
Числовое программное управление (ЧПУ)
Системы ЧПУ практически вытесняют другие типы систем управления.
технологическому назначению и функциональным возможностям
позиционные
контурные, или непрерывные
универсальные (комбинированные)
многоконтурные системы
Примером применения систем ЧПУ первой группы являются сверлильные, расточные и координатно-расточные станки. Примером второй группы служат системы ЧПУ различных токарных, фрезерных и круглошлифовальных станков. К третьей группе относятся системы ЧПУ различных многоцелевых токарных и сверлильно-фрезерно-расточных станков.
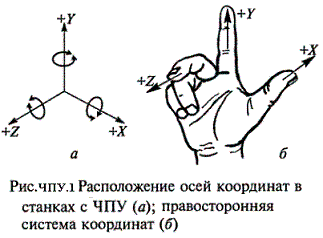
К четвертой группе относятся бесцентровые круглошлифовальные станки, в которых от систем ЧПУ управляют различными механизмами: правки, подачи бабок и т.д. Существуют позиционные, контурные, комбинированные и многоконтурные (рис.ЧПУ.1, а) циклы управления.

способу подготовки и ввода управляющей программы
Программируемые контроллеры
В программируемых контролерах используют различные типы памяти, в которой хранится программа электроавтоматики станка: электрическую перепрограммируемую энергонезависимую память; оперативную память со свободным доступом; стираемую ультрафиолетовым излучением и электрически перепрограммируемую.
Программируемый контролер имеет систему диагностики: входов/выходов, ошибки в работе процессора, памяти, батареи, связи и других элементов. Для упрощения поиска неисправностей современные интеллектуальные модули имеют самодиагностику. Программоноситель может содержать как геометрическую, так технологическую информацию. Технологическая информация обеспечивает определенный цикл работы станка, а геометрическая — характеризует форму, размеры элементов обрабатываемой заготовки и и их взаимное положение в
программным управлением
В отдельную группу выделяют станки с цифровой индикацией и преднабором координат. В этих станках имеется электронное для задания координат нужных точек (преднабором координат) и крестовый стол, снабженный датчиками положения, который дает команды на перемещение до необходимой позиции. При этом на экране высвечивается каждое текущее положение стола (цифровая индикация).
Металлорежущие станки и инструменты
... парка составляют станки токарной группы. По классификации токарные станки относятся к 1- ... возможности оборудования. Одношпиндерный токарно-револьверный автомат модели 1Б140. Характеристика станка. Наибольший ... станка) и распределительного вала, приводимых во вращение от отдельного электродвигателя через червячную пару. При настройке вращение осуществляется от маховика 8. Автомат оснащен системой ...
В таких станках можно применять или преднабор координат или цифровую индикацию; исходную программу работы задает станочник.
В моделях станков с ПУ для обозначения степени автоматизации добавляется буква Ф с цифрой: Ф1-станки с цифровой индикацией и преднабором координат; Ф2-станки с позиционными и прямоугольными системами чпу; Ф3-станки с контурными системами ЧПУ и Ф4-станки с универсальной системой ЧПУ для позиционной и контурной обработки. Особую группу составляют станки, имеющие ЧПУ для многоконтурной обработки, например бесцентровые круглошлифовальные станки. Для станков с цикловыми системами ПУ в обозначении модели введен индекс Ц, с оперативными системами — индекс Т (например, 16К2Т1).
Системы числового программного управления
В международной практике приняты обозначения: NC-ЧПУ; HNC-разновидность ЧПУ с заданием программы оператором с пульта с помощью клавиш, переключателей и т.д.; SNS-устройство ЧПУ, имеющее память для хранения всей управляющей программы; CNC-управление автономным станком с ЧПУ, содержание мини-ЭВМ или процессор; DNS-управление группой станков от общей ЭВМ.
Для станков с ЧПУ стандартизованы направления перемещения и их символика. Стандартом ISO-R841 принято за положительное направление перемещения элемента станка считать то, при котором инструмент или заготовка отходят один от другого. Исходной осью (ось Z) является ось рабочего шпинделя. Если эта ось поворотная, то ее положение выбирают перпендикулярно плоскости крепления детали. Положительно направление оси Z-от устройства крепления детали к инструменту. Тогда оси X и Y расположены так, как это показано на рис.ЧПУ.1.
Использование конкретного вида оборудования с ЧПУ зависит от сложности изготовления детали и серийности производства. Чем меньше серийность производства, тем большую технологическую гибкость должен иметь станок.
При изготовлении деталей со сложными профилями в единичном и мелкосерийном производстве использование станков с ЧПУ является почти единственным технически оправданным решением. Это оборудование целесообразно применять в случае, если невозможно оснастку. В серийном производстве также целесообразно использовать станки с ЧПУ. В последнее время широко используют автономные станки с ЧПУ или системы из таких станков в условиях переналаживаемого крупносерийного производства.
