
1.1 Производственный процесс, его организация во времени и управление , Производственный процесс
Основной продукцией промышленных предприятий являются различного рода изделия. Изделие – любой предмет труда или набор предметов труда, изготавливаемых на предприятии. Перечень всех видов изделий, выпускаемых предприятием, называется номенклатурой.
В зависимости от назначения различают изделия основного производства и изделия вспомогательного производства.
К изделиям основного производства относят изделия, предназначенные для товарной продукции, т.е. подлежащие рыночной реализации. К изделиям вспомогательного производства относят изделия, изготавливаемые для нужд данного предприятия (например, инструменты, используемые для изготовления продукции предприятия).
Производственный процесс на промышленном предприятии состоит из основных, вспомогательных и обслуживающих процессов.
Основными
- заготовительная стадия включает процессы воздействия на исходные материалы для изготовления заготовок, подвергающихся в дальнейшем обработке и сборке (поковка, отливка и т.п.);
- обработочная стадия, в процессе которой заготовки и материалы преобразуются в готовые детали;
- сборочная стадия, в процессе которой из готовых деталей и комплектующих изделий собираются готовая продукция предприятия.
Вспомогательные процессы, Обслуживающие процессы
Основной производственный процесс разбивается на частичные процессы, основной структурной единицей которых является операция.
Операция часть производственного процесса, выполняемая непрерывно на одном рабочем месте без переналадки оборудования над одним или несколькими изделиями.
Операции делятся на основные и вспомогательные. Основные операции направленные на изменение форм, размеров, свойств или взаимного сочленения изделий. Вспомогательные операции связаны с перемещением, контролем качества или складированием изделий в процессе производства.
Производственный процесс должен быть организован в соответствии с определенными принципами, способствующими улучшению экономических показателей работы предприятия.
1.2 Производственный процесс и основные принципы его рациональной организации
Основными принципами рациональной организации производственных процессов являются:
Транспорт в производственном процессе
... завода, определяющих степень участия транспорта в производственном процессе и получении готовой продукции. Показатель транспортоемкости действующих металлургических предприятий составляет в настоящее время 6-12 ... непрерывные виды транспорта. В частности, развитие конвейерного транспорта связано, в первую очередь, с конвейеризацией агломерационного, коксохимического и доменного производства, а также ...
- специализация;
- пропорциональность;
- непрерывность;
- параллельность;
- прямоточность;
- ритмичность;
- гибкость.
Принцип специализации
Специализация может быть организована на предметном или технологическом принципах (рисунок 1.1).

Рисунок 1.1 – Принцип специализации
Пропорциональность, Параллельность, Прямоточность, Ритмичность
Различают:
- ритмичность выпуска – выпуск равного (или пропорционально меняющегося) количества продукции через равные промежутки времени;
- ритмичность работы — выполнение равного (или пропорционально меняющегося) объема работы в равные промежутки времени.
Гибкость – способность производственной системы быстро и экономично переходить на производство новой продукции.
Надежность
1.3 Организация производственного процесса во времени
Длительность производственного цикла
Сокращение длительности производственного цикла ведет к повышению оборачиваемости оборотных средств, сокращает размеры незавершенного производства.
Длительность производственного цикла обработки одного изделия
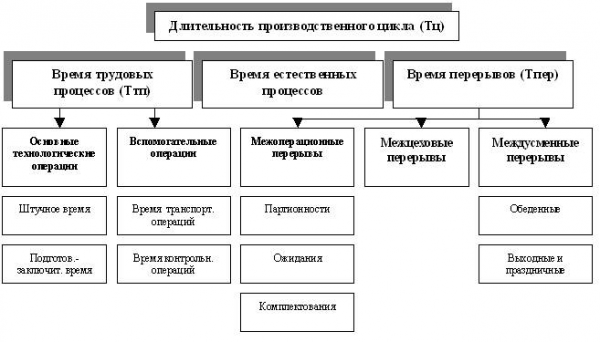
Рисунок 1.2 – Схема длительности производственного цикла
Время непосредственного выполнения производственного задания состоит из следующих элементов:
1. подготовительно-заключительного времени, который рабочий затрачивает на ознакомление с порученной работой, подготовку к ней, а также выполнение действий, связанных с ее окончанием;
2. оперативного времени, которое затрачивается на выполнение производственной операции. Оперативное время включает:
- основное время, затрачиваемое на выполнение основной операции технологического процесса;
- вспомогательное время, затрачиваемое на выполнение вспомогательных действий (установка детали на станке, пуск станка, контрольные замеры, остановка станка, снятие детали и т.п.).
3. время обслуживания рабочего места включает время для поддержания в надлежащем состоянии рабочего места (оборудования, оснастки, производственного помещения).
