлургия цинка
... в виде смитсонита и каламина. 2 Дистилляционный способ получения цинка В настоящее время в промышленности цинк получают пирометаллургическим и гидрометаллургическим способами. Пирометаллургический способ заключается в ... сливают. Отходы, накапливающиеся в нижних слоях, периодически удаляют из ванны. Свинцовый сплав направляется на получение благородных металлов, которые концентрируются в нём. ...
Основное назначение цинка — получение цинковых сплавов, цинковые сплавы в литейном производстве широко используются для изготовления отливок методом литья под давлением.
Цинковые сплавы плавят в пламенных и электрических тигельных печах и индукционных печах промышленной частоты. Шихту готовят из свежих металлов, переплава отходов (до 60-70%) известного химического состава и лигатур (алюминий — медь, алюминий — магний и медь — алюминий).
Лом и отходы используемый для производства сплавов на основе цинка: продукты дробления корпусных, арматурных, декоративных деталей автомобилей и тракторов: корпусы карбюраторов, насосы, рамы спидометров, решетки радиаторов, ручки, стружка цинка и цинковых сплавов, изгарь цинковая, дроссы, съемы .
Степень загрязнения цинковых сплавов газами и неметаллическими включениями зависит в основном от качества шихтовых материалов (катодный или чушковый цинк, первичные металлы, лигатуры, возвратные отходы и др.), типа и состояния плавильного агрегата (состав печной атмосферы, состав футеровки и др.), технологии приготовления сплавов (температуры, продолжительности плавки, способа рафинирования).
С целью получения качественных отливок широко применяют различное рафинирование: ликвационное рафинирование, рафинирование газами, химическое рафинирование, электрохимическое рафинирование, метод зонной перекристаллизации.
При применении различных операций: плавке, литье, рафинирование, выделяется значительные количества газов, содержащих твердые частицы (пыль, возгоны) и газообразные продукты ПДК для некоторых веществ Сu- 1/0,5 мг/м3; ZnO-1,5/0,5 мг/м3; S-/6 мг/м3; Cl2-1 мг/м3; As2O3- 0,5/0,2 мг/м3; SeО2.
Проведение исследований экологии и охраны труда на производстве сплавов на основе цинка, применение систем фильтрации, очистки, вентиляции, местных отсосов является актуальным.
1. ЛИТЕРАТУРНЫЙ ОБЗОР
[Электронный ресурс]//URL: https://inzhpro.ru/referat/tsinkovi-splavi/
Цинк — металл II группы, порядковый номер 30, атомная масса 65,38.
Пластические свойства цинка изменяются в зависимости от температуры. При комнатной температуре он хрупок, при нагревании до 100-150С становится тягучим и легко прокатывается в тонкие листы, а при температуре 2500С вновь делается непригодным к механической обработке.
Скрытые теплоты плавления и парообразования цинка равны соответственно 24,09 и 425,6 кал. Удельная теплоёмкость изменяется от 0,0875 при 00 до 0,0965 кал/г при 1000, а теплопроводность — от 0,268 при 180 до 0,138 кал/см*сек*0С при 5000. Удельное электросопротивление при 200 равно 0,062 Ом*мм2/м. Цинк хорошо растворяется в кислотах и щелочах, а при температуре красного каления энергично разлагает водяные пары. В соляной и серной кислотах цинк растворяется с выделением водорода, в азотной — с выделением аммиака или окислов азота. С повышением чистоты цинка скорость растворения его в кислотах замедляется. В контакте с едкими щелочами цинк образует цинкаты и выделяет водород. Цинк известен как высокоактивный металл, легко восстанавливающий окислы других металлов и вытесняющий из водных растворов ионы более электроположительных металлов: Au, Ag, Pb, Cu, Cd, Ni, Co.
1.1 Плавка цинка и цинковых сплавов
Чистый цинк используют в основном в виде деформированных полуфабрикатов (листов, полос, плит) в котлостроении, полиграфической и электротехнической промышленности. Для изготовления фасонных отливок его почти не применяют. Значительное количество цинка используют для приготовления различных сплавов.
Производство металлов и их сплавов (3)
... объем, занятый загруженными в нее материалами и продуктами плавки. Эти печи имеют высоту примерно 30 м ... Q3 . Одним из главных показателей работы доменных печей, используемых для сравнения результатов деятельности различных заводов, является коэффициент использования ... Череповецком металлургическом заводе. Для производства чугуна кроме доменных печей применяют различное вспомогательное оборудование. ...
В нагретом состоянии (~ 150°С) чистый цинк хорошо деформируется. Склонность к пластической деформации его ухудшается в присутствии примеси олова. Сотые доли процента олова сообщают цинку красноломкость. Еще более отрицательное действие на поведение цинка при горячей обработке давлением олово оказывает в присутствии свинца. Образующаяся при этом тройная эвтектика олово — свинец — цинк имеет температуру плавления 150°С Примесь железа резко увеличивает хрупкость цинка; при содержании более 0,2% железа цинк нельзя подвергать прокатке. Другие примеси (As, Sb, Cu, Cd) оказывают значительно меньшее действие на эти свойства цинка. Для изготовления фасонных отливок используют цинковые сплавы (ГОСТ 25140-93), состав которых приведён в таблице 1. Наиболее распространённые из них — сплавы типа ЦАМ, основными легирующими компонентами в которых являются алюминий и медь. Эти сплавы широко используют при литье в кокиль, под давлением и для центробежного литья.
Печи для плавки сплавов на основе цинка
Плавка цинка и сплавов на его основе ввиду низкой температуры плавления их не представляет каких-либо затруднений. Для плавки применяют различные по конструкции печи. В литейных цехах, производящих слитки, для плавки используют электрические индукционные или отражательные печи.
Таблица 1 — Марки и химический состав (%) литейных цинковых сплавов
Печи для плавки сплавов на основе цинка
Плавка цинка и сплавов на его основе ввиду низкой температуры плавления их не представляет каких-либо затруднений.
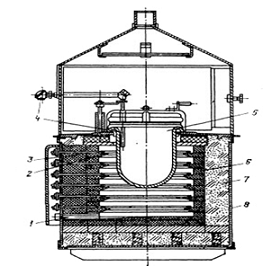
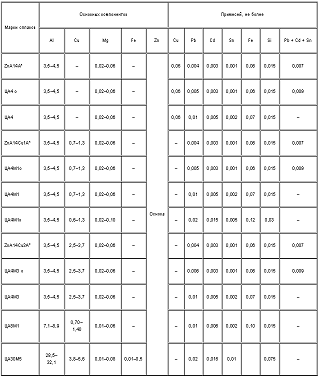
Рисунок 1 — Тигельная печь
Для плавки применяют различные по конструкции печи. В литейных цехах, производящих слитки, для плавки используют электрические индукционные или отражательные печи. В цехах литья под давлением и литья в кокиль плавку ведут в тигельных печах.
Тигельные печи
Для приготовления небольших порций расплавов в литейных цехах используют тигельные печи, которые отапливают коксом, мазутом, газом или электричеством. Коксовые горны из-за низкой производительности и трудностей обслуживания используют все реже, чаще применяют печи, отапливаемые мазутом или газом. Более удобны для обслуживания наклоняющиеся тигельные печи. После окончания плавки печь наклоняют с помощью ручного или гидравлического привода, переливают расплав в разливочный ковш, из которого и ведут заливку форм.
Конструкция печи обеспечивает изоляцию продуктов сгорания топлива от шихты и расплава, что способствует повышению его качества. Стационарные тигельные электропечи используют в качестве раздаточных, например, при литье под давлением.
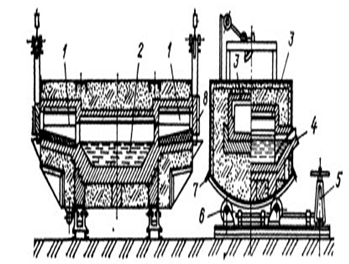
Рисунок 2 — Отражательная печь
Наибольшее распространение для этой цели находят печи типа CAT рисунок 1, которые используют обычно для плавки алюминиевых сплавов. Печь состоит из стального кожуха 8, который отделен от фасонных шамотовых кирпичей 6 теплоизоляцией 7. Нагрев чугунного тигля 5 происходит от нихромовых нагревателей 3, уложенных на полочки фасонных кирпичей 2. Для измерения температуры расплава предусмотрена термопара 4, а при протечке тигля металл вытекает в приямок через аварийное отверстие 1.
Сплав олова и свинца
... алюминия и их сплавов. В целях надежной защиты деталей от коррозии применяют непористые свинцовые покрытия толщиной 70--150 мкм. Чаще свинец используют в сплавах с другими металлами. Так, например, сплавы свинца с оловом ...
Для предотвращения насыщения цинковых сплавов железом внутренние стенки чугунных тиглей покрывают защитными облицовками — красками, состоящими из 60 % кварцевого песка, 30 % огнеупорной глины и 10 % жидкого стекла.
Отражательные печи.
По способу обогрева отражательные печи разделяют на пламенные и электрические, а по конструкции стационарные и наклоняющиеся.
Вместимость пламенных отражательных печей колеблется в широком диапазоне. Для приготовления цинковых сплавов в больших количествах используют наклоняющиеся электропечи сопротивления типа САН, вместимостью 300-3000 кг. Печь САН (рисунок 2) состоит из стального корпуса 7, установленного на катках 6, укрепленных на фундаменте. Рабочее пространство печи выложено, огнеупорным кирпичом, а пространство между кладкой и корпусом заполнено теплоизоляцией. В торцах печи имеются две наклонные камеры (форкамеры) 1, в которых происходит расплавление шихты от тепла, выделяемого электрическими нагревателями 3, расположенными в сводах камер и обеспечивающими температуру нагрева около 900°С. Расплавленный в камерах сплав стекает в металлосборник 2, где поддерживается температура 750-830 °С с помощью нагревателей, установленных в своде металлосборника.
Шихта загружается через загрузочные окна 8, а расплав сливается в ковш по желобу 4 при наклоне печи с помощью штурвала 5 или электропривода. К достоинствам этих печей следует отнести длительность их работы без ремонта и получение сплава высокого качества, обусловленного низким содержанием в нем железа и газов. К недостаткам относятся продолжительная сушка после ремонта и невозможность рафинирования сплава в печи солями из-за опасности попадания брызг на нагревательные элементы.
Обычно при плавке в таких печах рафинирование или модифицирование сплава производят в ковше или в раздаточном тигле. Для плавки небольших порций алюминиевых сплавов (150-250 кг) применяют стационарные печи сопротивления САК.
Индукционные электропечи
Рисунок 3 Индукционная электропечь
Для плавки тяжелых и легких цветных сплавов широко применяют индукционные печи: канальные тигельные промышленной частоты и высокочастотные. На рисунке 3 показана канальная печь. Индукционные канальные печи работают по принципу понижающего трансформатора, в котором первичной обмоткой служит водоохлаждаемая катушка с железным сердечником 3, а вторичная обмотка представляет собой короткозамкнутый расплавляемый виток 4. Шихта расплавляется в резервуаре 1, а готовый расплав сливается в ковш через желоб 2. Печь обычно состоит из двух основных частей: шахты, в которую загружается шихта, где и происходит ее расплавление и перегрев, и так называемого подового камня (нижняя часть печи), в котором располагается вторичный виток (шаблон).
Цинк легко окисляется. Окисление идёт особенно интенсивно в присутствии паров воды. Образующийся окисел ZnO не летуч и находится в твёрдом состоянии. Ввиду большой разности плотностей окисел легко всплывает.
Для защиты от окисления плавку ведут под покровом древесного угля или различных флюсовых составов. В качестве флюса можно использовать хлориды щелочных и щелочноземельных металлов. При применении хлоридов необходимо особенно тщательно удалять с поверхности расплава хлористый цинк, образующийся по реакции
NaCL+Zn→ZnCL2+2Na
Попадание хлористого цинка в тело отливки недопустимо, так как частицы его служат очагами коррозии.
Рафинирование сплавов цинка
Рафинирование цинка и его сплавов от неметаллических включений осуществляют введением в расплав 0,1-0,2% хлористого аммония при температуре 450-470°С или с помощью сетчатых и зернистых фильтров. Для изготовления сетчатых фильтров используют стеклоткань с размером ячейки 1*1 мм, графит, титан и другие материалы. Магнезит, алунд, сплавы хлористых и фтористых солей, графит и др. применяют для изготовления зернистых фильтров. Фильтры высотой 70-150 мм из зёрен со средним диаметром 3-4 мм обеспечивают более эффективное отделение плен абразивных включений в сравнении с обработкой расплава нашатырём. Фильтрование, как правило, ведут через нагретый ~500 °С фильтр.
Цинк и сплавы на его основе весьма чувствительны к перегреву. Кроме значительных потерь цинка на испарение (tкип=907°С) перегрев способствует образованию столбчатой структуры, вредно отражающейся на последующей обработке давлением и способствующей образованию трещин при затруднённой усадке отливки в форме. По этой причине перегрев цинка выше 500°С недопустим (для сплавов с алюминием и медью 550°С).
Цинковые сплавы чрезвычайно чувствительны к загрязнению примесями. Тысячные доли процента свинца, олова и кадмия вызывают интенсивную межкристаллитную коррозию. Для того чтобы избежать загрязнений цинкового сплава, необходимо соблюдать исключительную чистоту в цехе, не допускать туда детали или сырьё содержащие свинец, олово или кадмий.
Плавку чистого катодного цинка чаще всего ведут в индукционных канальных печах, футерованных шамотом. Флюса при плавке не применяют. Температура литья 430-460°С
Для переплавки отходов, требующих рафинирования от металлических примесей, используют отражательные печи. Плавку ведут под слоем древесного угля. Температуру расплава не поднимают выше 460-480°С Отделение свинца и железа производят отстаиванием расплава в течение 1,5-2 ч. В результате содержание свинца в сплаве снижается в 2-2,5 раза. В случае значительных загрязнений цинка неметаллическими включениями расплав рафинируют нашатырём NH4CL. Температура литья и в этом случае находится в пределах 430-480°С
Плавка полиграфического цинка имеет ряд особенностей. Полиграфические пластины должны иметь ровные поверхности, без местных скоплений свинца. Вместе с тем присутствие свинца, равномерно распределённого в цинке, необходимо для улучшения его травимости. Оптимальное содержание свинца равно 0,67-1,25%.
Ввиду нерастворимости свинца в твёрдом цинке получить слитки с равномерным распределением свинца при введении его чистым металлом невозможно.
Способ плавки, обеспечивающий получение неликвирующих цинково-свинцовых сплавов с равномерным распределением свинца, разработан А.А. Бочваром и др. Сущность способа состоит в обменной реакции между цинком и хлористым свинцом. Повторная переплавка мало влияет на распределение свинца, хотя часть его осаждается. Ещё меньше ликвирует свинец из дистилляционного цинка. Шихтовым материалам при изготовлении сплавов типа ЦАМ служат первичный цинк, чистый алюминий, электролитическая медь и отходы собственного производства. Для ускорения плавки и устранения перегрева расплава медь желательно вводить в виде лигатуры алюминий — медь (50:50).
Плавку ведут в тигельной или в отражательной электрической или газовой печи. Первоначально в печь загружают алюминиево-медную лигатуру, отходы и половину всего количества цинка. Поверхность шихты засыпают древесным углём. Завалку расплавляют и перегревают до 500-550°С. Затем загружают алюминий, а после его растворения — цинк. Сплав перемешивают, снимают уголь и шлак и вводят под зеркало расплава магний. После тщательного перемешивания и удаления шлака при температуре 420-450°С производят заливку форм с использованием зернистых или сетчатых фильтров. При необходимости проводят рафинирование хлоридом аммония. В тех случаях, когда содержание алюминия в сплаве меньше, чем меди, нужное по шихте количество чистой меди загружают вместе с алюминиево-медной лигатурой. В некоторых случаях необходимое по шихте количество меди вводят в виде латуни. Температуру разливки сплавов с повышенным содержанием меди принимают в пределах 550-560°С.
