
1. Цель работы: Изучить методику поверки и приобрести практические навыки проведения поверки поверочных плит.
2. Задачи:
- определить погрешности плит;
- дать заключение о годности плит.
3. Методика поверки.
Поверка поверочных и разметочных плит, выпускаемых в производства по ГОСТ 10905-75, а также выпущенные до введения этого стандарта, и импортные плиты, находящиеся в эксплуатации, осуществляется согласно ГОСТ 8.210-76 «ГСИ. Плиты поверочные и разметочные. Методы и средства поверки».
3.1 Условия поверки.
При проведении поверки должны быть соблюдены следующие условия:
- температура 20±3°С для плит класса точности 00;
20±4°С для плит класса точности 0 и 1;
20±6°С для плит класса точности 2 и 3;
- скорость изменения температуры
во время поверки не должна превышать 1°С/ч;
- относительная влажность 60±20%;
- атмосферное давление 101,3±4 кПа.
Плита должна быть тщательно промыта бензином-растворителем БР-1 по ГОСТ 443-76 или другим обезжиривающим средством, не оставляющими следов на поверхности плиты, протерта сухой салфеткой и выдержана в помещении, где проводят поверку, не менее 12 часов.
В помещении, где промывают плиту бензином, запрещается пользоваться открытым огнем. Промывать плиту бензином следует в вытяжном шкафу с включенной вентиляцией.
При поверке с учебными целями п.3.1. допускается не выдерживать согласно нормативным документам.
3.2. Требования безопасности
При проведении поверки должны быть соблюдены следующие требования безопасности труда: требования ГОСТ 12.3.002-80 по производственным процессам; требования ГОСТ 12.2.003-91 по оборудованию; требования ГОСТ 12.1.005-88 по воздуху рабочей зоны при температуре, соответствующей условиям поверки.
3.3. Объект поверки
Объектом поверки являются плиты поверочные и разметочные по ГОСТ 10905-86.
Плиты изготавливаются следующих исполнений:
- чугунные: 1 -с ручной шабровкой;
2 – с механической шабровкой,
гранитные (диабаз, габбро, граниты):
3 – плиты без бортовых захватов;
4 – плиты с четырьмя бортовыми захватами.
Технические требования:
Допуск плоскостности рабочих поверхностей плит не должен превышать значений, указанных в табл. 1.
Таблица 1
|
Размеры плит, мм |
Допуск плоскостности для классов точности, мкм |
|||||
|
000 |
00 |
0 |
1 |
2 |
3 |
|
|
160 х 180 |
– |
2 |
4 |
8 |
16 |
30 |
|
250 х 250 |
1.2 |
2,5 |
5 |
10 |
20 |
40 |
|
400 х 400 |
1.6 |
3 |
6 |
12 |
25 |
50 |
|
630 х 400 |
2 |
4 |
8 |
16 |
30 |
60 |
|
1000 X 630 |
2.5 |
5 |
10 |
20 |
40 |
80 |
|
1600 х 1000 |
3 |
6 |
12 |
25 |
50 |
100 |
|
2000 х 1000 |
4 |
8 |
16 |
30 |
60 |
120 |
|
2500 х 1600 |
4 |
8 |
16 |
30 |
60 |
120 |
Шаброванные плиты должны иметь число пятен в квадрате со стороной 25 мм, не менее:
25 – для плит класса 0; 00;
20 – для плит класса 1.
Расположение пятен должно быть равномерным по всей поверхности плиты. Разность количества пятен в любых двух квадратах со стороной 25 мм должна быть не более пяти.
Допуск перпендикулярности боковых поверхностей к рабочей поверхности и боковых поверхностей плит между собой не должна превышать 12 степени точности по ГОСТ 24643-81.
Твердость поверхности чугунных плит должна быть 170-229 НВ по ГОСТ 9012-59.
У чугунных плит внутренние напряжения должны быть сняты. Плиты должны быть размагничены.
Полный средний срок службы плит – 10 лет.
3.4. Средства поверки
Для определения отклонения от плоскостности плит применяется автоколлиматор унифицированный AK-0,5Y. Основные технические характеристики автоколлиматора указаны в табл.2.