Состоит из:
- времени технического обслуживания (переналадка оборудования, поддержание его в рабочем состоянии);
- время организационного обслуживания (получение инструмента и его раскладка, уборка производственного помещения);
4. время перерывов на отдых и личные надобности включает время, необходимое для поддержания рабочего в нормальном состоянии. Включает пассивное время отдыха (затрачивается рабочим самостоятельно), а также активное время (проведение производственной гимнастики).
Время выполнения производственного задания нормируется.
(1)
где Т о – норма оперативного времени;
α — доля времени (в процентах) на обслуживание рабочего времени;
β — доля времени (в процентах) на отдых и личные надобности.
Организация производственного процесса на предприятии (2)
... является изучение производственного процесса предприятия. В связи с поставленной целью необходимо решить ряд задач: изучить сущность понятия производственного процесса; изучить типы производственного процесса на предприятии; проанализировать принципы рационализации производственного процесса; проанализировать пространственную и временную организацию производственных процессов. ^ Современное ...
Длительность ПЦ зависит от ряда факторов, в том числе от вида движения партии деталей по операциям.
Различают три основных (базовых) вида движения партии деталей по операциям:
- последовательный;
- параллельный;
- параллельно-последовательный.
При последовательном виде движения партия деталей передается на последующую операцию по окончании обработки всей партии на предыдущей операции. На рисунке 1.3 представлен график движения партии деталей из 3-х штук, которых должны пройти последовательную обработку на трех операциях с нормами времени 1, 3, и 2 мин/шт., соответственно.
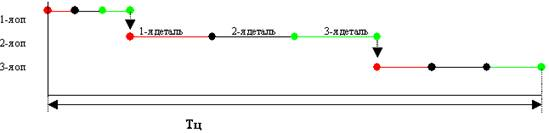
Рисунок 1.3 – График цикла при последовательном виде движения партии в производстве
Длительность изготовления партии деталей определяется по формуле:
(2)
где – длительность цикла изготовления партии деталей при последовательном виде движения деталей по операциям, мин;
n – размер партии изготовления деталей, шт;
m – количество операций;
t i –
c i –
Достоинства:
простота планирования
непрерывная загрузка рабочих мест (оборудования) при обработке партии на каждой операции
Недостатки:
большая длительность цикла
пролеживание деталей в процессе обработки. Время пролеживания 1-ой детали на i-й операции определяется по формуле:
![]() (3)
(3)
а суммарное время пролеживания всех деталей партии на всех технологических операциях составит:
![]() (4)
(4)
Для сокращения времени пролеживания и уменьшения длительности цикла представляется целесообразным передавать детали в момент окончания их обработки на предыдущей операции.
Применяется при обработке (сборке) относительно дешевых деталей с небольшими нормами времени обработки деталей на отдельных операциях.
Параллельный вид движения характеризуется тем, что каждая деталь партии проходит непрерывную обработки на всех операциях (рисунок 1.4).
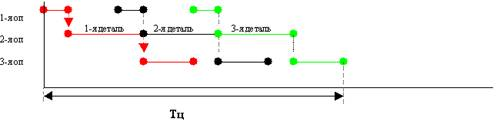
Рисунок 1.4 – график цикла при параллельном виде движения партии в производстве
Длительность цикла изготовления партии деталей определяется по формуле:
(5)
где – длительность цикла изготовления партии деталей при параллельном виде движения деталей по операциям, мин;
![]() – максимальное значение из всех операций, мин;
– максимальное значение из всех операций, мин;
- Р – размер передаточной партии, шт.
Достоинства:
отсутствие пролеживания деталей при обработке партии
минимальная длительность цикла обработки партии
Недостатки:
сложность планирования и координации работы смежных технологических операций
наличие простоев в работе рабочих мест на операциях, кроме главной, при обработке партии деталей.
Применяется для обработки относительно дорогостоящих деталей при большой продолжительности операций, а также на поточных линиях.
При параллельно-последовательном виде производится (рисунок 1.5):
- непрерывная обработка партии на каждой технологической операции;
- процесс непрерывной обработки партии на смежных операциях максимально совмещается во времени.
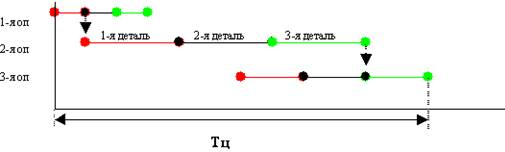
Рисунок 1.5 – график цикла при параллельно-последовательном виде движения партии в производстве
Длительность цикла изготовления партии деталей определяется по формуле:
(6)
где – длительность цикла изготовления партии деталей при параллельно-последовательном виде движения деталей по операциям, мин;
![]() – минимальное значение каждой пары смежных операций, мин.