1.2 Промышленные выбросы пыли при плавке цинка и цинковых сплавов
Пыли электропечей характеризуются высоким содержанием редкоземельных элементов, находящихся практически в тех же формах, что и в пылях отражательной плавки.
Шахтная плавка вторичного сырья характеризуется большим разнообразием поступающих на переработку шихтовых материалов. Особенностью этого процесса является то обстоятельство, что в печи поддерживается восстановительная атмосфера в отличие от других плавильных агрегатов. Выход продуктов плавки: грубая пыль — 3-4%, тонкая пыль — 5-10%. С газами уносятся Сu — 0,2-0,4%, Zn -45-55 %, Pb — до 20%, Sn — 2-4 % от общего их поступления. Тонкая пыль, образующаяся при шахтной плавке вторичного сырья и улавливаемая в системах тонкой очистки газов, в основном состоит из возгонов летучих металлов и соединений, входящих в состав шихты или образующихся в процессе плавки. Химический состав пылей уральских предприятий приведен в таблице 2 [2]
Таблица 2 — Химический состав пылей уральских предприятий, %
|
Предприятие, плавильный агрегат |
Элемент |
||||
|
Zn |
Pb |
As |
Сu |
Fe |
|
|
1 |
2 |
3 |
4 |
5 |
6 |
|
Среднеуральский завод: |
|||||
|
обжиговая печь |
11,3 |
2,1 |
3,3 |
9.3 |
19,8 |
|
отражательная печь |
6,9 |
1,5 |
2,2 |
11,8 |
27,50,3 |
|
конвертер |
31,7 |
25,5 |
2,2 |
1,7 |
0,3 |
|
печь Ванюкова: |
|||||
|
грубая пыль |
4,0 |
0,8 |
0,4 |
10,0 |
21,0 |
|
тонкая пыль |
12,0 |
4,5 |
1,4 |
5,5 |
12,0 |
|
Кировградский комбинат: |
|||||
|
отражательная печь |
2,4 |
2,9 |
3,5 |
9,7 |
18,3 |
|
шахтная печь: |
|||||
|
грубая пыль |
25,7 |
3,8 |
0,1 |
12,5 |
9,7 |
|
тонкая пыль |
43,4 |
4,8 |
0,1 |
0,4 |
1,2 |
|
конвертер: |
|||||
|
грубая пыль |
15,7 |
7,4 |
0,1 |
31,4 |
7,8 |
|
тонкая пыль |
38,5 |
14,2 |
0,2 |
1,8 |
0,2 |
|
Красноуральский комбинат: |
|||||
|
обжиговая печь |
3,8 |
1,7 |
4,3 |
12,2 |
21,3 |
|
отражательная печь: |
|||||
|
грубая пыль |
8,9 |
3,0 |
— |
9,9 |
22,9 |
|
тонкая пыль |
21,6 |
4,1 |
1,4 |
3,8 |
— |
|
Сухоложский завод вторичных цветных металлов: |
|||||
|
отражательная печь |
48,8 |
1,3 |
— |
3,3 |
0,9 |
|
индукционная печь |
31,2 |
0,9 |
— |
3,7 |
0,5 |
Уловленная грубая пыль возвращается в оборот на приготовление шихты.
При отражательной плавке, проводимой практически в нейтральной атмосфере, цинк возгоняется в результате испарения сульфида цинка, который, термически разлагаясь и окисляясь, в форме оксида цинка удаляется вместе с газами из печи. Вследствие охлаждения газов возможно сульфидирование цинка, а в зоне более низких температур и образование сульфатов.
Более легко в газовую фазу переходит кадмий (его сульфид и особенно оксид обладают высокой упругостью паров).
По этой причине кадмий достаточно полно концентрируется в возгонах.
Свинец при отражательной плавке переходит в возгоны в виде сульфида, так как последний уже заметно сублимирует при температуре 926,85
Около 15% мышьяка и сурьмы, содержащихся в концентратах, переходят в газовую фазу. Высокой упругостью паров обладают низшие оксиды и сульфиды этих элементов (AsO, AsS и SbO).
Во многих полиметаллических рудах в незначительных количествах присутствуют селен и теллур, оксиды которых, обладая высокой упругостью паров, переходят в газовую фазу. В возгоны переходит до 20% Se и Те, содержащихся в исходном сырье.
Основным элементом в тонких пылях шахтных печей является цинк, который имеет высокую упругость паров и, восстанавливаясь при шахтной плавке, возгоняется с последующим окислением в верхних горизонтах печи и газоходном тракте таблица 3[2].
Общее содержание цинка в пыли достигает 70% (в основном в виде оксида).
Содержание металлического цинка около 4,0-4,5%, сульфида цинка — 1-2%. Свинец в пылях также находится главным образом в виде оксидов; содержание металлического свинца не превышает 1%.
Таблица 3 — Химический состав пылей и возгонов свинцово-цинкового производства %
|
Элемент |
Пыли |
Шлаковозгоны |
Вельцоксиды |
|||
|
агломерации |
шахтной плавки |
конвертирования |
обжига |
|||
|
Цинк |
3-9 |
12-20 |
9,5-12,4 |
40-45 |
53-61 |
60-70 |
|
Свинец |
50-60 |
55-65 |
44-56 |
1,4 |
9-19 |
5-15 |
|
Медь |
0,4-0,8 |
— |
1,2-1,6 |
1,2 |
0,3-0,4 |
0,2-0,4 |
|
Кадмий |
1-3 |
1-3 |
0,2-0,6 |
0,5 |
0,005 |
0,5-1,0 |
|
Сера общая |
5-12 |
6,8 |
3,5 |
10 |
0,8-4,4 |
— |
|
Мышьяк |
0,5 |
0,4 |
7,5-15,2 |
— |
0,3-0,9 |
— |
|
Сурьма |
— |
0,1-0,2 |
— |
— |
0,06-0,23 |
— |
|
Селен |
1,3 |
— |
0,4-0,7 |
— |
0,06 |
— |
|
Железо |
— |
— |
0,1 |
— |
0,01 |
— |
|
Хлор |
— |
0,4-0,8 |
— |
— |
0,11-0,25 |
— |
|
Фтор |
— |
— |
— |
— |
0,05-0,07 |
— |
Предельно допустимые концентрации (ПДК) вредных веществ в воздухе при плавке сплавов на основе цинка
Предельно допустимая концентрация
(ПДК) — норматив — количество вредного вещества в компонентах окружающей среды (воде, воздухе, почве), при постоянном контакте или при воздействии за определенный промежуток времени практически не влияющее на здоровье человека и не вызывающее неблагоприятных последствий у его потомства. Устанавливается в законодательном порядке или рекомендуется компетентными учреждениями (комиссиями и т.п.).
В последнее время при определении ПДК учитывается не только степень влияния загрязнителей на здоровье человека, но и воздействие этих загрязнителей на диких животных, растения, грибы, микроорганизмы, а также на природные сообщества в целом. Исследования самого последнего времени привели к выводу об отсутствии нижних безопасных порогов (а, следовательно, ПДК) при воздействии канцерогенов и ионизирующей радиации. Любое превышение ими привычных природных фонов опасно для живых организмов хотя бы генетически, в цепи поколений.
ПДК для атмосферного воздуха. Приоритет разработки принципов гигиенического нормирования допустимого содержания атмосферных загрязнений принадлежит отечественной школе под руководством В. А. Рязанова. В СССР первые ПДК для 10 наиболее распространенных загрязнителей (сернистый газ, взвешенные вещества, двуокись азота, окись углерода и др.) были утверждены Минздравом уже в 1951 г. К 1989 г. были установлены ПДК для 324 химических соединений при их изолированном действии и дана характеристика комбинированного действия 49 смесей, включающих в себя 2, 3 и 4 вещества, а также более чем для 400 веществ ориентировочные безопасные уровни воздействия (ОБУВ).
Регламентирование допустимого содержания атмосферных загрязнений основано на представлении о наличии порогов в их действии, хотя сами пороговые величины являются относительными и зависят от многих причин, как физических (режима и длительности поступления, агрегатного состояния), так и биологических (физиологическое состояние организма, адекватности избранных показателей и т.д.).
Прежде всего изучается рефлекторное действие вещества. Результаты этого изучения лежат в основе установления максимальных разовых ПДК — максимальных концентраций, отнесенных к 20- минутному периоду определения, не вызывающих при регламентированной вероятности их появления изменения рефлекторных реакций человека.
(ПДК) вредных веществ в воздухе при плавке сплавов на основе цинка представлены в таблице 4 [14]
Таблица 4 — ПДК вредных веществ в воздухе при плавке сплавов на основе цинка
|
Наименование вещества |
№ САS |
Формула |
Величина ПДК, мг/м3 |
Преимущественное агрегатное состояние в воздухе в условиях производства |
Класс опасности |
Особенности действия на организм |
|
Цинк оксид |
1314-13-2 |
ZnO |
1,5/0,5 |
а |
2 |
|
|
Свинец и его неорганические соединения (по свинцу) |
-/0,05 |
a |
1 |
|||
|
Медь |
7440-50-8 |
Сu |
1/0,5 |
a |
2 |
|
|
Кадмий и его неорганические соединения |
0,05/0,01 |
а |
1 |
К |
||
|
Сера |
7704-34-9 |
S |
-/6 |
a |
4 |
Ф |
|
Мышьяк, неорганические соединения (мышьяк более 40 %) (по мышьяку) |
0,04/0,01 |
a |
1 |
К |
||
|
Пыль сурьмы металлической |
0,5/0,2 |
а |
2 |
|||
|
Селен |
7782-49-2 |
Se |
-/2 |
a |
3 |
|
|
Железо |
7439-86-9 |
Fe |
-/10 |
а |
Ф |
|
|
Хлор + |
7782-50-5 |
Cl2 |
1 |
п |
2 |
O |
|
Фтор |
7782-41-4 |
F |
0,03 |
п |
1 |
O |
цинк плавка фильтр хемосорбция
Примечание.
Названия индивидуальных веществ в алфавитном порядке приведены, где это было возможно, в соответствии с правилами Международного союза теоретической и прикладной химии, ИЮПАК (International Unionof Pureand Applied Chemistry, IUPAC) (графа 2) и обеспечены регистрационными номерами Chemical Abstracts Service (CAS) (графа 3) для облегчения идентификации веществ.
В графе 4 приведены формулы веществ.
Величины Нормативов приведены в мг вещества на 1 м3 воздуха (графа 5).
Если в графе «Величина ПДК» приведено два Норматива, то это означает, что в числителе максимальная разовая, а в знаменателе — среднесменная ПДК, прочерк в числителе означает, что Норматив установлен в виде средней сменной ПДК. Если приведен один Норматив, то это означает, что он установлен как максимальная разовая ПДК.
В графе 6 указано преимущественное агрегатное состояние в воздухе в условиях производства (пары, аэрозоль и их смесь).
В соответствии с классификацией ГОСТ 12.1.007-76. «ССБТ. Вредные вещества. Классификация и общие требования безопасности» вещества разделены на четыре класса опасности (графа 7):
класс — чрезвычайно опасные,
класс — высокоопасные,
класс — опасные,
класс — умеренно опасные.
В графе 8 «Особенности действия на организм» специальными символами выделены вещества с остронаправленным механизмом действия, требующие автоматического контроля за их содержанием в воздухе, канцерогены, аллергены и аэрозоли, преимущественно фиброгенного действия.
Использованы следующие обозначения:
О — вещества с остронаправленным механизмом действия, требующие автоматического контроля за их содержанием в воздухе,
А — вещества, способные вызывать аллергические заболевания в производственных условиях,
К — канцерогены,
Ф — аэрозоли преимущественно фиброгенного действия,
п — пары и/или газы,
а — аэрозоль,
п+а — смесь паров и аэрозоля,
+ — соединения, при работе с которыми требуется специальная защита кожи и глаз; символ проставлен вслед за наименованием вещества,
++ — вещества, при работе с которыми должен быть исключен контакт с органами дыхания и кожей при обязательном контроле воздуха рабочей зоны утвержденным методом на уровне чувствительности не менее 0,001 мг/м3. Для такихвеещств значения ПДК не приводятся, а указывается только класс опасности и агрегатное состояние в воздухе.
Краткое описание вредных веществ и их воздействие на организм человека
Цинк
Цинк <#»654019.files/image005.gif»>
Системы очистки воздуха от пыли
Хотя имеет место многообразие конструкций пылеуловителей, все они основаны на принципах осаждения взвешенной фазы. Пылегазовые смеси представляют собой аэродисперсную систему, в которой дисперсная фаза (пылинки) распределены в дисперсионной среде (газе).
Движущими силами процесса осаждения пыли являются: сила тяжести частиц и сила диффузии частиц вследствие броуновского движения. Гравитационным полем (силой тяжести) осаждаются только относительно крупные частицы пыли. Поэтому пылеуловители базируются на использовании силового поля, которое необходимо создать искусственно (силы инерции при изменении направления и скорости пылегазового потока; электрического притяжения заряженных частиц к осадительному электроду; процесс коагуляции — образование элемента из нескольких частиц; фильтрование газа через пористые перегородки).
Чтобы не допустить обратного процесса, мешающего пылеулавливанию (возвращение осевших частиц обратно в поток газа), принимаются специальные меры: смачивание осадительной поверхности, снижение скорости потока, повышение его влажности.
При повышенном содержании пыли в воздухе используют пылеуловители и электрофильтры. Фильтры применяют для тонкой очистки воздуха с концентрацией примесей менее 100 мг/м3.
Системы очистки воздуха от туманов
Для очистки воздуха от туманов (например, кислот, щелочей, масел и др. жидкостей) используют системы фильтров, называемых туманоуловителями.
Средства защиты воздуха от газопарообразных примесей зависят от выбранного метода очистки. По характеру протекания физико-химических процессов выделяют метод абсорбции (промывка выбросов растворителями примеси), хемосорбции (промывка выбросов растворами реагентов, связывающих примеси химически), адсорбции (поглощение газообразных примесей за счет катализаторов) и термической нейтрализации.
Все процессы извлечения из воздуха взвешенных частиц включают, как правило, две операции: осаждение частиц пыли или капель жидкости на сухих или смоченных поверхностях и удаление осадка с поверхностей осаждения. Основной операцией является осаждение, по ней собственно и классифицируются все пылеуловители. Однако вторая операция, несмотря на кажущуюся простоту связана с преодолением ряда технических трудностей, часто оказывающих решающее влияние на эффективность очистки или применимость того или иного метода. Хотя имеет место многообразие конструкций пылеуловителей, все они основаны на принципах осаждения взвешенной фазы. Пылегазовые смеси представляют собой аэродисперсную систему, в которой дисперсная фаза (пылинки) распределены в дисперсионной среде (газе).
Движущими силами процесса осаждения пыли являются: сила тяжести частиц и сила диффузии частиц вследствие броуновского движения. Гравитационным полем (силой тяжести) осаждаются только относительно крупные частицы пыли. Поэтому пылеуловители базируются на использовании силового поля, которое необходимо создать искусственно (силы инерции при изменении направления и скорости пылегазового потока; электрического притяжения заряженных частиц к осадительному электроду; процесс коагуляции — образование элемента из нескольких частиц; фильтрование газа через пористые перегородки).
