
шпонка клиновый сегментный тангенциальный
Шпонки предназначены для передачи вращения между двумя деталями, сидящими одна в другой, или для движения деталей вдоль оси. На шпонках сажают маховики, зубчатые колеса, шкив и т. п. Для установки шпонок на деталях делают углубления — шпоночные канавки по формам и размерам шпонок. При неподвижных соединениях шпонку устанавливают в паз вала плотно или даже с натягом, а в пазу втулки создается более свободная посадка. Достоинства шпоночных соединений — простота конструкции и сравнительная легкость монтажа и демонтажа, вследствие чего их широко применяют во всех отраслях машиностроения. Основной недостаток — шпоночные пазы ослабляют вал и ступицу насаживаемой на вал детали. Ослабление вала обусловлено не только уменьшением его сечения, но главное, значительной концентрацией напряжений изгиба и кручения, вызываемой шпоночным пазом. Шпоночное соединение трудоемко в изготовлении: при изготовлении паза концевой фрезой требуется ручная пригонка шпонки по пазу; при изготовлении паза дисковой фрезой крепление шпонки в пазу винтами (от возможных осевых смещений).
Шпонка — это деталь, устанавливаемая в пазах в двух сопрягаемых деталей и препятствующая их относительному повороту или сдвигу.
Ступица — центральная часть вращающейся детали (маховика, шкива, зубчатого колеса и т.д.), имеющая отверстие для посадки на вал или ось.
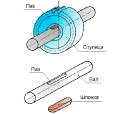
Рис. 1
1.1
Дефекты шпоночных соединений и способы ремонта
|
Дефект |
Способы ремонта |
|
Смятие или срез шпоки |
Заменить шпонку новой, имеющей припуск 0,1-0,2 мм для последующей пригонки по пазу вала |
|
Смятие или износ шпоночного паза |
1. Обработать паз под шпонку следующего стандартного размера и установить ступенчатую шпонку (при установке обычной шпонки расширяют также паз ступицы). 2. Заварить старый паз и изготовить новый под углом 90- 120° к старому. 3. Наплавить изношенный паз и обработать заново (данный способ применим только для неответственных соединений) |
|
Смятие или износ шпоночного паза ступицы |
1.2 Технические требования к шпоночным соединениям
- правильность формы и размеров шпонки и пазов вала и ступицы по всей длине;
- отсутствие заусенцев и забоин на рабочих поверхностях шпонки и пазов;
- параллельность оси шпонки и осей вала или отверстия ступицы;
- симметричность боковых поверхностей пазов вала и ступицы относительно диаметральной плоскости;
- тщательную пригонку рабочих поверхностей шпонки и пазов; наличие зазоров по высоте для призматических и сегментных шпонок и по ширине для клиновых шпонок.
1.3
Контроль элементов шпоночного соединения:
Контроль элементов шпоночного соединения универсальными средствами измерений из-за малости их поперечных размеров существенно затруднен. Поэтому для их контроля широко используются калибры. В соответствии с принципом Тейлора проходной калибр для контроля отверстия со шпоночным пазом представляет собой вал со шпонкой, равной длине шпоночного паза или длине шпоночного сопряжения. Такой калибр осуществляет комплексный контроль всех размеров, формы и расположения поверхностей. Комплект непроходных калибров предназначен для поэлементного контроля и включает непроходной калибр для контроля центрирующего отверстия (гладкая непроходная пробка полного или неполного профиля) и шаблоны для поэлементного контроля ширины и глубины шпоночного паза.
Проходной калибр для контроля вала со шпоночным пазом представляет собой призму («наездник») с выступом-шпонкой, равной длине шпоночного паза или длине шпоночного сопряжения. Комплект непроходных калибров предназначен для поэлементного контроля и включает непроходной калибр-скобу для контроля размеров центрирующей поверхности вала и шаблоны для поэлементного контроля ширины и глубины шпоночного паза
.
Виды шпононок
2.1 Клиновые шпонки
Клиновые шпонки (рис. 2, 3) представляют собой клин с уклоном 1 : 100, который запрессовывается между валом и ступицей.
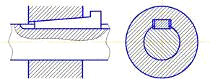
Рис. 2
Если шпоночные пазы выполнены на валу и во втулке, то клиновые шпонки называют врезными. При этом примерно половина высоты клиновых врезных шпонок помещается в пазу вала, а другая половина в пазу ступицы.
Клиновые шпонки передают не только вращающий момент, но и осевое усилие. По своей конструкции клиновые врезные шпонки подразделяют на шпонки клиновые с плоскими (рис 3) или скругленными торцами и шпонки с головкой (рис 2).
Головка предназначена для выбивания шпонки из паза. Из клиновых шпонок наиболее распространенными являются врезные, так как они более надежны и более технологичны.