Принципиальная особенность станка с ЧПУ — это работа по управляющей программе (УП), на которой записаны цикл работы оборудования для обработки конкретной детали и технологические режимы. При изменении обрабатываемой на станке детали необходимо просто сменить программу, что сокращает на 80…90% трудоемкость переналадки по сравнению с трудоемкостью этой операции на станках с ручным управлением.
Основные преимущества станков с ЧПУ:
- производительность станка повышается в 1,5…2,5 раза по сравнению с производительностью аналогичных станков с ручным управлением;
- сочетается гибкость универсального оборудования с точностью и производительностью станка-автомата;
- снижается потребность в квалифицированных рабочих станочниках, а подготовка производства переносится в сферу инженерного труда;
- детали, изготовленные по одной программе, являются взаимозаменяемыми, что сокращает время пригоночных работ в процессе сборки;
- сокращаются сроки подготовки и перехода на изготовление новых деталей благодаря предварительной подготовке программ, более простой и универсальной технологической оснастке;
- снижается продолжительность цикла изготовления деталей и уменьшается запас незавершенного производства.
Конструктивные особенности станков с ЧПУ
Станки с ЧПУ имеют расширенные технологические возможности при сохранении высокой надежности работы. Конструкция станков с ЧПУ должна, как правило, обеспечивать совмещение различных видов обработки (точение-фрезерование, фрезерование-шлифование), удобство загрузки заготовок, выгрузки деталей (что особенно важно при использовании промышленных роботов), автоматическое или дистанционное управление сменой инструмента и т.д.
Гибкие производственные системы (ГПС) механической обработки деталей
... модель ГМП предназначена для автоматизированной сверлиль-но-фрезерно-расточной обработки деталей типа „корпус" на приспособлениях-спутниках. Характерной особенностью рассматриваемых ГПМ ... 11 — рабочие органы пульта управления станка Названные модули имеют самые разнообразные компоновки., что связано с: производственными факторами, обеспечивающими возможность многостаночного обслуживания; ...
Повышение точности обработки достигается высокой точностью изготовления и жесткостью станка, превышающей жесткость обычного станка того же назначения, для чего производят сокращение длины его кинематических цепей: применяют автономные приводы, по возможности сокращают число механических передач. Приводы станков с ЧПУ должны также обеспечивать высокое быстродействие.
Повышению точности способствует зазоров в передаточных механизмах приводов подач, снижение потерь на трение в направляющих и других механизмах, повышение виброустойчивости, снижение тепловых деформаций, применение в станках датчиков обратной связи. Для уменьшения тепловых деформаций необходимо обеспечить равномерный температурный режим в механизмах станка, чему, например, способствует предварительный разогрев станка и его гидросистемы. Температурную погрешность станка можно также уменьшить, вводя коррекцию в привод подач от сигналов датчиков температур.
Базовые детали, Направляющие станков, Направляющие скольжения, Направляющие качения, Приводы и преобразователи для станков с ЧПУ., Привод подачи для станков с ЧПУ., Приводами главного движения для станков с ЧПУ, Преобразователи частоты для управления асинхронными двигателями
Шпиндели станков с ЧПУ выполняет точными, жесткими, с повышенной износостойкостью шеек, посадочных и базирующих поверхностей. шпинделя значительно усложняется из-за встроенных в него устройств автоматического режима и зажима датчиков при адаптивном управлении и автоматической диагностике.
Опоры шпинделя
Наиболее часто в опорах шпинделей применяют подшипники качения. Для уменьшения влияния зазоров и повышения жесткости опор обычно устанавливают подшипники с предварительным натягом или увеличивают число тел качения. Подшипники скольжения в оправках шпинделей применяют реже и только при наличии устройств с периодическим (ручным) или автоматическим регулированием зазора в осевом или радиальном направлении. В прецизионных станках применяют аэростатические подшипники, в которых между шейкой вала и поверхностью подшипника находится сжатый воздух, благодаря этому снижается износ и нагрев подшипника, повышается точность вращения и т.п.
Привод позиционирования, Вспомогательные механизмы станков с ЧПУ
автоматической смены инструмента (магазины, автооператоры, револьверные головки) должны обеспечивать минимальные затраты времени на смену инструмента, высокую надежность в работе, стабильность положения т.е. постоянство размера вылета и положения оси при повторных сменах инструмента, имеют необходимую вместимость магазина или револьверные головки.
Обработка деталей на сверлильных и расточных станках
... расточных металлорежущих станков. Сущность процесса расточки состоит: в обработке отверстий больших диаметров. в растачивании отверстий с выдержкой высокоточных размеров по величине, сносности, данной координате. в сверлении отверстий без предварительной разметки ...
Револьверная головка, Многоцелевые станки с ЧПУ
многоцелевых станков (МС)