Чтобы не допустить обратного процесса, мешающего пылеулавливанию (возвращение осевших частиц обратно в поток газа), принимаются специальные меры: смачивание осадительной поверхности, снижение скорости потока, повышение его влажности.
Выбор того или иного пылеулавливающего устройства, которое представляет систему элементов, включающую пылеуловитель, разгрузочный агрегат, регулирующее оборудование и вентилятор, предопределяется дисперсным составом улавливаемой частицы промышленной пыли. Поскольку частицы имеют разнообразную форму (шарики, палочки, пластинки, игла, волокна и т.д.), то для них понятие размера условно. В общем случае принято характеризовать размер частицы величиной, определяющей скорость ее осаждения, — седиментационным диаметром. Под ним подразумевают диаметр шара, скорость осаждения и плотность которого равны скорости осаждения и плотности частиц.
Системы очистки воздуха от газопарообразных примесей
Для очистки выбросов от жидких и твердых примесей применяют различные конструкции улавливающих аппаратов, работающих по принципу:
- инерционного осаждения путем резкого изменения направления вектора скорости движения выброса, при этом твердые частицы под действием инерционных сил будут стремиться двигаться в прежнем направлении и попадать в приемный бункер;
- осаждения под действием гравитационных сил из-за различной кривизны траекторий движения составляющих выброса (газов и частиц), вектор скорости, движения которого направлен горизонтально;
- осаждения под действием центробежных сил путем придания выбросу вращательного движения внутри циклона, при этом твердые частицы отбрасываются центробежной силой к сетке, так как центробежное ускорение в циклоне до тысячи раз больше ускорения силы тяжести, это позволяет удалить из выброса даже весьма мелкие частицы;
— механической фильтрации — фильтрации выброса через пористую перегородку (с волокнистым, гранулированным или пористым фильтрующим материалом), в процессе которой аэрозольные частицы задерживаются, а газовая составляющая полностью проходит через нее.
2.2 Системы и аппараты пылеулавливания
Сухие пылеуловители
К сухим пылеуловителям относятся все аппараты, в которых отделение частиц примесей от воздушного потока происходит механическим путем за счет сил гравитации, инерции, Кориолиса. Конструктивно сухие пылеуловители разделяют на циклоны, ротационные, вихревые, радиальные, жалюзийные пылеуловители и др.
Широкое применение для сухой очистки газов получили циклоны различных типов рисунок 5.
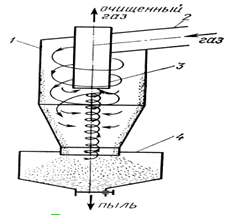
Рисунок 5 — Циклон
Газовый поток вводится в циклон через патрубок 2 по касательной к внутренней поверхности корпуса 1 и совершает вращательно-поступательное движение вдоль корпуса к бункеру 4.
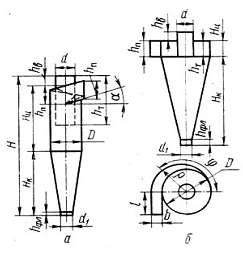
Рисунок 6 — Цилиндрический (а) и конический (б) циклоны НИИО Газа
Под действием центробежной силы частицы пыли образуют на стенке циклона пылевой слой, который вместе с частью газа попадает в бункер. Отделение частиц пыли от газа, попавшего в бункер, происходит за счет поворота газового потока в бункере на 180°. Освободившись от пыли, газовый поток образует вихрь и выходит из бункера, давая начало вихрю газа, покидающему циклон через выходную трубу 3. Для нормальной работы циклона необходима герметичность бункера. Если бункер негерметичен, то за счет подсоса наружного воздуха происходит вынос пыли с потоком через выходную трубу.
Сравнительные испытания циклонов, выполненные под руководством Коузова П. А. в 1971 г., показали, что все практические задачи по очистке газов от пыли с успехом решаются цилиндрическими (ЦН-11, ЦН-15, ЦН-15У, ЦН-24) и коническими (СК-ЦН-34, СК-ЦН-34М и СДК-ЦН-33) циклонами НИИОГАЗа.
Конструктивные схемы и типовые размеры цилиндрических и конических циклонов НИИОГАЗа показаны на рисунке 6 и соответственно в таблице 5 и 6[8].
В СССР для циклонов принят следующий ряд внутренних диаметров D мм: 200, 300, 400, 500, 600, 700, 800, 900, 1000, 1200, 1400, 1600, 1800, 2000, 2400 и 3000. В таблице 5 и 6 геометрические размеры цилиндрических и конических циклонов даны в долях внутреннего диаметра D.
Для всех циклонов бункеры выполняются цилиндрической формы диаметром Dб, равным 1,5D для цилиндрических и (1,1-1,2)D для конических циклонов. Высота цилиндрической части бункера составляет 0,8D, днище бункера выполняется с углом 60° между стенками, выходное отверстие бункера имеет диаметр 250 или 500 мм.
Таблица 5 — Типовые размеры цилиндрических циклонов
|
Геометрический размер |
Тип циклона |
|||||||
|
ЦН-15 |
ЦН-15У |
ЦН-24 |
||||||
|
Угол наклона крышки и входного патрубка циклона α град |
15 |
15 |
24 |
|||||
|
Высота входного патрубка hu |
0,66 |
0,66 |
1,11 |
|||||
|
Высота выхлопной трубы hт |
1,74 |
1,5 |
2,11 |
|||||
|
Высота цилиндрической части циклона Hц |
2,26 |
1,51 |
2,11 |
|||||
|
Высота конуса циклона Hк |
2,0 |
1,50 |
1,75 |
2,0 |
||||
|
Геометрический размер |
Тип циклона |
|||||||
|
ЦН-15 |
ЦН-15 |
|||||||
|
Общая высота циклона Н |
4,56 |
3,31 |
4,26 |
4,38 |
||||
|
Высота внешней части выхлопной трубы hв |
0,3 |
0,3 |
0,4 |
0,3 |
||||
|
Внутренний диаметр выхлопной трубы d |
— |
0,59 |
— |
— |
||||
|
Внутренний диаметр пылевыпускного отверстия d1 |
— |
0,3-0,4 |
— |
— |
||||
|
Ширина входного патрубка в циклоне |
— |
0,2 |
— |
— |
||||
|
Ширина входного патрубка на входе |
— |
0,26 |
— |
— |
||||
|
Длина входного патрубка |
— |
0,6 |
— |
— |
||||
|
Высота фланца hфл |
— |
0,1 |
— |
— |
||||
Цилиндрические циклоны НИИОГА. За предназначены для улавливания сухой пыли аспирационных систем, золы из дымовых газов котельных, работающих на твердом топливе, пыли из сушилок и т. п. при начальной запыленности от 0,3 до 4000 г/м3. Избыточное давление газов, поступающих в циклоны, не должно превышать 2500 Па. Температура газов во избежание конденсации паров жидкости выбирается на 30-50° С выше точки росы, а по условиям прочности конструкции — не выше 400° С. Где ссылка на таблицу 6.
Таблица 6- Типовые размеры конических циклонов
|
Геометрический размер |
Тип циклона |
||
|
СДК-ЦН-33 |
СК-ЦН-34 |
Ск-ЦН-34м |
|
|
Высота цилиндрической части Hц и высота заглубления выхлопной трубы hт |
0,535 |
0,515 |
0,4 |
|
Высота коничесой части Hк |
3,0 |
2,11 |
2,6 |
|
Внутренний диаметр выхлопгой трубы d |
0,334 |
0,340 |
0,22 |
|
Внутренний диаметр пылевыпускного отверстия d1 |
0,334 |
0,229 |
0,18 |
|
Ширина входного патрубка b |
0,264 |
0,214 |
0,18 |
|
Высота внешней части выхлопной трубы hв |
0,2-0,3 |
0,515 |
0,3 |
|
Высота установки фланца hфл |
0,1 |
0,1 |
0,1 |
|
Высота входного патрубка hп |
0,535 |
0,2-0,3 |
0,4 |
|
Длина входного патрубка l |
0,6 |
0,6 |
0,6 |
|
Текущий радиус улитки p |
D/2+bφ/2π |
— |
D/2+bφ/π |
Производительность циклона зависит от его диаметра, увеличиваясь с ростом диаметра. Циклоны серии ЦН имеют производительность от 100 до 68 000 м3/ч, гидравлическое сопротивление около 750 Па и обеспечивают эффективность очистки от 0,83 до 0,975 для пыли с размером частиц более 10 мкм. Эффективнее циклоны работают на пылях с размером частиц более 20 мкм. Эффективность очистки циклона серии ЦН падает с ростом угла входа в циклон. Так, при одних и тех же условиях работы получено:
ηЦН-15/ηЦН-11=0,885, а ηЦН-24/ηЦН-11=0,795
Конические циклоны НИИОГАЗа серии СК. предназначены для очистки газов от сажи и обладают повышенной эффективностью очистки по сравнению с циклонами типа ЦН, что достигается за счет большего гидравлического сопротивления циклонов серии СК. Входная концентрация сажи на входе в циклоны не превышает 30-50 г/м3.
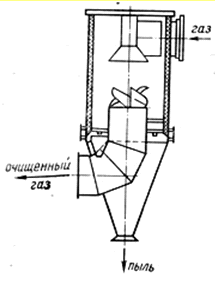
Рисунок 7 — Прямоточный циклон ЦКТИ
Для расчета циклонов НИИОГАЗа необходимы следующие исходные данные: количество очищаемого газа QV, м3/с; плотность газа при рабочих условиях ρ, кг/м3; вязкость газа при рабочей температуре μi, Па•с; дисперсный состав пыли dm и lgσч; входная концентрация пыли Свх, г/м3; плотность частиц пыли ρч, кг/м3, и требуемая эффективность очистки газа η.
Одной из конструктивных разновидностей циклонов являются прямоточные рисунок 7циклоны.
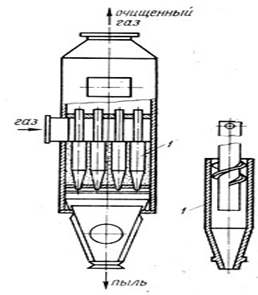
Рисунок 8 — Батарейные циклоны
Они обладают меньшим гидравлическим сопротивлением, меньшими габаритами и меньшей эффективностью очистки по сравнению с циклонами обычного типа. Прямоточные циклоны применяются для очистки газового потока от крупнозернистой пыли.
Циклон ЦКТИ техническими характеристиками:
ω=5,7 м/с, ζ=47, d50=20 мкм, lgση=0,242. Расчет прямоточных циклонов ведется по методике, описанной для обычных циклонов.
Для очистки больших масс газов (дымовые газы при сжигании твердого топлива, пыль сушилок и т. п.) применяются батарейные циклоны рисунок 8, состоящие из большого числа параллельно установленных циклонных 1 элементов 1. Конструктивно они объединяются в один корпус и имеют общий подвод и отвод газа. Опыт эксплуатации батарейных циклонов показал, что эффективность очистки таких циклонов несколько ниже эффективности отдельных элементов из-за перетока газов между циклонными элементами.
Ротационные пылеуловители относятся к аппаратам центробежного действия и представляют собой машину, которая одновременно с перемещением воздуха очищает его от относительно крупных фракций пыли (>5-8 мкм).
В отличие от описанных устройств они обладают большой компактностью, так как вентилятор и пылеуловитель обычно совмещены в одном агрегате. В результате этого при монтаже и эксплуатации таких машин не требуется дополнительных площадей, которые необходимы для размещения специальных пылеулавливающих устройств при перемещении запыленного потока обыкновенным вентилятором.
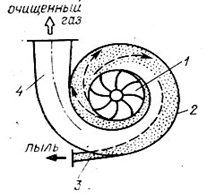
Рисунок 9 — Ротационный пылеулавитель
Конструктивная схема простейшего пылеуловителя ротационного типа представлена на рисунке 9. При работе вентиляторного колеса 1 частицы пыли за счет центробежных сил отбрасываются к стенке спиралеобразного кожуха 2 и движутся по ней в направлении выхлопного отверстия 4. Газ, обогащенный пылью, через специальное пылеприемное отверстие 3 отводится в пылевой бункер, а очищенный газ поступает в выхлопную трубу 4.
Для повышения эффективности пылеуловителей такой конструкции необходимо увеличивать переносную скорость очищаемого потока в спиральном кожухе (это ведет к резкому повышению гидравлического сопротивления аппарата) или уменьшать радиус кривизны спирали кожуха (это снижает его производительность).
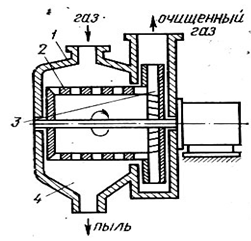
Рисунок 10 — Центробежный ротационный пылеуловитель
Такие машины обеспечивают достаточно высокую эффективность очистки воздуха при улавливании сравнительно крупных частиц пыли (свыше 20-40 мкм).
Более перспективными пылеотделителями ротационного типа, предназначенными для очистки воздуха от частиц размером >5-8 мкм, являются ЦРП — центробежные ротационные пыле- отделители рисунок. 10. Пыле- отделитель состоит из встроенного в кожух 1 полого ротора 2 с перфорированной поверхностью и колеса вентилятора 3. Ротор и колесо вентилятора насажены на общий вал. При работе пыле- отделителя запыленный воздух поступает внутрь кожуха, где закручивается вокруг ротора. В результате вращения пылевого потока возникают центробежные силы, под действием которых взвешенные в воздухе частицы пыли стремятся выделяться из него в радиальном направлении. Одновременно на эти частицы в противоположном направлении действуют силы аэродинамического сопротивления. Частицы, центробежная сила которых больше силы аэродинамического сопротивления, отбрасываются к стенкам кожуха и поступают в бункер 4. Очищенный воздух через перфорацию ротора всасывается в вентилятор и затем выводится наружу.
Эффективность очистки ЦРП зависит от выбранного соотношения центробежной и аэродинамической сил и теоретически может достигать 100%. Величина центробежной силы является функцией числа оборотов и диаметра ротора. Величина аэродинамической силы — функцией скорости просасывания воздуха через перфорацию ротора, т. е. производительности вентилятора.
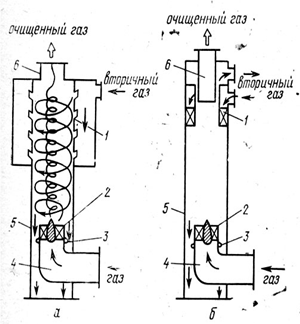
Рисунок 11 — Вихревой пылеуловитель соплового (а)и лопаточного (б) типов
Сравнение ЦРП с циклонами свидетельствует о преимуществах ротационных пылеуловителей. Так, габаритные размеры циклона в 3-4 раза, а удельные энергозатраты на очистку 1000 м3 газа на 20-40% больше, чем у ЦРП при прочих равных условиях. Однако широкого распространения пылеуловители ротационного действия не получили из-за относительной сложности конструкции и процесса эксплуатации по сравнению с другими аппаратами сухой очистки газов от механических загрязнений.
Вихревые пылеуловители (ВПУ), так же как циклоны и ротационные пылеуловители, относятся к аппаратам центробежного действия. Отличительная особенность ВПУ — высокая эффективность очистки газа от тончайших фракций (<3-5 мкм), что позволяет им в отдельных случаях конкурировать с фильтрами. За рубежом (США, ФРГ) разработано несколько ВПУ с диаметром корпуса от 40 мм до 2 м. Пропускная способность установок от 20 до 315000 м3/ч.