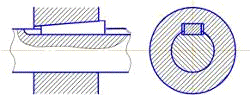
Рис. 3
Клиновые шпонки вследствие их запрессовки создают натяг в радиальном направлении и могут вызвать перекос детали и нарушение соосности.
Слесарную пригонку клиновых шпонок выполняют слесари высокой квалификации, так как это сложная и трудоемкая операция. Сложность пригонки состоит в том, что угол наклона паза насаженной на вал детали должен совпадать с углом наклона шпонки. При сборке соединений с клиновой шпонкой готовят нужную шпонку; смазывают шпонку и пазы вала и ступицы машинным маслом; ступицу надевают на вал, пазы их совмещают; шпонку вводят в паз и ударом по широкой торцовой части или головке заклинивают, при этом головка шпонки не должна доходить до ступицы, что гарантирует наличие натяга в соединении; при наличии зазора (проверяется щупом с обеих сторон ступицы), который образуется при несовпадении уклонов шпонки и ступицы, соединение разбирают и соприкасающиеся поверхности пригоняют. Пригоняют шпонки припиливанием и пришабриванием по краске.
2.2 Сегментные шпонки
Сегментные шпонки (рис. 4) — пластины в виде сегмента, которые закладывают в соответствующую форму паза на валу. Это шпонки по принципу работы подобны призматическим (отличие только в их форме): передача крутящего момента осуществляется через боковые стороны шпонок и пазов.
Сегментные шпонки дешевле клиновых или призматических шпонок, но больше ослабляют вал. Поэтому для длинных втулок целесообразно применять две или несколько небольших сегментных шпонок. Благодаря тому, что шпонка утоплена сравнительно глубоко в вал, она передает крутящий момент надежнее, чем призматическая, а также меньше сминается. Для того чтобы закрепленную деталь легче было снять, на концах сегментной шпонки должны быть сделаны фаски.
Шпонки могут иметь концы острые или срезанные.
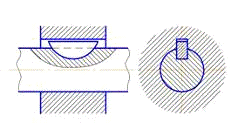
Рис. 4
К достоинствам сегментных шпонок относится высокая технологичность соединения, не требующая ручной подгонки, устойчивое направление на валу, исключающее перекос, который имеет место в призматических шпонках. Так-же подобные шпонки отличаются простотой и дешевизной изготовления самих шпонок и шпоночных пазов. Недостатком сегментных шпонок является необходимость выполнения глубокого шпоночного паза, что в значительной степени ослабляет вал. По этой причине сегментные шпонки применяют при передаче небольших вращающих моментов.
Пазы на валах обрабатываются дисковыми фрезами с большей производительностью и точностью, чем для призматических шпонок. Шпонки изготовляют из чистотянутых сегментных профилей, а в мелкосерийном производстве — из цилиндрического проката с разрезанием на сегменты. Демонтаж шпонок несложен и осуществляется легким ударом по концу шпонки.
2.3 Тангенциальные шпонки
Тангенциальные шпонки (рис. 5) представляют собой призматический брусок, составленный из двух односкосных клиньев, устанавливаемых в паз вала таким образом, что одна из его граней оказывается касательной к цилиндрической поверхности вала. Внешние грани двух клиньев, образующих тангенциальную шпонку, параллельны одна другой. Тангенциальные шпонки устанавливают под углом 120, при этом создается натяг между валом и ступицей детали (то есть не в радиальном, а в касательном направлении).
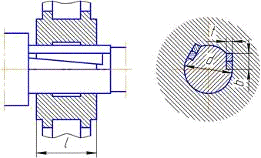
Рис. 5
Тангенциальные шпонки обеспечивают передачу вращающего момента при реверсировании. Применяют тангенциальные шпонки и при больших динамических нагрузках. По сравнению с врезными тангенциальные шпонки могут передавать больший вращающий момент. Тангенциальные шпонки обычно применяются на валах диаметром не менее 100 мм; при передаче знакопеременных крутящих моментов необходимо ставить две пары шпонок. ГОСТ предусматривает две серии соединений с тангенциальными шпонками — нормальную и усиленную, различающиеся размерами шпонок и пазов
Шпонки работают в основном на сжатие и поэтому наиболее надежны, но соединение этими шпонками сложное. Применяют преимущественно в тяжелом машиностроении при больших динамических нагрузках, а также для передачи реверсивных движений.
В современном производстве применяются ограниченно.
Список литературы
[Электронный ресурс]//URL: https://inzhpro.ru/referat/shponochnyie-soedineniya-i-ih-raschet/
) А.Фролов — «Виды соединений» — Курсовой проект,: Пермь — 2008г
2) Х.А. Дианов, Н.Г. Ефремов — «Детали машин» — Курс лекций,: М — 2003г.
3) Большая научно-техническая электронная библиотека «Нефть-Газ» — — по состоянию на 14.12.12.