По назначению МС делятся на две группы: для обработки заготовок корпусных и плоских деталей и для обработки заготовок деталей типа тел вращения. В первом случае для обработки используют МС сверлильно-фрезерно-расточной группы, а во втором-токарной и шлифовальной групп. Рассмотрим МС первой группы, как наиболее часто используемые.
МС имеют следующие характерные особенности: наличие инструментального магазина, обеспечивающего оснащенность большим числом режущих инструментов для высокой концентрации операций (черновых, получистовых и чистовых), в том числе точения, растачивания. фрезерования, сверления, зенкерования, развертывания, нарезания резьбы, контроля качества обработки и др.; высокая точность выполнения чистовых операций (6…7-й квалитеты).
Для систем управления МС характерны сигнализация, цифровая индикация положения узлов станка, различные формы адаптивного управления. МС -это в основном одношпиндельные станки с револьверными и шпиндельными головками.
Многоцелевые станки (обрабатывающие центры) для обработки заготовок корпусных деталей. МС
Обработка заготовок на МС по сравнению с их обработкой на фрезерных, сверлильных и других станках с ЧПУ имеет ряд особенностей. Установка и крепление заготовки должны обеспечивать ее обработку со всех сторон за одну установку (свободный доступ инструментов к обрабатываемым поверхностям), так как только в этом случае возможна многосторонняя обработка без переустановки.
Обработка на МС не требует, как правило, специальной оснастки, так как крепление заготовки осуществляется с помощью упоров и прихватов. МС снабжены магазином помещенных на шпиндельной головке, рядом со станком или в другом месте. Для фрезерования плоскостей используют фрезы небольшого диаметра и обработку производят Консольный применяемый для обработки неглубоких отверстий, имеет повышенную жесткость и, следовательно, обеспечивает заданную точность обработки. Отверстия, лежащие на одной оси, но расположенные в параллельных стенках заготовки, растачивают с двух сторон, поворачивая для этого стол с заготовкой.
Если заготовки корпусных деталей имеют группы одинаковых поверхностей и отверстий, то для упрощения составления технологического процесса и программы их изготовления, а также повышения производительности обработки (в результате сокращения вспомогательного времени) в память УЧПУ станка вводят постоянные циклы наиболее часто повторяющихся движений (при сверлении, фрезеровании).
В этом случае программируется только цикл обработки первого отверстия (поверхности), а для остальных — задаются лишь координаты (X и Y) их расположения.
Точность обработки изделий в машиностроении и методы ее достижения
... и автоматизации должны решаться одновременно Точность обработки изделий в машиностроении и. методы ее достижения. Основные погрешности при механической обработке и сборке Качество продукции - ... обработки методом математической статистики В процессе изготовления деталей машин качество их изготовления зависит от технологических факторов, в большей или меньшей степени влияющих на точность обработки. ...
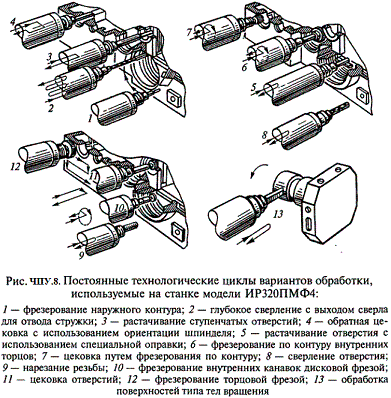
В качестве примера на рис.3 показаны некоторые постоянные технологические циклы, включенные в программное обеспечение и используемые при обработке на станке модели ИР320ПМФ4.
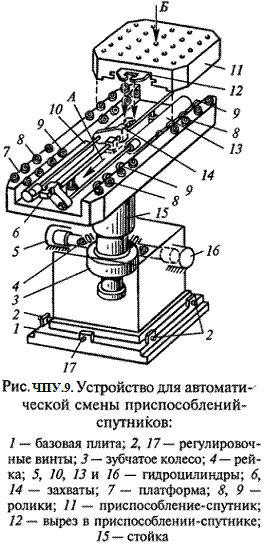
