
1 Требования к ремонту электрооборудования
Важнейшим условием правильной эксплуатации электрического и электромеханического оборудования является своевременное проведение планово-предупредительных ремонтов и периодических профилактических испытаний.
На ряду с повседневным уходом и осмотром оборудования в соответствии с системой ППР через определенные промежутки времени проводят плановые профилактические осмотры, проверки (испытания) и различные виды ремонта. С помощью системы ППР оборудование поддерживается в работоспособном состоянии, частично предотвращаются случаи его отказа.
При плановых ремонтах в результате модернизации оборудования улучшают технические параметры. При планировании и организации ремонтов следует иметь ввиду, что электрическое и электромеханическое оборудование может иметь ремонтопригодную и неремонтопригодную конструкцию. В последнем случае вместо ремонта оборудования осуществляют его замену.
По объему ремонты делятся на текущие и капитальные. К текущим относят ремонты, проводимые вовремя эксплуатации оборудования для гарантированного обеспечения его работоспособности и состоящие в замене и восстановлении его отдельных частей и в их регулировке. Текущий ремонт проводится на месте установки оборудования с его остановкой и отключением.
При капитальном ремонте проводится полная разборка оборудования с заменой или восстановлением любых его частей, включая обмотки двигателей, при этом достигается полное (или близкое к нему) восстановление ресурса оборудования. В настоящее время используют два вида ремонта: текущий и капитальный, хотя для отдельных видов оборудования предусмотрен и средний ремонт.
По назначению ремонты делятся на восстановительный, реконструкцию и модернизацию. Восстановительный ремонт осуществляется без изменения конструкции отдельных узлов всего устройства в целом, технические характеристики оборудования остаются неизменными. При реконструкции возможны изменения отдельных узлов и замена отдельных материалов из которых они изготовлены, при практических неизменных технических характеристиках оборудования. При модернизации благодаря замене усовершенствованию существующих узлов и применяемых материалов предполагается существенно улучшить технические характеристики оборудования, приблизив их к характеристикам нового современного оборудования.
По методу проведения ремонты делятся на принудительный и послеосмотровый. Принудительный метод применяется в основном для ответственного оборудования. Суть его состоит в том, что через определенные промежутки времени электрическое и электромеханическое оборудование в обязательном порядке подвергают капитальному ремонту, также через определенные промежутки времени проводят текущие ремонты в соответствии с длительностью ремонтного цикла и его структурой. При этом ресурс оборудования между ремонтами полностью не используется, и в ремонт может попасть исправное оборудование. Поэтому данный вид ремонта является наиболее дорогим.
Планирование технического обслуживания и ремонта машин
... пропорционален скорости изнашивания и времени работы машины (наработки). Исходя из этого на основе учета износовых (зависящих от времени работы) отказов, была разработана система технического обслуживания и ремонтов «по наработке», когда через ...
При послеосмотровом методе ремонта электрическое и электромеханическое оборудование подлежит капитальному ремонту только после осмотра и профилактических испытаний во время очередной ревизии или текущего ремонта. Ресурс оборудования используется при этом методе ремонта полностью, поэтому стоимость ремонтов меньше. Однако из-за возможности внеочередного незапланированного ремонта усложняется процесс его проведения и может увеличиться его длительность. С принудительного на послеосмотровый метод ремонта можно переводить оборудование массового применения, не отнесенное к основному и имеющее достаточный обменный парк.
По форме организации ремонты разделяются на централизованную, децентрализованную и смешанную формы. При централизованной форме ремонт, испытания и наладка электрического и электромеханического оборудования осуществляются специализированными ремонтно-наладочными предприятиям использования местных ремонтно-эксплуатаиионных служб. К этой форме ремонта относится и фирменное ТО (в настоящее время проводится в отношении ответственного импортного оборудования).
Усовершенствование этой формы ремонта предполагает создание центрального обменного фонда оборудования и расширение его номенклатуры, а также распространения сферы услуг ремонтных предприятий на проведение текущих ремонтов и профилактического обслуживания. Централизованная форма ремонта обеспечивает наиболее высокое качество работ.
При децентрализованной форме ремонт, испытания и наладка оборудования осуществляются ремонтными службами предприятия, на котором установлено это оборудование. При смешанной форме ремонта часть работ выполняется централизованно сторонними организациями), а часть — децентрализовано (собственными ремонтными службами).
Степень централизации зависит от характера предприятия, типа и мощности оборудования.