– минимальное значение каждой пары смежных операций, мин.
Этот вид совмещает достоинства последовательного и параллельного видов движения. Однако существенным недостатком этого вида движения является сложность координации и планирования процессов обработки партии по технологическим операциям, что ограничивает его практическую применимость. Наиболее часто применяется на прерывно — поточных линиях.
2.1 Определение аналитическим методом длительности цикла изготовления партии предметов труда при трех видах движения предметов труда по операциям
Исходные данные в таблице 1.
Таблица 2.1 – Исходные данные
| Норма штучного времени на i-ой операции, мин ( ti ) | Операция | Размер партии изготовления деталей, шт. ( n ) | Передаточная партия, шт. | ||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | Р1 | Р2 | Р3 | Р4 | ||
| 5 | 3 | 7 | 7 | 1 | 2 | 30 | 1 | 5 | 10 | 15 | |
| Количество рабочих мест на i-ой операции, шт. ( с i ) | 1 | 1 | 1 | 2 | 1 | 1 | |||||
2.1.1 Длительность цикла при последовательном виде движения предметов труда по операциям
Длительность изготовления партии деталей определяется по формуле 2.
Тогда из формулы следует, что
2.1.2 Длительность цикла при параллельном движении предметов труда по операциям.
Длительность цикла изготовления партии деталей определяется по формуле 5.
Из формулы (5) получим:
![]()
При Р 1 =1
При Р 2 =4
При Р 3 =8
При Р 4 =16
2.1.3 Длительность цикла при параллельно-последовательном движении предметов труда по операциям
Длительность цикла изготовления партии деталей определяется по формуле 6.
Имеем
При Р 1 =1
При Р 2 =4
При Р 3 =8
При Р 4 =16
2.2 Определение графическим методом длительности цикла изготовления партии предметов труда при трех видах движения предметов труда по операциям ( Р3 =8)
2.2.1 Последовательный вид движения
При последовательном виде движения предметов труда по операциям длительность цикла определяется на основе построения графической модели , представленной на рисунке 2.1.
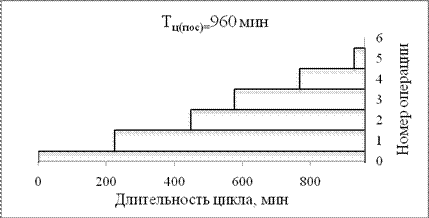
Рисунок 2.1 – Модель организации процесса изготовления партии деталей при последовательном виде движения их по операциям
2.2.2 Параллельный вид движения
При параллельном виде движения предметов труда по операциям длительность цикла определяется на основе построения графической модели , представленной на рисунке 2.2.
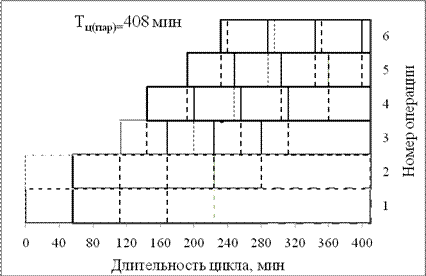
Рисунок 2.2 – Модель организации процесса изготовления партии деталей при параллельном виде движения их по операциям
2.2.3 Параллельно-последовательный вид движения
При параллельно-последовательном виде движения предметов труда по операциям длительность цикла определяется на основе построения графической модели , представленной на рисунке 2.3.
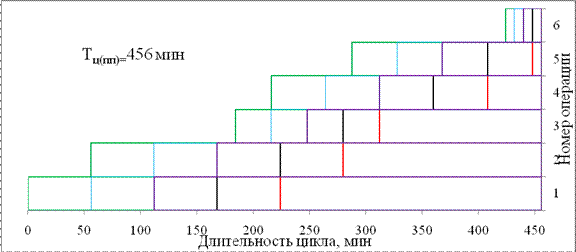
Рисунок 2.3 – Модель организации процесса изготовления партии деталей при параллельно-последовательном виде движения их по операциям
2.2.4 Зависимость длительности цикла изготовления партии деталей nпри различных значениях Р
Р 3
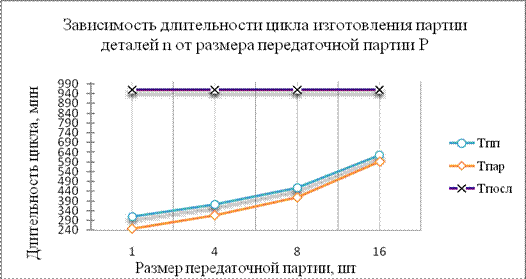
Рисунок 2.4
2.3 Исследование зависимостей длительности цикла от изменения размера передаточной партии
Исследование изменения длительности цикла от размера передаточной партии и вида движения предметов труда по операции проведем на основании анализа данных графика 2.4, 2.5 и расчета длительности цикла изготовления партии деталей при различных значениях Р.