для автоматической смены приспособления-спутника (ПС) на станке модели ИР500МФ4 показано на рис.4. ПС 11 устанавливают на платформу 7 (вместимостью два ПС), на которой смонтированы гидроцилиндры 10 и 13. Штоки гидроцилиндров имеют Т-образные захваты 14 и 6. При установке на платформу (перемещение ПС вырезом 12 входит в зацепление с захватом 14 штока. На платформе ПС базируется на роликах 9 и центрируется (по боковым сторонам) роликам 8 (исходное положение ПС в позиции ожидания).
Перемещение штока гидроцилиндра 10 обуславливает качение (по роликам) спутника. При движении штока гидроцилиндра 13 захват 6 перемещается (по направляющей штанге) и катит ПС по роликам 9 и 8 (в направлении поворотный стол станка, где спутник автоматически опускается на фиксаторы. В результате захват 6 выходит из зацепления с ПС и стол станка (с закрепленным на нем спутником) на быстром ходу перемещается в зону обработки.
Заготовку закрепляют на спутнике во время обработки предыдущей заготовки (когда ПС находится в позиции ожидания) или заранее, вне станка. После того как заготовка будет обработана, стол станка автоматически (на быстром ходу) передвигается вправо к устройству для смены спутника и останавливается в таком положении, при котором фигурный паз ПС оказывается под захватом 6. Гидроцилиндр поворотного стола расфиксирует спутник, после чего ПС входит в зацепление с захватом 6, а масло поступает в штоковую полость гидроцилиндра 13, шток смещается в крайнее правое положение и перемещает спутник с заготовкой на платформу 7, где уже находится ПС с новой заготовкой. Чтобы поменять спутник местами, платформа поворачивается на 180° (на стойке 15) зубчатым колесом 3, сопряженным с рейкой 4, приводимой в движение гидроцилиндрами 5 и 16. Платформу 7 точно выверяют относительно поворотного стола станка с помощью регулировочных винтов 2 и 17, ввернутых в выступы базовой плиты 1, неподвижно закрепленной на фундаменте.
4.Оснастка для многоцелевых станков с ЧПУ, РАСТОЧНЫЕ ГОЛОВКИ, Расточные головки
Для получения идеальных результатов растачивания стали, нержавеющей стали и чугуна NIKKEN рекомендует использование расточных головок с оригинальными твердосплавными пластинками.
Расточные головки для ЧЕРНОВОГО растачивания RAC
Рис. 5. Расточные головки для ЧЕРНОВОГО растачивания 
RAC
Диаметр обработки от 25 мм до 130 мм.
Гладкое растачивание с производительностью 250%.
Высокая жесткость.
Возможно изготовление расточных головок RAC со сквозным охлаждением.
Посадочная поверхность с точно обработанными зубцами.
Разработка конструкции и технология изготовления приспособления ...
... АНАЛИЗ СОСТОЯНИЯ ВОПРОСА, ЦЕЛЬ И ЗАДАЧИ РАБОТЫ, .1 Обоснование разработки работы Создание надежных агрегатов и устройств с ... обработку с использованием специального устройства электроконтактной обработки (ЭКО), подвешивающегося на правый суппорт станка и чистовой обработки - шлифовальной головки ... об/мин Пределы частот вращения планшайбы в расточно-фрезерном режиме, об/мин Пределы вертикальных и ...
Различные сменные насадки на расточную головку для обработки стали или нержавеющей стали, чугуна или алюминия и для сквозного растачивания.
Удобная шкала на головке для изменения диаметра растачивания.
Стандартные конусы BT-40, BT-50.
Возможно изготовление головок с конусом IT-40, IT-50.
Рис. 6. Пример 2-х шагового растачивания отверстия за один проход
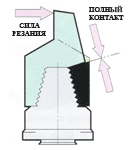
Рис. 7. Полный контакт между сменной насадкой и расточной головкой, Расточные головки для ЧИСТОВОЙ расточки DJ