Существует две конструктивные разновидности вихревых пылеуловителей: ВПУ соплового типа рисунок. 11, а и ВПУ лопаточного типа» рисунок. 11,б. Процесс обеспыливания в таком пылеуловителе происходит следующим образом: запыленный газ поступает в камеру 5 через изогнутый патрубок 4. Для предварительного закручивания запыленного газа в камеру 5 встроен лопаточный завихритель типа «розетки» 2. В ходе своего движения вверх к выхлопному патрубку 6 газовый поток подвергается действию вытекающих из завихрителя 1 (наклонные сопла в ВПУ соплового типа, наклонные лопатки в ВПУ лопаточного типа) струй вторичного воздуха, которые придают потоку вращательное движение. Под действием центробежных сил, возникающих при закручивании потока, частицы пыли устремляются к его периферии, откуда спиральными струями вторичного потока перемещаются к низу аппарата в кольцевое межтрубное пространство. Безвозвратный спуск пыли в бункер обеспечивается подпорной шайбой 3. Вторичный воздух в ходе спирального обтекания потока очищаемого газа постепенно проникает в него.
Подача вторичного воздуха кольцевым направляющим аппаратом с наклонными лопатками усложняет конструкцию, но обеспечивает более интенсивное закручивание потока газа и как следствие более высокую экономичность процесса очистки. Так, гидравлическое сопротивление ВПУ лопаточного типа у существующих аппаратов на 25% меньше, а остаточная концентрация пыли в 1,75 раза ниже, чем у ВПУ соплового типа.
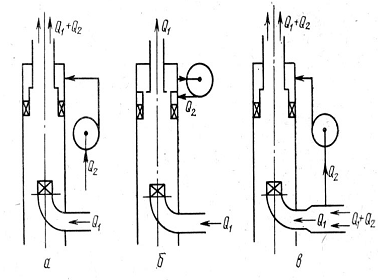
Рисунок 12 — Схемы подвода в ВПУ вторичного потока: а воздух окружающей среды; б — очищенный газ; в — запыленный газ
Оптимальное количество вторичного воздуха находится в пределах 40-65% от количества очищаемого газа. ВПУ практически сохраняет эффективность очистки газа от пыли при уменьшении его расхода на 50% и увеличении — на 15%. Слабая чувствительность эффективности очистки к расходу запыленного газа объясняется тем, что процесс очистки в ВПУ зависит в основном от параметров вторичного воздуха. Если параметры вторичного воздуха остаются неизменными, то не изменяется окружающая скорость потока запыленного газа, что сохраняет постоянной действующую на частицы пыли центробежную силу, определяющую эффективность очистки. Повышение давления вторичного воздуха в ВПУ приводит к увеличению эффективности очистки пыли. Гидравлическое сопротивление и удельный расход энергии ВПУ при этом соответственно возрастают. Оптимальное рабочее давление вторичного воздуха для существующих установок находится в пределах 2000-6000 Па. В качестве вторичного потока может быть использован воздух окружающей среды рисунок 12,а, очищенный газ рисунок 12, б или запыленный газ рисунок. 13, в. С экономической точки зрения более выгодно использование загрязненного газа. В этом случае производительность установки повышается на 40-65% без заметного снижения эффективности очистки. Экономически наихудшим вариантом считается использование воздуха окружающей среды. В то же время этот вариант себя оправдывает при очистке горячих газов, нуждающихся в предварительном охлаждении. Максимальная эффективность очистки достигается при использовании в качестве вторичного воздуха переработанной части потока очищенного газа рисунок 12,в. В этом случае часть наименее очищенного воздуха (у периферии потока) снова возвращается в ВПУ на доочистку.
Минимальный размер частиц, улавливаемых ВПУ, подсчитывается по приближенной зависимости: dчmin=1,2√Qvηв/(Hρчω2) где ηв — коэффициент динамической вязкости газа, кг/ (м•с); Н высота сепарационного объема, м; ρч — плотность частиц пыли, кг/м3; ω — окружная скорость вращения газа, м/с.
Удельный расход энергии существующих ВПУ находится в пределах 0,4-1,3 кВт•ч на 1000 м3 воздуха, С увеличением габаритов удельный расход энергии и эффективность очистки пыли ВПУ заметно снижаются. Эффективность очистки пыли с медианным диаметром d50=40 мкм (из них 86% с dч<5 мкм) одного из ВПУ составила 0,96, а удельный расход энергии — 0,45 кВт•ч/ 1000 м3. При производительности по запыленному газу порядка 12000 м3/ч гидравлическое сопротивление не превышает 1000 Па.
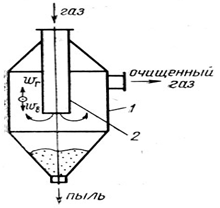
Рисунок 13 — Радиальный пылеуловитель
Суммарная эффективность очистки пыли в ВПУ практически не зависит от входной концентрации загрязнений в широком диапазоне ее изменения от 0 до 300 г/м3.
В радиальных пылеуловителях Рисунок 13 отделение твердых частиц от газового потока происходит за счет совместного действия гравитационных и инерционных сил. Последние возникают при повороте газового потока
на 180° за срезом входной трубы 2. Средняя скорость ωг подъема газа в корпусе обычно не более 1 м/с, при этом для оседающих частиц должно выполняться условие ωв>ωг, где шв скорость витания частиц. Эффективность очистки газа от частиц размером 25-30 мкм обычно составляет 0,65-0,85. Радиальные пылеуловители применяются редко из-за низкой эффективности очистки от мелкодисперсной пыли.
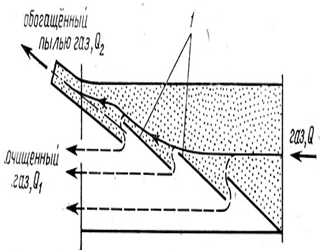
Рисунок 14 — Жалюзийный пылеотделитель
Для разделения газового потока на очищенный газ и обогащенный пылью газ используется жалюзийный пыле- отделитель Рисунок 14. На жалюзийной решетке 1 газовый поток расходом Q разделяется на два потока расходом Q1 и Q2. Обычно Q1=(0,8-0,9) Q, a Q2=(0,1-0,2)Q. Отделение частиц пыли от основного газового потока на жалюзийной решетке происходит под действием инерционных сил, возникающих при повороте газового потока на входе в жалюзийную решетку, а также за счет эффекта отражения частиц от поверхности решетки при соударении. Обогащенный пылью» газовый поток после жалюзийной решетки направляется к циклону, где очищается от частиц, и вновь вводится в трубопровод за жалюзийной решеткой. Жалюзийные пыле- отделители отличаются простотой конструкции и хорошо компонуются в газоходах, обеспечивая, эффективность очистки 0,8 и более для частиц размером более 20 мкм. Они применяются для очистки дымовых газов от крупнозернистой пыли при температуре до 450-600° С.
Мокрые пылеуловители
Аппараты мокрой очистки газов имеют широкое распространение, так как характеризуются высокой эффективностью очистки от мелкодисперсных пылей с dч ≥ (0,3-1,0) мкм, а также возможностью очистки oт пыли горячих и взрывоопасных газов. Однако мокрые пылеуловители обладают рядом недостатков, что ограничивает область их применения: образование в процессе очистки шлама, что требует специальных систем для его переработки; вынос влаги в атмосферу и образование отложений в отводящих газоотходах при охлаждении газов до точки росы; необходимость создания оборотных систем подачи воды в пылеуловитель.
Аппараты мокрой очистки работают по принципу осаждения частиц пыли либо на поверхность капель жидкости, либо на поверхность пленки жидкости. Осаждение частиц пыли на жидкость происходит под действием сил инерции и броуновского движения.
Силы инерции действуют на частицы пыли и капель жидкости при их сближении. Эти силы зависят от массы капель и частиц, а также от скорости их движения. Частицы пыли малого размера (менее 1 мкм) не обладают достаточной кинетической энергией и при сближении обычно огибают капли и не улавливаются жидкостью. Броуновское движение характерно для частиц, малого размера (менее 1 мкм).
Для достижения высокой эффективности очистки газа от частиц примесей за счет броуновского движения необходимо уменьшить скорость движения газового потока в аппарате.
Кроме этих основных сил на процесс осаждения влияют турбулентная диффузия, взаимодействие электрически заряженных частиц, процессы конденсации, испарения и др. Во всех случаях очистки газа в мокрых пылеуловителях важным фактором является смачиваемость частиц жидкостью (чем лучше смачиваемость, тем эффективнее процесс очистки).
Конструктивно мокрые пылеуловители разделяют на скрубберы Вентури, форсуночные и центробежные скрубберы, аппараты ударно-инерционного типа, барботажнопенные аппараты и др.
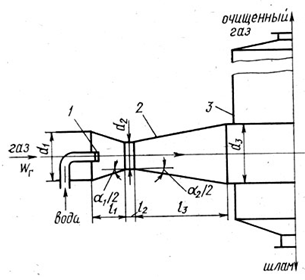
Рисунок 15 — Скруббер Вентури
Среди аппаратов мокрой очистки с осаждением частиц пыли на поверхность капель наибольшее практическое применение нашли скрубберы Вентури рисунок 15. Основная часть скруббера — сопло Вентури 2, в конфузорную часть которого подводится запыленный поток газа и через центробежные форсунки 1 жидкость на орошение. В конфузорной части сопла происходит разгон газа от входной скорости (ω=15-20 м/с) до скорости в узком сечении сопла 60-150 м/с и более. Процесс осаждения частиц пыли на капли жидкости обусловлен массой жидкости, развитой поверхностью капель и высокой относительной скоростью частиц жидкости и пыли в конфузорной части сопла. Эффективность очистки в значительной степени зависит от равномерности распределения жидкости по сечению конфузорной части сопла. В диффузорной части сопла поток тормозится до скорости 15-20 м/с и подается в каплеуловитель 3. Капли уловитель обычно выполняют в виде прямоточного циклона или скруббера ВТИ. Скрубберы Вентури обеспечивают эффективность очистки 0,96-0,98 аэрозолей и более со средним размером частиц 1-2 мкм при начальной концентрации- примесей до 100 г/м3.
Удельный расход воды на орошение при этом составляет 0,4-0,6 л/м3. Характерные размеры труб Вентури круглого сечения обычно составляют: α1=15-28°; α2=6-8°; l1=(d1-d2)/2tg α1/2; l2=0,15d2; l3= (d3-d2)/2tg α2/2. Диаметры d1, d2 и d3 рассчитываются для конкретных условий очистки воздуха от пыли.
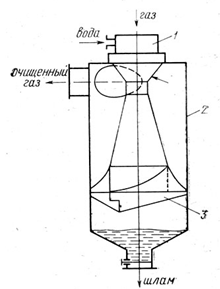
Рисунок 16 — Коагуляционно-центробежный мокрый пылеуловитель
Круглые скрубберы Вентури применяют до расходов газа 10000 м3/ч. При больших расходах газа и больших размерах трубы возможности равномерного распределения орошающей жидкости по сечению трубы ухудшаются, поэтому применяют либо несколько параллельно работающих круглых труб, либо переходят на трубы прямоугольного сечения.
Одним из удачных конструктивных решений совместной компоновки скруббера Вентури и каплеуловителя может служить конструкция Рисунок 16 коагуляционно-центробежного мокрого пылеуловителя (КЦМП).
Сопло Вентури 1 установлено в корпусе циклона 2, а для закручивания воздуха используется специальный закручеватель 3. Промышленные КЦМП работают при скоростях в узком течении трубы Вентури 40-70 м/с, удельных расходах воды на орошение 0,1-0,5 л/м3 и имеют габариты на 30% меньше, чем обычные скрубберы Вентури. Скрубберы Вентури широко используются в системах очистки газов от туманов. Эффективность очистки воздуха от тумана со средним размером частиц около 0,3 мкм достигает 0,999, что вполне сравнимо с высокоэффективными фильтрами. Суммарное гидравлическое сопротивление трубы Вентури составляет 10-20 кПа.
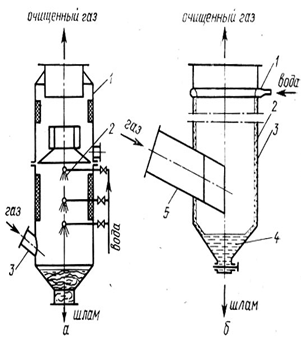
Рисунок 17 — Форсуночный (а) и центробежный (б) скрубберы
Эффективность очистки скруббера Вентури рассчитывают энергетическим методом по формуле η=1 — е -BEn, где В и n — константы, зависящие от физико-химических свойств и дисперсного состава пыли, определяются экспериментально:- суммарная энергия соприкосновения,
Ε=Δp +pжQж/Qг,
где pж — давление распыляемой жидкости на входе в пылеуловитель; Qж и Qг — объемные расходы жидкости и газе соответственно.
Разновидностью аппаратов для улавливания пыли осаждением частиц на каплях жидкости являются форсуночные скрубберы рисунок 17, а. Запыленный газовый поток поступает в скруббер по патрубку 3 и направляется на зеркало воды; где осаждаются наиболее крупные частицы пыли. Газовый поток и мелкодисперсная пыль, распределяясь по всему сечению корпуса 1, поднимаются вверх навстречу потоку капель, подаваемых в скруббер через форсуночные пояса 2. Удельный расход воды в форсуночных скрубберах составляет 3,0-6,0 л/м3, гидравлическое сопротивление аппарата до 250 Па при скоростях движения потока газа в корпусе скруббера 0,7-1,5 м/с. Общая эффективность очистки, получаемая на форсуночных скрубберах, невысока и составляет, например, 0,6-0,7 при очистке доменного газа. В форсуночных скрубберах эффективно улавливаются частицы размером >10 мкм. Одновременно с очисткой газ, проходящий через форсуночный скруббер, охлаждается и увлажняется до состояния насыщения. В тех случаях, когда требуется очистка небольших масс горячих газов от загрязнений с размером частиц более 15-20 мкм, можно применять простейшие оросительные устройства, которые выполняются в виде ряда форсунок, встроенных в газоход. Удельный расход воды в таких системах выбирается равным от 0,1 до 0,3 л/м3. Скорость газового потока в газоходе в целях исключения интенсивного капле- уноса не должна превышать 3 м/с.
В аппаратах центробежного типа рисунок 17,б частицы пыли отбрасываются на пленку жидкости 2 центробежными силами, возникающими при вращении газового потока в аппарате за счет тангенциального расположения входного патрубка 5 в корпусе аппарата. Пленка жидкости толщиной не менее 0,3 мм создается подачей воды через сопла и непрерывно стекает вниз, увлекая в бункер 4 частицы пыли. Эффективность очистки газа от пыли в аппаратах такого типа зависит главным образом от диаметра корпуса аппарата 3, скорости газа во входном патрубке и дисперсности пыли. В таблице 8[7] приведены фракционные коэффициенты очистки центробежных скрубберов ЦС-ВТИ диаметром 1 м. С ростом диаметра скруббера эффективность очистки падает (Скорость витания зависит от размера и плотности частиц).
|
Таблица 7 — Фракционные коэффициенты скрубберов |
|||||||
|
Скорость газов во входном патрубке, м/c |
Фракционные коэффициенты очистки при скорости витания частиц, см/с |
||||||
|
0-0,5 |
0,5-2 |
2-5 |
5-10 |
10-15 |
15-20 |
>20 |
|
|
15,0 |
0,655 |
0,800 |
0,880 |
0,910 |
0,927 |
0,940 |
0,980 |
|
21,0 |
0,850 |
0,903 |
0,928 |
0,943 |
0,955 |
0,967 |
0,995 |
Эффективность очистки возрастает при увеличении высоты корпуса до H=(3-4)D, после чего практически остается постоянной, поэтому обычно принимают H=4D. Гидравлическое сопротивление определяют по формуле (4), принимая ζ=33-46. Удельный расход воды в центробежных скрубберах составляет 0,09-0,18 л/м3.