При планировании ремонтного производства вводится понятие ремонтного цикла, определяемого календарным временем между двумя плановыми капитальными ремонтами. Для вновь вводимого в эксплуатацию оборудования под ремонтным циклом понимается календарное время от ввода в эксплуатацию до первого планового капитального ремонта. Продолжительность ремонтного цикла определяется условиями эксплуатации, требованиям надежности, ремонтопригодности, правилами технической эксплуатации и инструкциями завода-изтотовителя электрического и электромеханического оборудования.
Обычно ремонтный цикл исчисляется, исходя из восьми часового рабочего дня при 41 — часовой рабочей неделе. При планировании структуры ремонтного цикла в каждом виде электрического и электромеханического оборудования на ряду с быстро изнашивающимися узлами, деталями (щетки, подвижные и не подвижные контакты, подшипники и др.), восстановление которых обычно проводится путем их замены на новые или в результате незначительного ремонта, имеются узлы и детали с большим сроком износа (обмотки, механические детали, коллекторы и т.п.), восстановление которых проводится путем достаточно трудоемкого и занимающего много времени ремонта. Поэтому во время эксплуатации электрического и электромеханического оборудования между капитальными ремонтами оно подвергается нескольким более легким текущим ремонтам. Проведение текущих ремонтов, как правило, не требует специальной остановки основного технологического оборудования, в то время как капитальный ремонт при отсутствии резервного оборудования связан с приостановкой основного технологического процесса. Поэтому длительность ремонтного цикла следует по возможности согласовывать с межремонтным периодом основного технологического оборудования.
Виды весов. Оборудование складских помещений
По виду указательного устройства весы классифицируются на: - гирные; - шкальные; - шкально-гирные; - циферблатные; - цифровые электронные. По виду отсчета показаний взвешивания весы бывают с: - визуальным отсчетом; - документальной регистрацией. По способу снятия показаний различают весы - местным способом снятия показаний; - дистанционным способом снятия показаний. В соответствии с кодами ОКП, ...
Обычно ремонты планируют на календарный год с разбивкой по кварталам и месяцам. Такое планирование называется текущим. Наряду с текущим осуществляется и оперативное планирование с использованием сетевых графиков.
Обозначения на рисунке
- Складское помещение для хранения зерна
- Складское помещение для хранения гречки
- Складское помещение для хранения зерна
- Сушилка
- Складское помещение
- Складское помещение для хранения зерна
- Складское помещение для хранения зерна
- Зерномет КШП-5
1.3 Объем и последовательность приемки электрооборудования
Новые или реконструированные электроустановки должны быть приняты в эксплуатацию в порядке, изложенном в Правилах Технической Эксплуатации:
— При организации эксплуатации конкретного вида переносных, передвижных электроприемников (электроинструмент, электрические машины, светильники, сварочные установки, насосы, печи, компрессоры), вспомогательного оборудования к ним (переносные: разделительные и понижающие трансформаторы, преобразователи частоты, устройства защитного отключения, кабели — удлинители и т.д.) необходимо учитывать дополнительные требования к ним, изложенные в документации завода — изготовителя, государственных стандартах, правилах безопасности и настоящих Правилах.
- Переносные и передвижные электроприемники, вспомогательное оборудование к ним должны соответствовать требованиям государственных стандартов или технических условий, утвержденных в установленном порядке.
- Переносные и передвижные электроприемники, вспомогательное оборудование к ним, в том числе иностранного производства, подлежащие обязательной сертификации, должны иметь российские сертификаты соответствия.
- Применять переносные и передвижные электроприемники допускается только в соответствии с их назначением, указанным в паспорте.
- Каждый переносной, передвижной электроприемник, элементы вспомогательного оборудования к ним должны иметь инвентарные номера.
- К работе с использованием переносного или передвижного электроприемника, требующего наличия у персонала групп по электробезопасности, допускаются работники, прошедшие инструктаж по охране труда и имеющие группу по электробезопасности.
— Подключение (отключение) к (от) электрической сети переносных и передвижных электроприемников при помощи втычных соединителей или штепсельных соединений, удовлетворяющих требованиям электробезопасности, разрешается выполнять персоналу, допущенного к работе с ними.
— Присоединение переносных, передвижных электроприемников, вспомогательного оборудования к ним к электрической сети с помощью разборных контактных соединений и отсоединение его от сети должен выполнять электротехнический персонал, имеющий группу 3, эксплуатирующий эту электрическую сеть.
Торговое оборудование и принципы его размещения в торговом зале ...