Таблица 2
Автоколлиматор (рис.1) состоит из следующих основных частей:
- корпуса 23;
- основания 31;
- объектива 22;
- окулярной головки 25.
Автоколлиматор закрепляется на рабочем месте с помощью двух постоянных магнитов, включаемых маховичком 38 (рис.2).
Для установки в вертикальной плоскости служит маховичок 32 (рис.1), в горизонтальной – маховичок 37 (рис.2)
Окулярная головка 25 (рис.1) содержит минутную и секундную шкалы.
Секундная шкала имеет возможность перемещаться в двух направлениях относительно минутной шкалы маховичком 26 при измерении отклонения углов зеркала в вертикальной плоскости и маховичком 36 (рис.2) в горизонтальной плоскости.
Для удобства работы окуляр имеет диоптрийное перемещение в пределах ±5 диоптрий.
Автоколлиматор включается в сеть через блок питания 29 (рис.1).
В комплект прибора входит зеркало 20 в оправе с магнитным основанием 34 и с приспособлением 18 (зрительная трубка), ось которого перпендикулярна зеркалу. Рукояткой 35 включается магнит и зеркало закрепляется на металлической поверхности. Во избежание размагничивания прибора и зеркала в нерабочем состоянии магниты необходимо выключать.
Приспособление 18 позволяет быстро установить плоское зеркало 20 перпендикулярно оси автоколлиматора. При встречном расположении автоколлиматора и зеркала в поле зрения его зрительной трубки наблюдается автоколлимационная марка. Если поворотом зеркала вправо или влево марку поместить в центре окружности, находящейся в поле зрения зрительной трубки, то марка будет видна и в поле зрения автоколлиматора.
Кроме зеркала 20 на магнитном основании в комплект прибора входит диагональное зеркало 21, закрепляемое винтом 33 на оправе объектива автоколлиматора.
Диагональное зеркало служит для изменения направления визирной оси прибора и работает вместе с зеркалом 20.
3.4.1. Подготовка прибора к работе
Перед началом работы следует выполнить следующее:
- Произвести заземление блока питания прибора. Для этого на корпусе блока имеется специальная клемма с обозначением «Земля».
- Предохранить прибор от непосредственного воздействия тепловых установок и попадания в объектив лучей от посторонних источников света.
- Включить в сеть блок питания.
- Включить тумблер «ВКЛ» блока питания.
- Перед объективом автоколлиматора установить зеркало в оправе с магнитным основанием.
- Наблюдая в окуляр зрительной трубы 18 и одновременно поворачивая зеркало вправо или влево, найти автоколлимационное изображение марки и установить его в центр окружности. Марка должна быть видна и в поле зрения автоколлиматора.
- Проверить плавность вращения маховичков окуляра, вертикального и горизонтального наклона автоколлиматора, переключение и действие магнитов.
3.4.2. Методика измерения
При определении отклонения от плоскостности плиты с помощью автоколлиматора (рис.3) устанавливаем его на поверяемую плиту 1. Ось автоколиматора направляем вдоль поверяемого сечения. Зеркало 2 устанавливаем на ближайший к автоколлиматору 3 участок поверяемого сечения. При этом центр зеркала располагаем против центра объектива. Регулируя наклон трубы автоколиматора по вертикали и горизонтали маховичками 32 и 37, добиваемся появления автоколлимационного изображения марки автоколлиматора в поле зрения окуляра 25 и совмещаем его со средним делением минутной шкалы, т.е. с 10 мин. (рис. 4).
Затем проверяем яркость автоколлимационного изображения, устанавливая зеркало на наиболее удаленный участок сечения.
Вид поля зрения автоколлиматора АК-05У изображен на рис.2. Отсчет по горизонтали 16’30″; по вертикали 4’2″.Измерение производим по 3 сечениям плиты с шагом 100 мм.
Точки на плите помечаются цифрами 0, 1, 2, и т.д. Опорными точками при первоначальной установке являются 0 и 1.
При перемещении зеркала по плите в положении 1-2 необходимо следить за смещением изображения марки в поле зрения. Это смещение измеренное в вертикальной плоскости, характеризует угловую величину непрямолинейности на данном участке.