Входная Аппараты ударно-инерционного типа работают по принципу осаждения частиц пыли на поверхность жидкости при повороте на 180° пылегазового потока, движущегося со скоростью 25-50 м/с. Взвешенные в газе частицы за счет сил инерции после выхода из сопла не успевают за линиями тока и попадают на поверхность жидкости. Хорошо улавливаются частицы размером более 20 мкм.
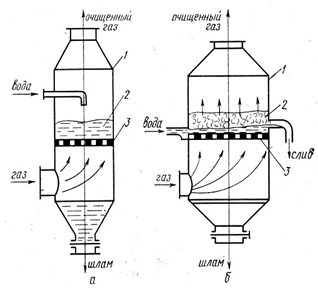
Рисунок 18 — Барботажно-пенный пылеуловитель с провальной (а) и переливной (б) решетками
Основное преимущество аппаратов ударно-инерционного типа — малый удельный расход воды, который составляет не более 0,03 л/м3 и определяется только испарением и потерями жидкости со шламом. Эффективность очистки газа в таких аппаратах весьма чувствительна к изменению расстояния между срезом сопла и зеркалом жидкости. К мокрым пылеуловителям относятся барботажно- пенные пылеуловители с провальной рисунок 18, а и переливной решетками рисунок 18,б. В таких аппаратах газ на очистку поступает под решетку 3, проходит через отверстия в решетке и, барботируя через слой жидкости и пены 2, очищается от частиц пыли за счет осаждения частиц на внутренние поверхности газовых пузырей. Режим работы аппаратов зависит от скорости подачи воздуха под решетку. При скорости до 1 м/с наблюдается барботажный режим работы аппарата. Дальнейший рост скорости газа в корпусе аппарата до 2-2,5 м/с сопровождается возникновением пенного слоя над жидкостью, что приводит к повышению эффективности очистки газа и брызгоуноса из аппарата. Современные барботажно-пенные аппараты обеспечивают эффективность очистки газа от мелкодисперсной пыли около 0,95-0,96 при удельных расходах воды 0,4-0,5 л/м3.
Практика эксплуатации барботажно-пенных аппаратов показывает, что они весьма чувствительны к неравномерности подачи газа под провальные решетки. Неравномерная подача газа приводит к местному сдуву пленки жидкости с решетки. Кроме того, решетки аппаратов склонны к засорению.
Электрофильтры
Электрическая очистка — один из наиболее совершенных видов очистки газов от взвешенных в них частиц пыли и тумана. Этот процесс основан на ударной ионизации газа в зоне коронирующего разряда, передаче заряда ионов частицам примесей и осаждении последних на осадительных и коронирующих электродах.
Загрязненные газы, поступающие в электрофильтр, всегда оказываются частично ионизованными за счет различных внешних воздействий (рентгеновских лучей, радиоактивных излучений, космических лучей, нагрева газа и др.), поэтому они способны проводить ток, попадая в пространство между двумя электродами. Величина силы тока зависит от числа ионов и напряжения между электродами. При увеличении напряжения в движение между электродами вовлекается все большее число ионов и величина тока растет до тех пор, пока в движении не окажутся все ионы, имеющиеся в газе. При этом величина силы тока становится постоянной (ток насыщения), несмотря на дальнейший рост напряжения. При некотором достаточно большом напряжении движущиеся ионы и электроны настолько ускоряются, что, сталкиваясь с молекулами газа, ионизируют их, превращая нейтральные молекулы в положительные ионы и электроны. Образовавшиеся новые ионы и электроны ускоряются электрическим полем и в свою очередь ионизируют новые молекулы газа. Этот процесс называется ударной ионизацией газа.
Ударная ионизация газа протекает устойчиво лишь в неоднородном электрическом поле, характерном для цилиндрического конденсатора рисунок 19.
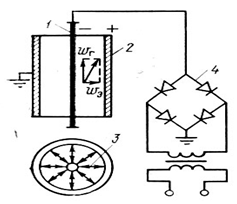
Рисунок 19 — Схема расположения электродов в электрофильтре
В зазоре между коронирующим 1 и осадительным 2 электродами создается электрическое поле убывающей напряженности с силовыми линиями 3, направленными от осадительного к коронирующему электроду или наоборот. Напряжение к электродам подается от выпрямителя 4. Изменение силы тока между электродами по мере роста напряжения показано на рисунке 20.
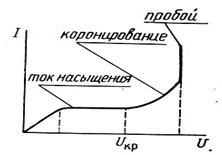
Рисунок 20 — Зависимость силы тока от напряжения между электродами
Критическое напряжение UKP на электродах, при котором возникает коронирующий разряд, определяется соотношением UKР = EKРR1lnR2/R1, где R1 и R2 — радиусы коронирующего и осадительного электродов соответственно, м; EКР — критическая напряженность электрического поля, при которой возникает корона, В/м.
Величина ЕКР определяется по эмпирическим формулам . Для коронирующего электрода положительной — полярности
EKP=3,37 (β+0,0242 √β/R1) 106; (7)
для коронирующего электрода отрицательной полярности
EKP=3,04(β+0,0311√β/R1)106 (8)
В формулах (7) и (8) β — поправка на плоскость газов в рабочих условиях,
β=(pОКР ± pг)293/1,013•105(273+t),
где РОКР — давление окружающей среды, Па; рг — разрежение или избыточное давление в газоходе, Па; t — температура газов, ° С.
Формулы Пика получены для воздуха и электрода круглого сечения. Коронирующий разряд возникает обычно при высоких напряжениях, достигающих 50 кВ и более.
Аэрозольные частицы, поступающие в зону между коронирующим и осадительным электродами, адсорбируют на своей поверхности ионы, приобретая электрический заряд, и получают тем самым ускорение, направленное в сторону электрода с зарядом противоположного знака. Процесс зарядки частиц зависит от подвижности ионов, траектории движения и времени пребывания частиц в зоне коронирующего заряда. Учитывая, что в воздухе и дымовых газах подвижность отрицательных ионов выше, чем положительных, электрофильтры обычно делают с короной отрицательной полярности. Время зарядки аэрозольных частиц невелико и измеряется долями секунды. Необходимо отметить, что частицы, поступающие в электрофильтр, обычно уже имеют небольшой заряд, полученный за счет трения о стенки трубопроводов и оборудования. Этот заряд (трибозаряд) не превышает 5% заряда, получаемого частицей при коронном разряде.
Движение заряженных частиц к осадительному электроду происходит под действием аэродинамических сил, силы взаимодействия электрического поля и заряда частицы, силы тяжести и силы давления электрического ветра.
Под действием аэродинамических сил частица движется по направлению основного потока газа со скоростью ωг, близкой к скорости газа, которая составляет 0,5-2 м/с.
Основной силой, вызывающей движение частицы к осадительному электроду, является сила взаимодействия между электрическим полем и зарядом частицы. Расчеты скорости этого движения шэ показывают, что ее значение зависит главным образом от размеров частиц и напряженности электрического поля Е.
Силы тяжести не оказывают заметного влияния на траекторию движения частиц пыли. За время пребывания в электрофильтре частицы размером 10 мкм падают всего на 3-5 см, поэтому в расчетах силы тяжести обычно не учитывают.
Электрический ветер обусловлен механическим воздействием движущихся ионов на молекулы газа и частицы пыли. Электрический ветер возникает в местах генерации ионов, т. е. у коронирующих электродов, и вызывает циркуляцию газа в межэлектродном промежутке со скоростью до 0,5-1,0 м/с. Электрический ветер оказывает влияние на движение частиц к осадительным электродам и на перемешивание ионов и взвешенных частиц в межэлектродном пространстве. Однако из-за отсутствия методики расчета электрического ветра его влиянием на движение частиц пренебрегают.
Таким образом, отрицательно заряженные аэрозольные частицы движутся к осадительному электроду под действием аэродинамических сил и электрических сил, а положительно заряженные частицы оседают на отрицательном коронирующем электроде. Ввиду того что объем внешней зоны коронного разряда во много раз.больше объема внутренней, большинство частиц пыли получает заряд отрицательного знака. Поэтому основная масса пыли осаждается на положительном осадительном электроде и лишь относительно небольшая на отрицательном коронирующем электроде.
Важное значение на процесс осаждения пыли на электродах имеет электрическое сопротивление слоев пыли. По величине электрического сопротивления пыль делят на:
- пыли с малым удельным электрическим сопротивлением (<104 Ом•см), которые при соприкосновении с электродом мгновенно теряют свой заряд и приобретают заряд, соответствующий знаку электрода, после чего между электродом и частицей возникает сила отталкивания, стремящаяся вернуть частицу в газовый поток. Противодействует этой силе только сила адгезии и, если она оказывается недостаточной, то резко снижается эффективность процесса очистки;
- пыли с удельным электрическим сопротивлением от 104 до 1010 Ом•см хорошо осаждаются на электродах и легко удаляются с него при встряхивании;
- пыли с удельным электрическим сопротивлением более 1010 Ом•см труднее всего улавливаются в электрофильтрах, так как на электродах частицы разряжаются медленно, что в значительной степени препятствует осаждению новых частиц.
В реальных условиях снижение удельного электрического сопротивления пыли можно осуществить увлажнением запыленного газа.
Теоретическое определение эффективности очистки запыленного газа в электрофильтрах обычно проводится по формуле Дейча
η=1-е -ωэFуд(1)
где Fуд — удельная поверхность осадительных электродов, равная отношению поверхности осадительных элементов к расходу очищаемых газов в м2•с/м3.
Из формулы (1) следует, что эффективность очистки газа в электрофильтрах возрастает с ростом значения показателя степени ωэFуд:
|
Таблица 8 -Зависимости эффективности от поверхности электродов |
||||
|
Удельная поверхность осадительных электродов |
3,0 |
3,7 |
3,9 |
4,6 |
|
Эффективность |
0,95 |
0,975 |
0,98 |
0,99 |
Конструкцию электрофильтров определяют условия работы: состав и свойства очищаемых газов, концентрация и свойства взвешенных частиц, параметры газового потока, требуемая эффективность очистки и т. д.
Сухие электрофильтры типа УГ (унифицированные горизонтальные) рекомендуется применять для тонкой очистки газов от пыли различных видов. В корпусе электрофильтра установлены три группы коронирующих и осадительных электродов. Равномерный подвод газа к электродам достигается установкой на входе в фильтр распределительной решетки. Периодическая очистка коронирующих и осадительных электродов производится встряхивающим механизмом. Технические характеристики электрофильтра типа УГ приведены в таблица 9 [6].
|
Таблица 9 — Технические характеристики электрофильтра типа УГ |
||
|
Техническая характеристика |
Тип электрофильтра |
|
|
УГ |
С |
|
|
Допустимая входная концентрация пыли (УГ) или смолы (С) в газе, г/м3 |
50 |
0,1 |
|
Эффективность очистки |
До 0,999 |
До 0,99 |
|
Гидравлическое сопротивление, Па |
150 |
200 |
|
Наибольшая температура газов, °С |
250 |
50 |
|
Удельный расход электроэнергии на очистку 1000 м3/ч газа, кВт•ч |
0,3 |
0,45 |
|
Производительность по газу, тыс. м3/ч |
36-950 |
|
Электрофильтры используют и для тонкой очистки газа от масляных туманов, смолы и пыли в различных отраслях промышленности. На рисунке 21 показана конструктивная схема мокрого электрофильтра типа С, применяемого для очистки генераторных и коксовых газов. В корпусе 3 установлены коронирующие и осадительные электроды 2, к которым подводится газ через распределительные решетки. В верхней части фильтра установлены смолоулавливающие зонты 4. Уловленная на электродах смола стекает в бункер и через гидрозатвор выводится из аппарата. При загустении смолы аппарат разогревают паром.
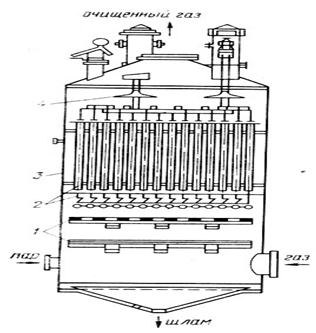
Рисунок 21 — Электрофильтр типа С
Для очистки вентиляционных выбросов и рециркуляционного воздуха от различных пылей, а также приточного атмосферного с малой концентрацией загрязнений применяются двухзонные электрофильтры типа ФЭ, и др. Поток воздуха в таком фильтре проходит последовательно ионизационную зону, зону осаждения и противоуносный пористый фильтр. Накопленная пыль периодически смывается водой.
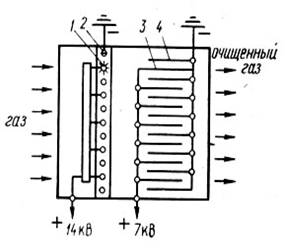
Рисунок 22 — Схема двухзонного электрофильтра
Эффективность пылеулавливания до 0,95, гидравлическое сопротивление чистого фильтра 30-50 Па, производительность по воздуху 1000 м3/ч и более, входная концентрация загрязнений не более 10 мг/м3.
Принципиальная схема двухзонного электрофильтра показана на рисунке 22. Загрязненный газ проходит ионизатор, в состав которого входят положительные и отрицательные 2 электроды. Ионизатор выполнен так, чтобы при скорости около 2 м/с частицы пыли успели зарядиться, но еще не осели на электроды. Зарядившиеся частицы пыли газовым потоком увлекаются в осадитель, представляющийсобой систему пластин-электродов 3 и 4. Заряженные частицы оседают в поле осадителя на пластинах противоположной полярности. Выбором расстояния между пластинами (6-7 небольшом напряжении между пластинами (7 кВ) получить напряженность 80-100 В/м, что достаточно для осаждения частиц субмикронных размеров.
Для очистки вентиляционных выбросов от пыли, туманов минеральных масел, пластификаторов и т. п. в ЦНИИ промзданий разработаны электрические туманоуловители типа УПП рисунок 23.
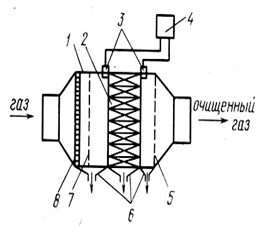
Рисунок 23 — Туманоуловитель УПП
В корпусе 1 установлен электрический туманоуловитель 2 типа ФЭ, который питается от источника 4 напряжением 13 кВ. Подвод питания к электродам производится через высоковольтные электроизоляторы с клеммами 3. Загрязненный воздух через входной патрубок, распределительную решетку 8 и сетку 7 поступает к туманоуловителю, очищается от примесей и, пройдя каплеуловитель 5, подается на выход из УПП. Жидкость, отделенная от воздуха, собирается в воронках 6, а затем сливается из УПП через гидрозатворы. Пропускная способность УПП по воздуху 5000-30000 м3/ч. УПП сочетают высокую эффективность улавливания примесей с низким гидравлическим сопротивлением и предназначены для использования в системах с температурой газов до 70-80°С.
Эксплуатационные характеристики электрофильтров весьма чувствительны к изменению равномерности поля скоростей на входе в фильтр. Для получения высокой эффективности очистки необходимо обеспечить равномерный подвод газа к электрофильтру как за счет правильной организации подводящего газового тракта, так и за счет применения распределительных решеток во входной части электрофильтра.