2.3.1 Анализ изменение величин Т ц(пос) , Тц(пар) , Тц(пп от изменения Р
Из графика представленного на рисунке 2.4 видно, что с увеличением Р:
·длительность цикла при последовательном виде движения предметов труда по операциям Т ц(пос) =960 мин не изменяется;
·длительность цикла при параллельном виде движения предметов труда по операциям Т ц(пар) =408 мин увеличивается;
·длительность цикла при параллельно-последовательном виде движения предметов труда по операциям Т ц(пп) =456 мин увеличивается.
При это сохраняется соотношение Т ц(пос) >Тц(пп) >Тц(пар) . При максимальном и минимальном значениях Р имеем максимальные и минимальные значения Тц(пп) , Тц(пар) соответственно. А значение Тц(пос) не зависит от Р.
Определим при каком виде движения предметов труда по операциям изменения размера Р оказывает наибольшее влияние на длительность цикла изготовления партии этих предметов.
Для этого произведем необходимые расчеты, результаты которых сведем в таблицу 2.2.
Таблица 2.2 – Расчет темпов возрастания значений длительности циклов с увеличением размера передаточной партии
| α=pi /p1 | αi | K послi =Тпослi /Тпосл1 | K парi =Тпарi /Тпар1 | K ппi =Тппi /Тпп1 |
| α 1 = p1 /p1 | 1 | 1 | 1 | 1 |
| α 2 = p2 /p1 | 4 | 1 | 1,279 | 1,204 |
| α 3 = p3 /p1 | 8 | 1 | 1,652 | 1,476 |
| α 4 = p4 /p1 | 16 | 1 | 2,397 | 2,019 |
Используя результаты таблицы 2.2, построим график (рисунок 2.5), отражающий динамику темпов возрастания размеров передаточной партии Р и длительностей цикла.
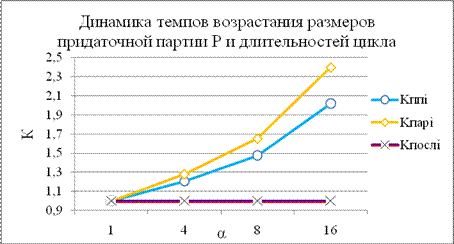
Рисунок 2.5
На основании результатов расчетов, приведенных в таблице 2.2, и графика (рисунок 2.5), можно сделать вывод, что изменение Р оказывает наибольшее влияние на длительность цикла при параллельном виде движения детали по операциям.
По результатам проведенного анализа выделим достоинства и недостатки каждого из видов движения предметов труда по операциям и сформулируем рекомендации по применению в производстве.
Преимуществом последовательного движения партии деталей является отсутствие перерывов в работе рабочих и оборудования на всех операциях. Однако этот вид движения имеет и существенные недостатки. Во-первых, детали пролеживают в течение длительного времени из-за перерывов, свойственных данному виду движения, в результате чего создается большой объем незавершенного производства. Во-вторых, продолжительность производственного цикла значительно увеличивается из-за отсутствия параллельности в обработке деталей. В связи с этим последовательное движение применяется преимущественно в единичном и мелкосерийном производствах, так как на таких предприятиях весьма широкая номенклатура изделий, а обработка деталей ведется небольшими партиями, что приводит к сокращению перерывов и влияния их на продолжительность производственного цикла.
Преимущество параллельного вида движения состоит в том, что он обеспечивает наименьшую продолжительность технологического цикла и особенно, если процесс синхронизированный, а также равномерную загрузку рабочих и оборудования и высокую производительность труда. Данный вид движения применяется в серийном и массово-поточном производствах.
Достоинством параллельно-последовательного вида движения является отсутствие перерывов в работе рабочих и оборудования и значительное сокращение продолжительности производственного цикла по сравнению с последовательным видом движения. Данный вид движения позволяет вести работу большими партиями и при большой трудоемкости изготовления деталей, благодаря чему он широко используется в серийном и крупносерийном производстве.
1. Синицина Л. М. Организация производства. – Мн.: УП «Минфина», 2006. – 521 с.
2. Карпилович Ю. В., Шинкевич Н. В., Зубелик Е. А. организация производства. – Мн.: ИздМИУ, 2008. – 168 с.
Интернет источники:
[Электронный ресурс]//URL: https://inzhpro.ru/referat/organizatsiya-proizvodstvennogo-protsessa-vo-vremeni/
1. www.arbconsulting.ru;
2. ;
3. ggau.by.