Измерения производятся в прямом (к объективу) и обратном ходе зеркала, результаты необходимо усреднять.
Установив каретку с зеркалом на выбранное первое сечение первого участка, ограниченное точками 0 и 1,снимаем показания α1 автоколлиматора по смещению изображения автоколлимационной марки в поле зрения.
Затем зеркало последовательно устанавливаем на остальные участки поверяемого сечения и снимаем показания α2, α3, α4… αn
Затем автоколлиматор устанавливаем против следующего сечения. При перемещении зеркала в новое положение необходимо проверить наличие автоколлимационного изображения в центральном кружочке поля зрения зрительной трубки зеркала.
Результаты измерений заносятся в таблицу 7.
4. Проведение работы
В соответствии с ГОСТ 8.210-76 при проведении поверки должны выполняться операции и применяться средства поверки, указанные в табл. 3.
Таблица3
Рис.3. Схема измерения
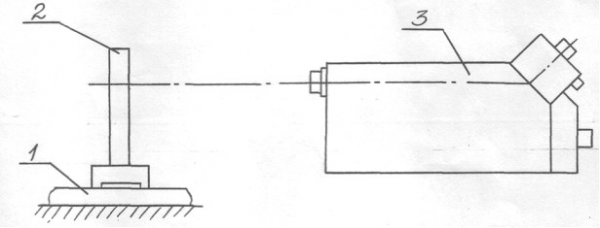
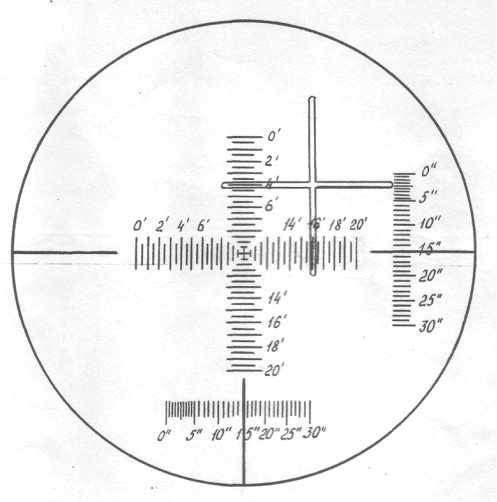
Рис 4. Вид поля зрения автоколлиматора АК-0,5У
Отсчет по горизонтали 16’30″; по вертикали 4’2″
4.1. Внешний осмотр
При проведении внешнего осмотра должно быть установлено соответствие плит требованиям ГОСТ 10905-75, относящимся к внешнему виду, комплектности и маркировке.
4.2. Проверка намагниченности
Размагниченность плит проверяют с помощью мелких деталей из низкоуглеродистой стали., которые не должны прилипать к плите.
4.3. Определение шероховатости боковых и не шаброванных рабочих поверхностей
Шероховатость боковых и не шаброванных рабочих поверхностей определяют визуально сравнением с образцами шероховатости.
4.4. Определение неперпендикулярности между боковыми поверхностями и боковых поверхностей к рабочей поверхности плиты
Неперпендикулярность между боковыми поверхностям определяют с помощью щупа, размер которого равен допускаемому отклонению от перпендикулярности, и угольника, имеющего высоту не менее длины, на которой устанавливается допуск, представленный в табл. 4.
Таблица 4
Угольник совмещают гранями внутреннего рабочего угла с боковыми поверхностями плиты таким образом, чтобы зазор между плитой и угольником образовался вдоль грани большего размера. Щуп не должен входить в зазор.
Неперпендикулярность боковых поверхностей к рабочей поверхности определяют с помощью угольника высотой 60 или 100мм и щупа, размер которого равен допускаемому отклонению от перпендикулярности. Щуп не должен входить в зазор между боковой поверхностью плиты и гранью угольника.
4.5. Определение качества шабровки
Качество шабровки определяется числом пятен и равномерностью их распределения на рабочей поверхности плиты. Проверку осуществляют сличением на «краску» с рабочей поверхностью поверочной плиты размером не более 630×400 мм, класс точности которой выше точности поверяемой плиты.