При использовании электрофильтров для очистки воздуха от аэрозолей горючих веществ необходимо, чтобы максимальная температура аэрозольной смеси была на 20-25° С ниже температуры вспышки улавливаемой жидкости, а возможная максимальная концентрация горючей жидкости в аэрозольной смеси — не менее чем на 1 порядок меньше нижнего концентрационного предела воспламенения данной смеси. Это позволяет устранять возможность воспламенения фильтрата в электроуловителе.
Фильтры
Фильтры широко используются в промышленности для тонкой очистки вентиляционного воздуха от примесей, а также для промышленной и санитарной очистки газовых выбросов.
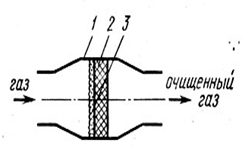
Рисунок 24 — Схема процесса фильтрования
Процесс фильтрования состоит в задержании частиц примесей на пористых перегородках при движении дисперсных сред через них. Принципиальная схема процесса фильтрования в пористой перегородке показана на рисунке 24. Фильтр представляет собой корпус 1, разделенный пористой перегородкой (фильтроэлементом) 2 на две полости. В фильтр поступают загрязненные газы, которые очищаются при прохождении фильтроэлемента. Частицы примесей оседают на входной части пористой перегородки и задерживаются в порах. Частицы примесей образуют на поверхности перегородки слой 3 и таким образом становятся для вновь поступающих частиц частью фильтровой перегородки, что увеличивает эффективность очистки фильтра и перепад давления на фильтроэлементе. Осаждение частиц на поверхность пор фильтроэлемента происходит в результате совокупного действия эффекта касания, а также процессов диффузионного, инерционного и гравитационного осаждения частиц.
Эффект касания возникает при условии соприкосновения частиц примесей с поверхностью волокон, зерен или других элементов, образующих поверхность пор. Соприкосновение происходит при условии, что траектория частиц примесей проходит от поверхности пор на расстоянии, равном или менее радиуса частицы. Этот процесс протекает по всему объему порового пространства. Эффективность очистки касанием г)к определяется соотношением характерных размеров пор dn и частиц dч. При dч>dп наблюдается отсеивание частиц входной поверхностью фильтра (ситовый эффект) с образованием слоя осадка.
Процесс осаждения частиц на поверхность пор за счет броуновской диффузии обусловлен хаотическим тепловым движением молекул газа, постоянно соударяющихся с частицами примесей. В результате таких соударений частицы смещаются с линий тока и осаждаются на поверхности пор. Чем меньше частицы и меньше скорость их движения, тем эффективнее протекает процесс захвата частиц за счет броуновской диффузии. Эффективность захвата частиц за счет диффузионного эффекта при вязком обтекании элементов поверхности пор в упрощенном виде можно представить в виде ηд=k(dпdчωф)-2/3, где k — коэффициент; dп — характерный размер порового пространства; ωф — скорость фильтрации. Экспериментально доказано, что процесс захвата частиц за счет броуновской диффузии становится заметным при dч<0,1 мкм и скорости их движения менее 1 м/с.
Процесс инерционного осаждения частиц примесей на поверхности пор фильтроэлемента происходит из-за воздействия на частицы сил инерции, возникающих при отклонении линии тока от прямолинейного движения. При огибании потоком криволинейной поверхности пор частицы, стремясь сохранить свое прямолинейное движение, переходят с одной линии тока на другую и касаются поверхности пор. Многочисленные исследования показали, что инерционный эффект осаждения частиц зависит от величины критерия Стокса и критерия Рейнольдса: η=f(St, Re), где St = d2чωчkк/(9dчμ) — критерий Стокса; рч — плотность частиц; kк — поправка Кенингема-Милликена на увеличение подвижности частиц, размер которых сравним со средней длиной, свободного пробега газовых молекул lм, kк=1+(1,257 + 0,4 е-55dч/lм)2lм/dч при lм = μ(πM/2RгT)05/pг, где М — масса 1 моля газа; Rг — газовая постоянная; Т — температура газа, К. Значения поправки kк на скольжение приведены в таблице 12[4]
|
Таблица 10 — Значения поправки kк на скольжение приведены |
||||||||
|
dч, мкм |
0,003 |
0,01 |
0,03 |
0,1 |
0,3 |
1,0 |
3,0 |
10,0 |
|
kк |
90 |
24,5 |
7,9 |
2,9 |
1,57 |
1,16 |
1,03 |
1,00 |
Зависимость эффективности очистки газов за счет инерционного эффекта ηи от числа Стокса, полученная в опытах с захватом частиц отдельными волокнами, показана на рисунке 25.
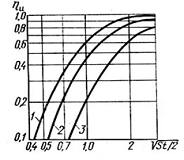
Рисунок 25 — Зависимость ηи от числа St: 1-Re=150; 2-Re=30; 3-Re ≤ 2
Эти графики можно использовать для расчета эффективности волокнистых фильтроэлементов. Инерционный эффект осаждения частиц практически отсутствует при движении частиц размером менее 1 мкм со скоростью менее 1 м/с. Возникновение режима инерционного осаждения частиц на поверхности пор фильтроэлемента характеризуется критическим числом StКР; при St<StKРηи=0. Для условий вязкого обтекания цилиндра при Re=0,1 критическое число Стокса равно 4,3 ± 0,1. Рост числа Рейнольдса газового потока приводит к снижению значений StKР до 0,1-0,2.
Процесс гравитационного осаждения частиц на поверхность пор может происходить в результате их оседания со скоростью витания. Эффективность очистки за счет этого эффекта ηг для цилиндра, расположенного горизонтально поперек потока, определяется соотношением ηг=ωв/ωф=St/2Fr, где Fr=ω2ф/dц — критерий Фруда; ωв — скорость витания частиц; dц — диаметр цилиндра.
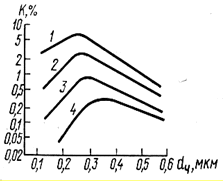
Рисунок 26 — Зависимость коэффициента проскока К от размеров частиц и скорости фильтрации ωф, см/с: 1 — 0,94; 2 — 0,42; 3 — 0,21; 4 — 0,094
В реальных фильтрах вследствие малых скоростей витания частиц по сравнению со скоростью фильтрации гравитационный механизм осаждения частиц не играет заметной роли. Этот эффект становится заметным лишь при фильтрации аэрозоля с частицами диаметром 1 мкм со скоростью менее 0,05 см/с. Общая эффективность очистки газового потока η с учетом всех рассмотренных процессов осаждения частиц на поверхность пор может быть найдена по формуле
η=1-(1-ηк)(1-ηд)(1-ηи)(1-ηг)
При определении общей эффективности очистки газа (или коэффициента проскока) на фильтроэлементе необходимо учитывать, что процессы осаждения частиц на поверхности пор в значительной степени зависят от размера частиц примесей, скорости фильтрации, размеров пор фильтроэлемента, состояния поверхности пор, параметров газового потока и др. Опыты, приведенные на фильтроэлементах из стеклянных волокон размером 1,5 мкм рисунок 26, указывают на экстремальный характер зависимости коэффициента проскока частиц от их размера и скорости фильтраций. Восходящие ветви левой части кривых относятся к области доминирующего значения диффузного процесса осаждения, нисходящие ветви относятся к частицам, в осаждении которых все большую роль начинает играть эффект инерционного осаждения.
В фильтроэлементах из диэлектрических материалов на процессы фильтрования существенное значение может оказывать наличие зарядов на поверхности пор. Так, получившие широкое применение фильтры ФП (фильтры Петрянова) из ультратонких перхлорвиниловых волокон (ФПП), как правило, несут на поверхности волокон заряды, и поэтому в начальной стадии процесса фильтрования на них достигается высокая эффективность очистки аэрозолей от примесей. Так, например, при фильтровании запыленного газа (dч=0,34 мкм) через свежий материал ФПП при скорости фильтрации 0,01 м/с достигается коэффициент проскока 0,0001%, а после снятия заряда в тех же условиях коэффициент проскока становится равным 10%.
Все это существенно затрудняет теоретическое определение эффективности очистки фильтроэлементов. На практике величина η обычно находится экспериментально.
Классификация фильтров основана на типе фильтровой перегородки, конструкции фильтра и его назначении, тонкости очистки и др.
По типу перегородки все фильтры делятся на фильтры: 1) с зернистыми слоями (неподвижные свободно насыпанные зернистые материалы, псевдоожиженные слои); 2) с гибкими пористыми перегородками (ткани, войлоки, волокнистые маты, губчатая резина, пенополиуретан и др.); 3) с полужесткими пористыми перегородками (вязаные сетки, прессованные спирали и стружка и др.); 4) с жесткими пористыми перегородками (пористая керамика, пористые металлы и Др.).
Фильтрующие зернистые слои, состоящие из зерен различной формы, используются для очистки газов от крупных примесей. Наибольшее применение для очистки газов от пылей механического происхождения (от дробилок, грохотов, сушилок, мельниц и др.) нашли фильтры из гравия. Такие фильтры дешевы, просты в эксплуатации и обеспечивают высокую эффективность очистки (до 0,99) газов от крупнодисперсной пыли.
Широко используются для изготовления фильтроэлементов различные ткани и войлоки. Хорошими фильтрующими свойствами обладают хлопчатобумажные и шерстяные ткани, однако сейчас они заменяются синтетическими тканями, которые обладают высокой прочностью, повышенной тепловой и химической стойкостью. Стоимость синтетических тканей, как правило, ниже стоимости натуральных тканей. Основные свойства некоторых тканей для фильтрования приведены в таблице 11[4].
Дальнейшее совершенствование тканей для фильтрования направлено на повышение их термохимических и теплопрочностных свойств с целью использования в системах очистки горячих газов.
|
Таблица 11 — Основные свойства некоторых тканей для фильтрования |
|||||||
|
Ткань |
Толщина, мм |
Воздухопроницаемость, при Δр=49Па, м3/м2•мин |
Термостойкость, °С |
Химическая стойкость в среде |
|||
|
при длительном воздействии |
при кратковременном воздействии |
кислот |
щелочей |
растворителей |
|||
|
Сукно №2 |
1,5 |
3 |
65-85 |
90-95 |
ОП |
ОП |
Х |
|
Нитрон |
1,6 |
7,5 |
120 |
150 |
Х-У |
У |
Х |
|
Лавсан |
1,4 |
4,0 |
130 |
160 |
Х |
У-П |
Х |
|
Хлорин №5231 |
1,32 |
7,6 |
65-70 |
80-90 |
ОХ |
О-Х |
У-Х |
|
Стеклоткань |
0,22 |
2,7 |
240 |
315 |
Х |
У-П |
ОХ |
|
ТССНФ |
— |
— |
— |
— |
— |
— |
— |
(ОХ — очень хорошая; X — хорошая; У — удовлетворительная:П — плохая; ОП — очень плохая)
Для тонкой очистки газов от примесей часто применяется нетканый материал, который представляет собой волокнистый слой с хаотическим расположением волокон. К таким материалам относятся и войлоки, полученные на специальных иглопробивных машинах. Тонкость и эффективность очистки войлоков выше, чем у фильтрующих элементов из тканей, изготовленных из нитей того же диаметра.
Для ультратонкой очистки газов используются материалы типа ФП. Они представляют собой нанесенные на марлевую подложку (или основу из скрепленных между собой Тэолее толстых волокон) слои синтетических волокон диаметром 1-2 мкм. В качестве полимеров для ФП используются перхлорвинил (ФПП), фторполимеры (ФПФ) и др. Материалы ФП характеризуются высокими фильтрующими свойствами и малой толщиной (от 0,2 до 1 мм).
Этот материал рекомендуется применять для очистки агрессивных газов, заменяя при этом марлевую подложку на стойкую в данной среде. Наибольшее распространение получили перхлорвиниловые волокна, характеризующиеся влагостойкостью и высокой химической стойкостью в кислотах, щелочах, растворах солей, органических растворителях. Однако термостойкость этих волокон невелика (60 ÷ ÷ 70° С).
Ацетатные волокна недостаточно стойки к влаге, кислотам, щелочам, но термостойкость их достигает 150° С. Пылеемкость материалов типа ФП составляет 50-100 г/м2. К числу недостатков этих материалов следует отнести их низкую прочность.
Одним из распространенных фильтрующих материалов являются проволочные сетки, изготовленные из низкоуглеродистых или высоколегированных сталей, меди, латуни, брозы, никеля и др. Сетки производят в соответствии с ГОСТ 3187-76, ГОСТ 6613-73 и ГОСТ 3584-73. Фильтрующие элементы, выполненные из сеток, могут работать в широком диапазоне температур от 0 до 1000 К в агрессивных и неагрессивных средах.
Сетчатые фильтрующие элементы часто изготовляют многослойными, что несколько увеличивает тонкость и эффективность очистки, но приводит к росту гидравлического сопротивления фильтрующего элемента пропорционально количеству слоев сеток. Фильтрующие элементы из сеток, обладая рядом преимуществ по сравнению с фильтрующими элементами из тканей и войлока, уступают им по тонкости очистки.
Расчет гидравлического сопротивления фильтрующих элементов из сеток необходимо проводить по формуле (4) с учетом данных, приведенных в таблице 12[4].
|
Таблица 12 — Данные для расчет гидравлического сопротивления |
|||
|
Номер сетки по ГОСТ 3584-73 |
Число слоев |
Критериальная зависимость |
Диапазон измерения чисел Re |
|
004 |
1 |
ζ=4,5+107/Re |
4-600 |
|
0056 |
1 |
ζ=3,5+100/Re |
10-600 |
|
0071 |
1 |
ζ=3,6+105/Re |
10-600 |
|
0800 |
1 |
ζ=3,0+100/Re |
10-600 |
|
025 |
1 |
ζ=3,0+105/Re |
10-500 |
|
004 |
2 |
ζ=12,9+55/Re |
50-500 |
|
0056 |
2 |
ζ=7,5+178/Re |
50-500 |
|
0071 |
2 |
ζ=7,6+215/Re |
30-500 |
|
0080 |
2 |
ζ=5,5+240/Re |
|
Пористым металлическим фильтрующим элементам свойственны достаточно высокая прочность и пластичность. В зависимости от марки применяемого материала можно обеспечить необходимую коррозионную стойкость, жаростойкость, окалиностойкость и теплопрочность. Металлические пористые фильтроэлементы хорошо сопротивляются резким колебаниям температур, они технологичны: свариваются, допускают пайку и механическую обработку на металлорежущих станках. Фильтрующие элементы из пористых металлов находят все большее применение для очистки газов и жидкостей от примесей в технологических процессах и с успехом используются для очистки от примесей горячих дымовых выбросов, туманов кислот и масел.
По конструктивному признаку воздушные фильтры, выпускаемые в СССР, делятся на ячейковые (рамочные и каркасные) и рулонные.
Для очистки воздуха в системах вентиляции обычно используются ячейковые фильтры, представляющие собой рамку или каркас с фильтрующими элементами, выполненными из набора металлических сеток (фильтры Рекка — ФяР), винипластовых сеток (ФяВ), пенополиуретана (ФяП), упругого стекловолокна (ФяУ), войлока и др. Выбор типа фильтрующих материалов зависит от требуемой тонкости очистки, химического состава загрязнителей и условий эксплуатации фильтра. В таблице. 15[4] приведены основные параметры ячейковых фильтров.
|
Таблица 13 — Основные параметры ячейковых фильтров |
||||
|
Тип фильтра |
Площадь фильтрации, м2 |
Пылеемкость, г/м2, при Δр=2Δрнач |
Эффективность очистки |
Перепад давления в начале работы, Па, при производительности 1540 м3/ч |
|
ФяР |
0,22 |
1500 |
≤ 0,8 |
40 |
|
ФяВ |
0,22 |
1500 |
≤ 0,8 |
40 |
|
ФяП |
0,22 |
200 |
≤ 0,8 |
60 |
|
ФяУ |
0,22 |
400 |
≤ 0,8 |
40 |
У фильтров ФяУ пылеемкость соответствует условию Δр=5Δрнач, а перепад давления в начале работы отнесен к производительности 2200 м/ч)
Для повышения эффективности очистки воздуха можно использовать каркасные фильтры с набивкой каркаса волокнистыми материалами. Одним из фильтров такого типа (ПФ-6) обеспечивается очистка шахтного воздуха с эффективностью 0,80-0,85 при начальной запыленности до 3 мг/м3. Гидравлическое сопротивление фильтра ПФ-6 составляет 200 Па при производительности 12000 м3/ч.