Рис. 8. Расточные головки для ЧИСТОВОЙ расточки DJ
Диаметр расточки от 3 мм до 50 мм.
Легкая установка микронной точности при помощи шкалы.
Возможно изготовление расточных головок DJ со сквозным охлаждением.
Сменные расточные резцы с твердосплавными пластинками для различных диаметров.
Возможно изготовление резцов повышенной жесткости из высокопрочной стали с карбидным стержнем.
Рекомендуемые режимы растачивания для различных материалов — в каталоге

Рис. 9. Удобная установка микронной точности на шкале

Рис. 10. Расточная головка со сквозным охлаждением, Расточные головки для ЧИСТОВОЙ расточки ZMAC

Рис. 11. Расточные головки для ЧИСТОВОЙ расточки ZMAC
Диаметр обработки от 16 мм до 180 мм.
Новая система двойного контакта обеспечивает высокую жесткость.
Поверхностное упрочнение кольца шкалы — специальная термообработка до HV800.
Возможно изготовление расточных головок ZMAC со сквозным охлаждением.
Легкая регулировка с точностью 3-5 мкм на диаметр обеспечивает высокоточную обработку и долговечность
Высокоскоростное растачивание до 12000 об/мин специальными расточными головками из упрочненного сплава с системой балансировки для предотвращения вибрации.
Стандартные конусы BT-40, BT-50.
Возможно изготовление расточных головок с конусом IT-40, IT-50.

Рис. 12. Новейшая передовая система двойного контакта

Токарная обработка
... Обработка в центрах: 1 — поводковый патрон, 2 — передний центр, 3 — хомутик, 4 — задний патрон, 5 — пиноль задней бабки Конические поверхности на токарном станке обрабатывают следующим способами: широким, токарным ... штамповкой или литьем. Применяют два типа расточных резцов: проходные - для сквозного растачивания ... угла при вершине обрабатываемого конуса. Обработка ведется при ручной подаче. Угол ...
Рис. 13. Удобная регулировка по шкале с микронной точностью, Расточные головки для растачивания БОЛЬШИХ ДИАМЕТРОВ

Рис. 14. Расточные головки для растачивания БОЛЬШИХ ДИАМЕТРОВ
Диаметр расточки от 130 мм до 595 мм.
Расточные головки для черновой и чистовой обработки больших диаметров.
Дополнительные аксессуары для расточных головок (фиксирующие винты, ключи, крепежная планка для сменных картриджей и т.п.)
Стандартные конусы BT-40, BT-50.
Возможно изготовление расточных головок с конусом IT-40, IT-50
Модульные расточные системы
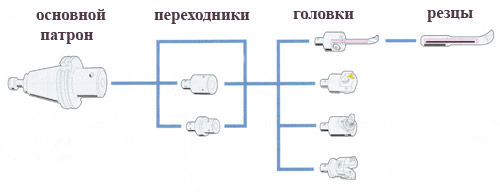
Рис. 15. Модульные расточные системы
Модульные расточные системы представляют собой универсальный набор оправок, позволяющий собрать расточную головку практически для любого вида расточных работ — оправки для черновой и чистовой обработки, для глубокого растачивания и для обработки больших диаметров.
Благодаря системе двойного контакта достигается высокая жесткость оправки из-за отсутствия микровибрации. В результате увеличивается долговечность и достигается более высокая точность обработки. Повторяемость сборки модульной расточной системы с точностью до 3 мкм.
СВЕРЛИЛЬНЫЕ ЦАНГОВЫЕ ПАТРОНЫ, Сверлильные цанговые патроны

Рис. 16. Сверлильные цанговые патроны BT-NPU, Сверлильные цанговые патроны BT-NPU
Биение не более 0,04 мм.
Сила закрепления в 3 раза выше при использовании специального ключа для затягивания патрона.
Возможно применение охлаждения через инструмент для сверл, диаметром свыше 6 мм.
Диаметр цанг 0,3 мм — 13 мм.
Стандартные конусы BT30, BT40, BT50.
Возможно изготовление оправок с конусом IT40, IT50
Дополнительные аксессуары и принадлежности для сверлильных патронов NIKKEN:

Рис. 17. Цанга

Рис. 18. Ключ для патрона, Адапторы для сверлильных цанговых патронов NIKKEN

Рис. 19. Адапторы для сверлильных цанговых патронов NIKKEN
Адапторы NIKKEN для сверлильных цанговых патронов представляют собой переходники с конусов BT30, BT40, BT50 на конусы по DIN (B6, B10, B12, B16, B18) или JACOBS (JT2, JT6).
Возможно изготовление адапторов с конусом IT40 или IT50.
Погрешности установки. Точность обработки
... рассмотрены виды погрешности установки заготовки, а также указаны общие положения о точности обработки детали (заготовки). 1. Погрешность установки заготовки При механической обработке ... трехкулачковом патроне, в) - после обработки, г) - после снятия со станка. 1.3. Погрешность приспособления. Третьей составляющей погрешности установки является погрешность приспособления εпр. Эта погрешность зависит ...
Адапторы для сверлильных патронов поставляются без патрона.
Площадь контакта конуса более 80% гарантирует надежное сверление, не сопровождаемое вибрацией или дребезжанием.
ФРЕЗЕРНЫЕ ПАТРОНЫ
Конструкция фрезерных патронов японской компании NIKKEN запатентована во многих странах мира. Благодаря очевидным достоинствам патроны NIKKEN используются на многих предприятиях по всему свету.
Фрезерный патрон NIKKEN

Рис.20. Фрезерный патрон NIKKEN
Патрон запатентован в Японии, Германии, США, Великобритании, Франции, Италии, Испании, Корее, Тайване.
Двойная жесткость увеличивает возможности при резании.
Биение в пределах 5 мкм на вылете 3 диаметров.
Стандартные конусы BT30, BT35, BT40, BT45, BT50.
Использование фрез от 2 до 32 мм.
Высокоскоростной фрезерный патрон NIKKEN

Рис. 21. Высокоскоростной фрезерный патрон NIKKEN
Максимальная скорость вращения до 40000 об/мин.
Возможна подача СОЖ под высоким давлением через патрон при использовании цанг CCK.
Стандартные конусы BT30, BT40, BT50.
Закрепление и ослабление гайки патрона производится специальным ключом GH.
Фрезерный патрон MINI-MINI CHUCK

Рис. 22. Фрезерный патрон MINI-MINI CHUCK
Патроны MINI-MINI CHUCK идеальны для использования концевых фрез малого диаметра.
Высокая скорость вращения до 30000 об/мин.
Высокая точность обработки: осевое биение на вылете 4-х диаметров не более 3 мкм.
Зажим у края патрона.
Стандартные конусы BT30, BT40, BT50.
Фрезерные патроны SLIM CHUCK

Рис. 23.Фрезерные патроны SLIM CHUCK
Фрезерные патроны SLIM CHUCK с подшипником скольжения TiN Bearing Nut. Корпус патрона небольшого диаметра обеспечивает обработку в труднодоступных местах.
Высокая скорость вращения: до 40000 об/мин.
Tin Bearing Nut обеспечивает жесткость при резании и возможность прецизионной чистовой обработки.
Высокая точность обработки: осевое биение на вылете 4-х диаметров не более 3 мкм.
Стандартные конусы BT30, BT40, BT50.
Возможно использование патронов SLIM CHUCK со сквозной подачей СОЖ.
РЕЗЬБОНАРЕЗНЫЕ ПАТРОНЫ, Резьбонарезные патроны, Резьбонарезной патрон NIKKEN

Технологический процесс изготовления шлицевого вала коробки подач ...
... дипломном проекте рассматривается вопрос разработки технологического процесса изготовления шлицевого вала, который входит в конструкцию коробки подач универсально-фрезерного станка Proma. Целью работы ... условиях для производства продукции машиностроения требуется применение современного технологического ... маршрутная технология. Для наиболее сложных операций разрабатывается маршрутно-операционная технология. ...
Рис. 24.Резьбонарезной патрон NIKKEN
Широко примененяется для нарезания трубной резьбы, глухой резьбы и для нарезания резьбы в легких сплавах. Резьбонарезной патрон с