Рабочую поверхность образцовой плиты покрывают тонким слоем берлинской лазури или смеси сажи с машинным маслом. Разместив образцовую плиту на рабочую поверхность поверяемой плиты, перемещают ее в продольном и поперечном направлениях для окраски всей поверхности. Определяют участки с наибольшим и наименьшим числом пятен, подсчитывают на них число пятен в квадрате из бумаги со стороной, равной S5 мм. Пятна подсчитываются не менее чем на пяти участках для плит размером до 1600×1000 мм и не менее чем на десяти – для больших плит. Число пятен должно быть не менее указанного в табл.5.
Таблица 5
4.6. Определение неплоскостности рабочей поверхности плиты
Определение отклонения от плоскостности плит основано на принципе измерения их прямолинейности в различных направлениях.
Для определения отклонения от плоскостности необходимо найти наибольшее расстояние от поверяемой поверхности до прилегающей прямой. Оценка плоскостности плиты производится в продольном направлении по 3 сечениям, а также в двух диагональных направлениях. Класс точности плиты оценивается сравнением действительных отклонений с допускаемым отклонением от плоскостности.
Таблица 6
|
Размер длинной стороны плиты |
Наименьшее число поверяемых точек |
|
160: 250 400 630: 1000 1600 2500 |
3 4 5 7 9 |
5. Результаты поверки
Результат отклонения от плоскостности плиты заносим в табл.7.
Эти значения всегда больше отклонения от прилегающей плоскости, поэтому, если они не превышают допускаемых отклонений от плоскостности, плиту можно отнести к соответствующему классу точности без построения прилегающей плоскости.
5.1. Обработка результатов поверки.
5.1.1. В первой и второй колонках указаны поверяемые точки и интервалы на контролируемом сечении, взятые через участки, равные шагу измерения(100мм).
5.1.2. Показания автоколлиматора в прямом и обратном ходе измерения и их усредненные значения αi записываем в третью, четвертую и пятую колонки соответственно.
5.1.3. В шестой колонке помещаем отклонение отсчетов пятой колонки αi от первого отсчета α1. Полученные разности αi – α1 дают углы βi наклона поверяемых участков по отношению к первому участку 0-1.
5.1.4. Вычисляем значения hi, которые показывают, на сколько каждая последующая поверяемая точка выше или ниже первой.
hi = 5х10-6х L х βi :
- где 5х10-6 – радианная мера угловой величины 1″;
- L – шаг измерения.
При L = 100 мм; hi = 0,5 βi (мкм)
5.1.5. Вычисленные значения алгебраически суммируют и получают величины Аi (восьмая колонка), показывающие, на сколько каждая поверяемая точка выше или ниже предыдущей точки.
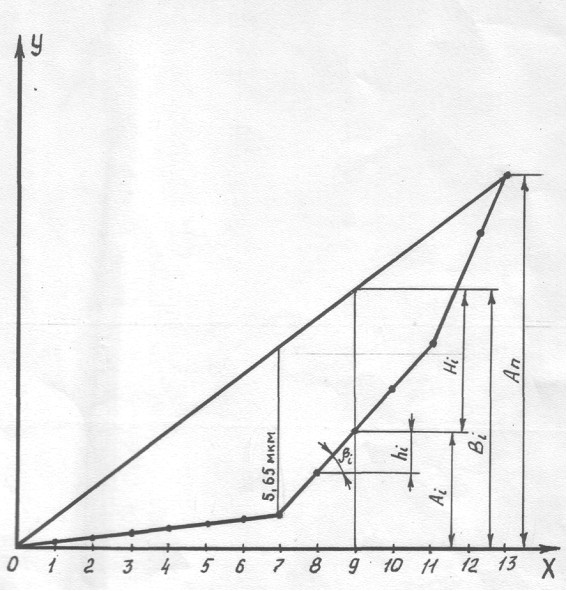
5.1.6. По данным восьмой колонки строится график, в определённом масштабе, представленный на рис.3. По оси X откладывают значения, соответствующие номеру поверяемого участка, по оси Y -суммарные отклонения по высоте Ai, соответствующие каждому участку.
5.1.7. Соединив отдельные точки, получим кривую, которая приближенно соответствует профилю контролируемого сечения.