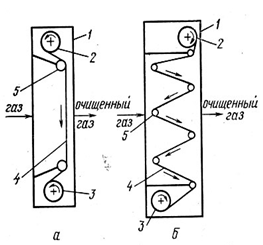
Рисунок 27 — Рулонные фильтры обычного типа (а) и компактные (б)
Недостатком ячейковых фильтров является их ограниченный срок службы из-за быстрого засорения ячеек фильтрующего элемента и образования слоя осадка на его входной части, что требует частой смены фильтрующих элементов или их периодической очистки от слоя осадка (регенерации).
Этот недостаток частично устраняется при использовании рулонных фильтров рисунок 27,а, которые нашли применение для очистки воздуха с концентрацией примесей не более 10 мг/м3. В каркасе 1 такого фильтра устанавливаются подающий 2 и приемный 3 барабаны, на которых укреплена фильтрующая ткань 4 и направляющие ролики 5. Периодическая подача нового участка фильтрующей ткани выполняется автоматически или вручную при достижении максимально допустимого перепада давлений на фильтрующей перегородке (обычно Δр=(2-3)Δрнач).
Для уменьшения габаритов рулонных фильтров или увеличения их производительности по газу применяют компактные фильтры Рисунок. 27, б, в которых фильтрующая ткань зигзагообразно поступает через направляющие ролики 5 от подающего к приемному барабану.
Для рулонных фильтров применяют различные ткани, которые обычно не регенерируют. Характеристики некоторых рулонных фильтров приведены в Таблице. 16[4].
В некоторых ячейковых и рулонных фильтрах используется масляное покрытие фильтрующей перегородки, что уменьшает проскок частиц через фильтр.
Однако при этом возникают определенные трудности, связанные с уносом масла из фильтра и его последующем осаждении на элементах конструкций за фильтром, на крышах зданий и тротуарах. Для тонкой очистки газов от радиоактивных, токсических, биологических и других субмикронных аэрозолей с концентрацией не более 0,5 мг/м3 применяются фильтры с фильтрующими элементами из материала ФП. Фильтры такого типа (ЛАИК, Д, В, ФБ и др.) используют при температуре газа до 60° С. Их гидравлическое сопротивление не превышает 400-600 Па, а эффективность очистки достигает 0,999 и более.
|
Таблица 14 — Характеристики рулонных фильтров |
|||||||
|
Тип фильтра |
Материал фильтроэлемента |
Δрнач, Па |
Δркон, Па |
Пылеемкость, г/м2 |
Длина фильтроэлемента, м |
Эффективность очистки |
Допустимая концентрация загрязнений, мг/м3 |
|
ФРП |
Нетканный материал ФВН |
100-120 |
200-240 |
130 |
100 |
≤ 0,8 |
≤ 10 |
|
ФРУ |
Упругое стекловолокно |
40-50 |
140 |
300 |
25 |
0,8-0,9 |
≤ 1 |
Во всех системах тонкой очистки с фильтрами на основе материала ФП целесообразно применять пред-фильтры, которые должны полностью улавливать частицы крупнее 1 мкм и снижать концентрацию примесей до 0,5 мг/м3.
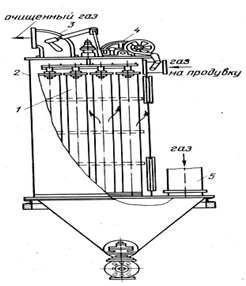
Рисунок 28 — Рукавный фильтр
В предфильтрах в качестве материала обычно используются фильтрующие ткани.
Наибольшее распространение в промышленности для сухой очистки газовых выбросов от примесей имеют тканевые рукавные фильтры рисунок 28. В корпусе фильтра 2 устанавливается необходимое число рукавов, во внутреннюю полость которых подается запыленный газ от входного патрубка 5. Частицы загрязнений за счет ситового и других эффектов оседают в ворсе и образуют пылевой слой на внутренней поверхности рукавов. Очищенный воздух выходит из фильтра через патрубок 3. При достижении определенного перепада давления на фильтре его отключают от системы и производят регенерацию встряхиванием рукавов с обратной их продувкой сжатым газом. Регенерация осуществляется специальным устройством 4. При очистке ткани удаляется значительная часть пылевого слоя, но внутри ткани между волокнами остается достаточное количество пыли, что обеспечивает высокую эффективность очистки газов в фильтре после его регенерации.
Рукавные тканевые фильтры используются при входных концентрациях примесей до 60 г/м3 и обеспечивают эффективность очистки выше 0,99. Гидравлическое сопротивление фильтров обычно не превышает 500-2000 Па. Производительность по газу зависит от числа рукавов, объединенных в общий корпус. В крупногабаритных фильтрах большой производительности число рукавов может достигать нескольких сотен штук.
Туманоуловители
Для очистки воздуха от туманов кислот, щелочей, масел и других жидкостей используются волокнистые фильтры, принцип действия которых основан на осаждении капель на поверхности пор с последующим стеканием жидкости под действием сил тяжести. Осаждение капель жидкости на поверхности пор происходит под действием всех ранее рассмотренных механизмов отделения частиц загрязнителя от газовой фазы на фильтроэле-ментах.
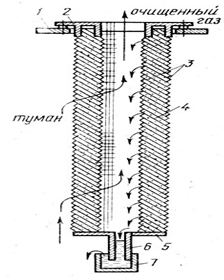
Рисунок 29 — Фильтрующий элемент низкоскоростного туманоуловителя
Туманоуловители делят на низкоскоростные (ωф ≤ 0,15 м/с), в которых преобладает механизм диффузионного осаждения капель, и высокоскоростные (ωф=2-2,5 м/с), где осаждение происходит главным образом под воздействием инерционных сил.
Фильтрующий элемент низкоскоростного туманоуловителя показан на рисунке 29. В пространство между двумя цилиндрами 3, изготовленными из сеток, помещается волокнистый фильтроэлемент 4, который крепится через фланец 2 к корпусу туманоуловителя 1. Жидкость, осевшая на фильтроэлементе, стекает на нижний фланец 5 и затем через трубку гидрозатвора 6 и стакан 7 сливается из фильтра. Волокнистые низкоскоростные Туманоуловители обеспечивают очень высокую эффективность очистки (до 0,999) газа от частиц размером менее 3 мкм и полностью улавливают частицы большего размера. Волокнистые слои формируются набивкой стекловолокна диаметром от 7 до 30 мкм или полимерных волокон (лавсан, ПВХ, полипропилен) диаметром от 12 до 40 мкм. Толщина слоя составляет 5-15 см. Гидравлическое сопротивление сухих фильтроэлементов равно 200-1000 Па, а в режиме очистки без образования твердого осадка 1200-2500 Па.
Высокоскоростные Туманоуловители имеют меньшие габаритные размеры и обеспечивают эффективность очистки газа от тумана с частицами менее 3 мкм, равную 0,90-0,98 при Δр=1500-2000 Па. В качестве фильтрующей набивки в таких туманоуловителях используются войлоки из полипропиленовых волокон, которые успешно работают в среде разбавленных и концентрированных кислот (H2SO4, HCl, HF, Н3РО4, HNO3) и крепких щелочей.
В тех случаях, когда диаметр капель тумана составляет 0,6-0,7 мкм и менее, для достижения приемлемой эффективности очистки приходится увеличивать скорость фильтрации до 4,5-5м/с. Рост скорости фильтрации приводит к заметному брызгоуносу с выходной стороны фильтроэлемента (брызгоунос обычно возникает уже при скоростях 1,7-2,5 м/с).
Значительно уменьшить брызгоунос можно применением брызгоуловителей в конструкции туманоуловителя.
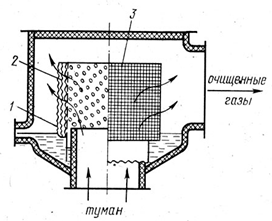
Рисунок 30 — Высокоскоростной туманоуловитель
На рисунке 30 показана конструкция высокоскоростного волокнистого туманоуловителя с цилиндрическим фильтрующим элементом 3, который представляет собой перфорированный барабан с глухой крышкой. В барабане установлен грубоволокнистый войлок 2 толщиной 3-5 мм. Вокруг барабана по его внешней стороне расположен брызгоуловитель 1, представляющий собой набор перфорированных плоских и гофрированных слоев винипластовых лент. Брызгоуловитель и фильтроэлемент нижней частью установлены в слой жидкости.
2.3 Методы абсорбции, адсорбции и хемосорбции
Метод абсорбции. Этот метод заключается в разделении газовоздушной смеси на составные части путем поглощения одного или нескольких газовых компонентов этой смеси поглотителем (называемым абсорбентом) с образованием раствора. Физическая сущность процесса абсорбции объясняется так называемой пленочной теорией, согласно которой при соприкосновении жидких и газообразных веществ на поверхности раздела обеих фаз образуется жидкостная и газовая пленки.
Растворимый в жидкости компонент газовоздушной смеси проникает путем диффузии сначала через газовую пленку, а затем сквозь жидкостную и поступает во внутренние слои абсорбента. Для осуществления диффузии необходимо, чтобы концентрация растворяемого компонента в газовоздушной смеси превосходила его равновесную концентрацию над жидкостью. Чем менее насыщен раствор, тем больше он поглощает газа.
Поглощающую жидкость (абсорбент) выбирают из условия растворимости в ней поглощаемого газа, температуры и парциального давления газа над жидкостью. Решающим условием при выборе абсорбента является растворимость в нем извлекаемого компонента и ее зависимость от температуры и давления. Если растворимость газов при 0° С и парциальном давлении 101,3 кПа составляет сотни граммов на 1 кг растворителя, то такие газы называются хорошо растворимыми.
Для удаления из технологических выбросов таких газов, как аммиак, хлористый или фтористый водород, целесообразно применять в качестве поглотительной жидкости воду, так как растворимость их в воде составляет сотни граммов на 1 кг Н2О.
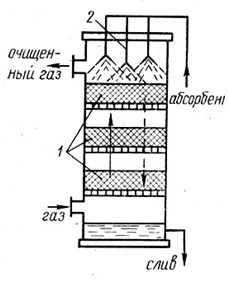
Рисунок 31 — Орошаемый скруббер-абсорбер с насадкой
При поглощении же из газов сернистого ангидрида или хлора расход воды будет значительным, так как растворимость их составляет сотые доли грамма на 1 кг воды. В некоторых специальных случаях вместо воды применяют водные растворы таких химических веществ, как серная кислота (для улавливания водяных паров), вязкие масла (для улавливания ароматических углеводородов из коксового газа).
Применение абсорбционных методов очистки, как правило, связано с использованием схем, включающих узлы абсорбции и десорбции. Десорбция растворенного газа (или регенерация растворителя) проводится либо снижением общего давления (или парциального давления) примеси, либо повышением температуры, либо использованием обоих приемов, одновременно.
В зависимости от конкретных задач применяются абсорберы различных конструкций: пленочные, насадочные, трубчатые и др. Наибольшее распространение получили скрубберы, представляющие собой насадку 1 размещенную в полости вертикальной колонны рисунок 31.
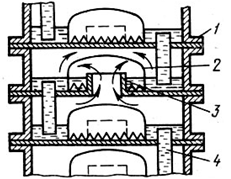
Рисунок 32 — Схема тарельчатого абсорбера
В качестве насадки, обеспечивающей большую поверхность контакта газа с жидкостью, обычно используются кольца Рашига, кольца с перфорированными стенками и др. Материалы для изготовления насадки (керамика, фарфор, уголь, пластмассы, металлы) выбираются исходя из соображений антикоррозионной устойчивости. Орошение колонн абсорбентом осуществляется при помощи одного или нескольких разбрызгивателей 2. Большое распространение получили башни с колпачковыми тарелками. На рисунке. 32 изображена схема устройства тарельчатого абсорбера, в котором вместо насадки установлено несколько тарелок 1. Каждая тарелка снабжена колпачками 2 с зубчатыми краями, патрубками 3 и переливными трубками 4. Абсорбент в этих аппаратах стекает от тарелки к тарелке по переливным вертикальным трубкам. Очищаемый газ движется снизу вверх в направлении, указанном стрелками, барботируя через слой жидкости. При прохождении между зубцами колпачков газ разбивается на множество струек и пузырьков, в результате чего образуется большая поверхность соприкосновения взаимодействующих веществ. Иногда вместо колпачковых тарелок применяются перфорированные пластины с большим количеством мелких отверстий (диаметр около 6 мм), которые создают пузырьки газа одинаковой формы и размера. Более мелкие отверстия затрудняют стекание промывной жидкости, особенно при значительных расходах газа. Расчет абсорбера состоит в определении объемного расхода поглотительной жидкости Qa, необходимой поверхности F соприкосновения газа с жидкостью и параметров вспомогательной аппаратуры (мощность насосов, размер баков и т. п.).
Объемный расход поглотительной жидкости рассчитывают из уравнения материального баланса процесса абсорбции — масса поглощаемого компонента т, которая удалена из очищаемого газа, должна быть равна массе этого компонента, которая перешла в жидкость: m=Qг(Y1-Y2)=Qa(X2-Х1), где Qг — объемный расход очищаемого газа, м3/с; Х1 и X2 — начальная и конечная концентрации газообразного компонента в поглотительной жидкости, г/м3; Y1 и Y2 — начальная и конечная концентрации поглощаемого газообразного компонента в очищаемом газе, г/м3.
Метод хемосорбции.
Основан на поглощении газов и паров твердыми или жидкими поглотителями с образованием малолетучих или малорастворимых химических соединений. Большинство реакций, протекающих в процессе хемосорбции, являются экзотермическими и обратимыми, поэтому при повышении температуры раствора образующееся химическое соединение разлагается с выделением исходных элементов. Поглотительная способность раствора в значительной мере зависит от константы равновесия химической реакции. Если при абсорбции газа А раствором хемо-сорбента В протекает реакция nА+mВ=аС+bD, где n, m, a, b — стехиометрические коэффициенты, то константа равновесия
kp=[(a/n xx)a/n(b/n xx)b/n][(A-xx)(B-m/n xx)m/n]-1
где хх — количество молей газа А, прореагировавшие с хемосорбентом В при равновесии.
Поглотительная способность хемосорбента почти не зависит от давления, поэтому хемосорбция более выгодна при небольшой концентрации вредностей в отходящих газах.
Примером хемосорбции может служить очистка газовоздушной смеси от сероводорода путем применения мышьяковощелочного, этаноламинового и других растворов. При мышьяковощелочном методе извлекаемый из отходящего газа сероводород связывается оксисульфомышьяковой солью, находящейся в водном растворе по реакции
As2S5O2+H2S=Na4As2S6O+Н2О
Регенерация раствора производится окислением кислорода, содержащегося в очищаемом воздухе:
As2S6O+1/2О2=Na4As2S5O2+S2
В этом случае в качестве побочного продукта получается сера.