5.1.8. Соединив конечные точки кривой, получим прямую линию, расстояние от которой до кривой по оси Y и представляет собой отклонение Hi от прямолинейности сечения плиты в единицах длины.
Hi = Ai – Bi
где Bi-ординаты прямой линии в поверяемых точках
5.1.9. Для определения величин Bi (колонка 9)разделите превышение Аn последней точки на ее номер и умножьте на номера i соответствующих точек, т.е. Bi = i
![]()
(в примере табл.7 n = 13).
Разности Ai – Bi = Hi запишите в десятую колонку табл.7.
Результаты измерений
Таблица 7
|
Номера точек |
Поверяемый интервал мм |
Отсчет по автоколлиматору |
Среднее значение отсчетов αi |
βi = αi – α1 угл. сек |
hi = 0,5x βi мкм |
АI = h1+h2+ + . . . hi мкм |
Вi = I xAn/n |
Hi=Ai-Bi мкм |
||
|
Прямой ход зеркала |
Обратный ход зеркала |
|||||||||
|
1 |
2 |
3 |
4 |
5 |
6 |
7 |
8 |
9 |
10 |
|
|
0 |
0 |
– |
– |
– |
– |
– |
– |
0,00 |
0,00 |
|
|
1 |
100 |
10’15,0″ |
10’13,0″ |
10’14. ,00″ |
0,00″ |
0,00 |
0,00 |
+0,97 |
-0,97 |
|
|
2 |
200 |
10’15,5″ |
10’13, 5″ |
10’14, 50″ |
+0,50″ |
+0,25 |
+0,25 |
+1,94 |
-1,69 |
|
|
3 |
300 |
10’14,5″ |
10’13,5″ |
10’14 ,00″ |
0,00″ |
0,00 |
+0,25 |
+2,92 |
-2,67 |
|
|
4 |
400 |
10’14,5″ |
10’14,0″ |
10’14,25″ |
+0,25″ |
+0,13 |
+0,38 |
+3,89 |
-3,51 |
|
|
5 |
500 |
10’14,0″ |
10’14,5″ |
10’14,25″ |
+0,25″ |
+0,13 |
+0,51 |
+4,85 |
-4,34 |
|
|
6 |
600 |
10’13,5″ |
10’15,0″ |
10’14,25″ |
+0,25 |
+0,13 |
+0,64 |
+5,84 |
-5,20 |
|
|
7 |
700 |
10’15,0″ |
10’15,0″ |
10’15, 00″ |
+1,00″ |
+0,50 |
+1,14 |
+6,79 |
-5,65 |
|
|
8 |
800 |
10’17,0″ |
10’1б,0″ |
10’18,50″ |
+2,50″ |
+1,25 |
+2,39 |
+7,76 |
-5,57 |
|
|
9 |
300 |
10’16,5″ |
10’16, 5″ |
10’16,50″ |
+2,50″ |
+1,25 |
+3,64 |
+8,76 |
-5,12 |
|
|
10 |
1000 |
10’18,5″ |
10’16,50″ |
10’17, 50″ |
+3,50″ |
+1,75 |
+5,39 |
+9,70 |
-4,31 |
|
|
11 |
1100 |
10’17,5″ |
10’19, 0″ |
10’18,25″ |
+4,25″ |
+2,13 |
+7,52 |
+10,87 |
-3,15 |
|
|
12 |
1200 |
10’18,5″ |
10’19,0″ |
10’18, 75″ |
+4,75″ |
+2,38 |
+9,90 |
+11,88 |
-1,78 |
|
|
13 |
1300 |
10’19, 5″ |
10’19,5″ |
10’19,50″ |
+5,50″ |
+2,75 |
+12,65 |
+12,85 |
0,00 |
|
8. Выводы
По результатам поверки дать заключение о годности поверяемой плиты.
Контрольные вопросы
- Технические требования, предъявляемые к плитам.
- Средства поверки
- Условия поверки плит
- Порядок проведения поверки
- Классы точности поверочных плит
8. Определение отклонения от плоскостности
- Обработка результатов поверки
- Материалы для изготовления плит
- Типы плит
Поверяемые участки плиты
Рис.3. График построений по данным таблицы