Методы абсорбции и хемосорбции, применяемые для очистки промышленных выбросов, называются мокрыми методами. Преимущество абсорбционных методов заключается в возможности экономической очистки большого количества газов и осуществления непрерывных технологических процессов. Эффективность мокрой очистки газов, отходящих от гальванических ванн с помощью щелевого скруббера ПВМ при обезвреживании их 2-3%-ным водным раствором едкой щелочи, составляет по хлористому водороду 85-92% и по оксидам азота (NO2) 64,6%. При использовании в качестве поглотительной жидкости воды эффективность очистки по НС1 снижается до 75%.
Основной недостаток мокрых методов состоит в том, что перед очисткой и после ее осуществления сильно понижается температура газов, что приводит в конечном итоге к снижению эффективности рассеивания остаточных газов в атмосфере.
Метод адсорбции.
Основан на физических свойствах некоторых, твердых тел с ультрамикроскопической структурой селективно извлекать и концентрировать на своей поверхности отдельные компоненты из газовой смеси. В пористых телах с капиллярной структурой поверхностное поглощение дополняется капиллярной конденсацией.
Наиболее широко в качестве адсорбента используется активированный уголь. Он применяется для очистки газов от органических паров, удаления неприятных запахов и газообразных примесей, содержащихся в незначительных количествах в промышленных выбросах, а также летучих растворителей и целого ряда других газов. В качестве адсорбентов применяются также простые и комплексные оксиды (активированный глинозем, силикагель, активированный оксид алюминия, синтетические цеолиты или молекулярные сита), которые обладают большей селективной способностью, чем активированные угли. Однако они не могут использоваться для очистки очень влажных газов. Некоторые адсорбенты иногда пропитываются соответствующими реактивами, повышающими эффективность адсорбции, так как на поверхности адсорбента происходит хемосорбция. В качестве таких реактивов могут быть использованы растворы, которые за счет химических реакций превращают вредную примесь в безвредную.
Одним из основных параметров при выборе адсорбента является адсорбционная способность по извлекаемому компоненту. Адсорбционная способность а или масса вещества, поглощенная единицей массы адсорбента в произвольный момент времени, зависит от концентрации адсорбируемого вещества (парциального давления р, Па) у поверхности адсорбента, общей площади этой поверхности, физических, химических и электрических свойств адсорбируемого вещества и адсорбента, температурных условий и присутствия других примесей.
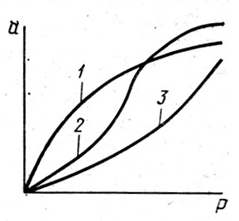
Рисунок 33 — Изотермы
В качестве характеристики адсорбционных свойств пористых тел используют зависимость адсорбционной способности от парциального давления поглощаемого газового компонента при постоянной температуре (изотерма адсорбции):
α=φ (p) при Т=const.
На рисунке 33 изображены наиболее часто встречающиеся типы изотерм адсорбции. Во всех случаях адсорбционная способность сорбента возрастает при повышении давлений адсорбата, но характер этого роста различен. Выпуклая изотерма 1 специфична для адсорбции на мелкодисперсных сорбентах, применяемых для очистки газовой смеси при малом парциальном давлении извлекаемых примесей и для осушки. Изотерма 2 типична для непористых адсорбентов при полимолекулярной физической адсорбции. Изотерма 3 наблюдается на адсорбентах с развитой системой крупных и средних пор.

Рисунок 34 — Изотермы адсорбции SO2 на активированном угле СКТ при различных температурах, C°: 1 — 20; 2 — 50; 3 — 100; 4 — 150
Эти сорбенты целесообразно применять для извлечения летучих газов при парциальном давлении, близком к давлению насыщения.
В основе инженерно-технического расчета адсорбционного метода очистки должна находиться сетка кривых, отражающая равновесие поглощаемого компонента с адсорбентом, т.е. сетка изотерм адсорбции. На рисунке 34 представлены изотермы адсорбции SO2 на активированном угле СКТ в диапазоне температур от 20 до 150°С. Как видно, с увеличением температуры происходит снижение адсорбционной способности активированного угля. На этом свойстве адсорбентов основан процесс их регенерации. Регенерацию осуществляют либо нагревом насыщенного адсорбента до температуры, превышающей рабочую, либо продувкой его паром или горячим газом.
Конструктивно адсорберы выполняются в виде вертикальных, горизонтальных либо кольцевых емкостей, заполненных пористым адсорбентом, через который фильтруется поток очищаемого газа. Выбор конструкции определяется скоростью газовой смеси, размером частиц адсорбента, требуемой степенью очистки и рядом других факторов. Вертикальные адсорберы, как правило, находят применение при небольших объемах очищаемого газа; горизонтальные и кольцевые — при высокой производительности, достигающей десятков и сотен тысяч м3/ч.
Фильтрация газа происходит через неподвижный (адсорберы периодического действия) или движущийся слой адсорбента. Наибольшее распространение получили адсорберы периодического действия, в которых период контактирования очищаемого газа с твердым адсорбентом чередуется с периодом регенерации адсорбента.
Установки периодического действия (с неподвижным слоем адсорбента) отличаются конструктивной простотой, но имеют низкие допускаемые скорости газового потока и, следовательно, повышенную металлоемкость и громоздкость. Процесс очистки в таких аппаратах носит периодический характер, т.е. отработанный, потерявший активность поглотитель время от времени заменяют либо регенерируют. Существенным недостатком таких аппаратов являются большие энергетические затраты, связанные с преодолением гидравлического сопротивления слоя адсорбента.
Движение адсорбента в плотном слое под действием силы тяжести или в восходящем потоке очищаемого воздуха обеспечивает непрерывность работы установки. Такие методы позволяют более полно, чем при проведении процесса с неподвижным слоем адсорбента, использовать адсорбционную способность сорбента, организовать процесс десорбции, а также упростить условия эксплуатации оборудования. В качестве недостатка этих методов следует отметить значительные потери адсорбента за счет ударов частиц друг о друга и истирания о стенки аппарата.
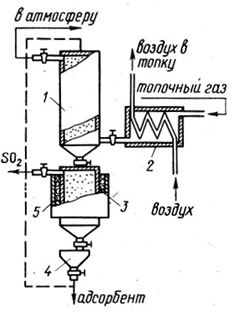
Рисунок 35 — Адсорбционная установка для удаления SO2 из горячего топочного газа
На рисунке 35 представлена схема адсорбционной установки для удаления SO2 из горячего топочного газа. Основным агрегатом установки служит адсорбер 1, который заполнен древесным активированным углем. Горячий топочный газ проходит теплообменник 2, подогревает воздух, поступающий в топку, и подается в нижнюю часть адсорбера, где при температуре 150-200°С происходит улавливание SO2. Очищенный дымовой газ выбрасывается в атмосферу через дымовую трубу. Адсорбент после насыщения переводится в десорбер 5, где с помощью подогревателя 3 поддерживается температура 300-600°С. Богатый оксидом серы газ выводится из десорбера и может быть полезно использован. Регенерированный адсорбент поступает в бункер 4 и затем с помощью ковшового элеватора поступает в верхнюю часть адсорбера.
При проектировании адсорбера используют следующие исходные данные: объемный расход очищаемого газа Q, м3/с, концентрация удаляемой примеси С, мг/м3, и давление отходящих газов р (Па).
В результате расчета определяются потребная масса адсорбента, конструктивные размеры, гидравлическое сопротивление аппарата и время защитного действия адсорбера.
На первом этапе расчета и проектирования адсорбера выбирают рабочую температуру и тип сорбента. Для увеличения адсорбционной способности сорбента рабочая температура, как правило, выбирается минимально возможной. Выбор типа сорбента производится по изотермам адсорбции при рабочих параметрах температуры и концентрации примеси из условия минимальной массы сорбента.
Минимальная необходимая масса сорбента определяется из уравнения материального баланса по улавливаемому компоненту
ma=103 OCτ/α∞k3
где α∞ — статическая поглотительная способность адсорбента в рабочих условиях, мг/мг адсорбента; τ — время процесса адсорбции, с; k3 — коэффициент запаса, k3=1,1-1,2.
Скорость потока газа в адсорбере ωг рассчитывается исходя из допустимого падения давления Δр в адсорбере:
ωг=3√(4kфΔpdэП3нрнQг/3ζрг(1-Пн)mа)
где kф=1,5d3l3(l3+0,5d3)-1(1,5d23/з)l3)-1,3 — коэффициент формы зерна сорбента, учитывающий неравнодоступность всей поверхности зерна обдувающему потоку; dэ — эквивалентный диаметр зерна сорбента, м3, для цилиндрических зерен длиной l3 и диаметром d3 эквивалентный диаметр
dэ=Пнd3l3/(1-Пн)(0,5d3+l3),
Пн=(рк-рн)/рк — пористость слоя сорбента, Пн — определяется через кажущуюся рк и насыпную рн плотности сорбента; ζ — коэффициент гидравлического сопротивления, определяемый в зависимости от режима течения газа. При Re<50 ζ=220/Re, при 50Re ≤ ≤ 7200 ζ= 11,6/Re 0,25, где Re = ωгd3pг/μ — критерий Рейнольдса. Обычно, исходя из условий осуществления необходимого времени контакта газа с сорбентом и минимальных гидравлических сопротивлений, ωг выбирают в пределах 0,15-0,5 м/с.
Геометрические размеры адсорбера — диаметр Dа и длину La аппарата — подсчитывают по формулам:
а=√(4 Qг/πωгПн); Lа=4mа/πρнD2а
Время защитного действия адсорбера τ3=Ад/(СωгF), где F — площадь поперечного сечения адсорбера, м2;
Ад=рнF ∫Lа0 α(τпрx)
х -динамическая поглотительная способность адсорбера, кг; τпр — время проскока, с; х — текущая длина слоя сорбента, м. Если полученное время защитного действия адсорбера отличается от заданного τ на величину Δτ, то длину аппарата меняют на величину ΔL1=QгСΔτ/ρнFа∞ и пересчитывают массу сорбента. Остальной расчет корректировки не требует. Эффективность очистки газа от тумана с частицами менее 3 мкм, равную 90%- 98%
ЗАКЛЮЧЕНИЕ
Применение сухих пылеуловителей таких как циклоны, ротационные, вихревые, радиальные, жалюзийные пылеуловители возможно только при установке охладителей газа так как по условиям прочности пылеуловителей температура газа должна быть не выше 400°С. Такие устройства как циклон эффективность очистки от 83% до 97.5% для пыли с размером частиц более 10 мкм.
Аппараты мокрой очистки газов имеют широкое распространение, так как характеризуются высокой эффективностью очистки от мелкодисперсных пылей с dч ≥ (0,3-1,0) мкм, а также возможностью очистки oт пыли горячих и взрывоопасных газов. Однако мокрые пылеуловители обладают рядом недостатков, что ограничивает область их применения: образование в процессе очистки шлама, что требует специальных систем для его переработки; вынос влаги в атмосферу и образование отложений в отводящих газоотходах при охлаждении газов до точки росы; необходимость создания оборотных систем подачи воды в пылеуловитель. Скрубберы Вентури обеспечивают эффективность очистки 0,96-0,98 аэрозолей и более со средним размером частиц 1-2 мкм при начальной концентрации- примесей до 100 г/м3.
Электрический фильтр один из наиболее совершенных видов очистки газов от взвешенных в них частиц пыли и тумана. Эффективность таких фильтров достигает 99.9% при максимальной температуре до 250°С используется для очистки мелкодисперсных пылей, туманов и аэрозолей.
Фильтры широко используются в промышленности для тонкой очистки вентиляционного воздуха от примесей, а также для промышленной и санитарной очистки газовых выбросов. Эффективность очистки достигает 99,9% и более, максимальная температура 240°С Такие фильтры дешевы, просты в эксплуатации также разнообразие материалов для производства фильтров позволяет подобрать под любые условия эксплуатации.Для очистки воздуха от туманов кислот, щелочей, масел и других жидкостей используются волокнистые фильтры, принцип действия которых основан на осаждении капель на поверхности пор с последующим стеканием жидкости под действием сил тяжести. В качестве фильтрующей набивки в таких туманоуловителях используются войлоки из полипропиленовых волокон, которые успешно работают в среде разбавленных и концентрированных кислот (H2SO4, HCl, HF, Н3РО4, HNO3) и крепких щелочей. сливается из фильтра. Волокнистые низкоскоростные Туманоуловители обеспечивают очень высокую эффективность очистки до 99.9% газа от частиц размером менее 3 мкм и полностью улавливают частицы большего размера.
Методы очистки промышленных выбросов от газообразных примесей по характеру протекания физико-химических процессов делятся на четыре группы: промывка выбросов растворителями примеси (метод абсорбции); промывка выбросов растворами реагентов, связывающих примеси химически (метод хемосорбции); поглощение газообразных примесей твердыми активными веществами (метод адсорбции); поглощение примесей путем применения каталитического превращения. Эффективность очистки газа от тумана с частицами менее 3 мкм, равную 90%- 98%.
Рассмотрев все выше перечисленные методы очистки воздуха для эффективной работы системы очистки печной атмосферы при плавке цинковых сплавов наилучшие результаты даст схема вентиляции, включающая следующие последовательности оборудования: печь — охладительная камера — туманоуловитель — циклон — адсорбционная установка — сухой электрофильтр — фильтр — вентилятор — выброс в атмосферу.
Работа такой системы сократит до минимума все вредные и опасные выделения в атмосферу при производстве сплавов на основе цинка.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
[Электронный ресурс]//URL: https://inzhpro.ru/referat/tsinkovi-splavi/
1. Лоскутов Ф.М., Цейдлер А.А. Расчеты по металлургии тяжелых цветных металлов. — М.: Металлургиздат, 1963 — 591 с.
. Комплексная переработка цинк и свинец содержащих пылей предприятий цветной металлургии / С.В. Карелов [и др.]. М.: ЦНИИЭИцветмет, 1996. — 126 с.
. Переработка цинково-свинцовых пылей в карбонатном расплаве/ Н.М. Барбин [и др.]// Цветные металлы. 2004. №3.-375 с.
. Белов С. В. Фильтры для очистки газов и жидкостей от загрязнений. -М.: МВТУ им. Н. Э. Баумана, 1977, с. 32.
. Вентиляция и отопление цехов машиностроительных заводов/Гримитлин М.И., Тимофеева О.Н., Эльтерман В.М., Эльтерман Е.М., Эльянов Л.С. -М.: Машиностроение, 1978, с. 272.
. Каталог. Газоочистное оборудование. Электрофильтры. — М.: Цинтихимнефтемаш, 1976, с. 20.
. Пирумов А. И. Обеспыливание воздуха. — М.: Стройиздат, 1981, с. 296.
. Очистка промышленных газов от пыли/Ужов В.Н., Вальдберг А.Ю., Мягков Б.И., Решидов И.К. -М.: Химия, 1981, с. 391.
. Пречистенская Т.С., Валюженич Е.Е. Пылеулавливающее оборудование стран-членов СЭВ. — М.: ВЦНИИОТ, 1975, с. 80.
. Рамм В.М. Абсорбция газов. — М.: Химия, 1976, с. 655.
. Спейшер В.А. Основное обезвреживание промышленных выбросов. — М.: Энергия, 1977, с. 263.
. Страус В. Промышленная очистка газов: Пер. с англ. Косого Ю.Я. — М.: Химия, 1981, с. 616.
. Старк С.Б. Пылеулавливание и очистка газов в металлургии. — М.: Металлургия, 1977, с. 328.