... оборудовании; 3.3 Расчёт необходимого количества торгового оборудования, требуемого магазину; 3.4 Показатели эффективности использования оборудования; 3.5 Мероприятия по повышению эффективности использования торгового оборудования. Данные вопросы будут подробнее рассказаны в данной курсовой работе ... одно- или двухъярусные, стационарные и передвижные. Кассовые кабины являются рабочим местом контролера ...
— Для поддержания исправного состояния, проведения периодических проверок переносных передвижных электроприемников, вспомогательного оборудования к ним распоряжением руководителя Потребителя должен быть назначен ответственный работник или работники, имеющие группу 3. Данные работники обязаны вести Журнал регистрации инвентарного учета, периодической проверки и ремонта переносных и передвижных электроприемников, вспомогательного оборудования к ним.
— Переносные и передвижные электроприемники, вспомогательное оборудование к ним должны подвергаться периодической проверке не реже одного раза в 6 месяцев. Результаты проверки работники, указанные в п.9, отражают в Журнале регистрации инвентарного учета, периодической проверки и ремонта переносных и передвижных электроприемников, вспомогательного оборудования к ним.
- В объем периодической проверки переносных и передвижных электроприемников, вспомогательного оборудования к ним входят:
- внешний осмотр;
- проверка работы на холостом ходу в течение не менее 5 минут;
- измерение сопротивления изоляции;
- проверка исправности цепи заземления электроприемников и вспомогательного оборудования классов 0,1 и 1.
— В процессе эксплуатации переносные, передвижные электроприемники, вспомогательное оборудование к ним должны подвергаться техническому обслуживанию, испытаниям и измерениям, планово-предупредительным ремонтам в соответствии с указаниями заводов-изготовителей, приведенными в документации на эти электроприемники и вспомогательное оборудование к ним.
— Ремонт переносных и передвижных электроприемников, вспомогательного оборудования к ним должен производиться специализированной организацией (подразделением).
После ремонта каждый переносной и передвижной электроприемник, вспомогательное оборудование должны быть подвергнуты испытаниям в соответствии с государственными стандартами, указаниями завода-изготовителя, нормами испытаний электрооборудования.
- Не разрешается эксплуатировать переносные и передвижные электроприемники класса 0 в особо неблагоприятных условиях, особо опасных помещениях и в помещениях с повышенной опасностью.
1.4 Требования к персоналу
Ремонт и эксплуатацию электроустановок должен осуществлять подготовленный электротехнический персонал. В данном вопросе рассматриваются требования ПТЭ к персоналу, имеющего право производить работы по монтажу, ремонту и эксплуатации рассматриваемого оборудования.
Электромонтер 3-го разряда должен уметь:
- обслуживать силовые и осветительные электроустановки со схемами включения средней сложности;
- выполнять несложные работы на ведомственных электростанциях и трансформаторных подстанциях с полным их отключением от напряжения;
- проводить оперативные переключения в электросетях, ревизию трансформаторов, выключателей, разъединителей и приводов к ним без разборки конструктивных элементов;
- регулировать нагрузку электрооборудования на обслуживаемом участке;
- проверять мегаомметром состояние изоляции и сопротивление электродвигателей, трансформаторов и кабельных сетей;
- выявлять и устранять неисправности и повреждения электроустановок;
- разделывать, сращивать, изолировать и паять провода напряжение выше 1000 В;
- обслуживать, устанавливать и включать электроизмерительные приборы и электросчетчики;
- обслуживать и производить ремонт электродвигателей мощностью до 100кВт, пускорегулирующей аппаратуры распределительных устройств напряжением до 1000 В;
- заряжать и обслуживать сложную осветительную арматуру (взрывонепроницаемую) с лампами накаливания и устанавливать люминесцентные светильники.
Электромонтер 3-го разряда должен знать: электродвигателей, генераторов, трансформаторов, аппаратуры распределительных устройств, электросетей и электроприборов, масляных выключателей, предохранителей, контакторов, аккумуляторов, статических конденсаторов, контроллеров, выпрямителей;
Измерительные трансформаторы напряжения. Измерительные трансформаторы ...
... их сечение – на большие токи. Измерительные трансформаторы делятся на трансформаторы тока и трансформаторы напряжения. Их применение дает возможность пользоваться одними и теми же приборами со стандартными пределами измерения для измерения самых различных напряжений и токов. Измерительный трансформатор тока ...
- правила и нормы испытания изоляции обмоток мегаомметром;
- приемы и способы сращивания и пайки проводов высокого напряжения;
- основные требования к релейной защите;
- приемы нахождения и устранения неисправностей в электросетях и электромашинах;
- принципы работы реостатов, автотрансформаторов, электроприводов с полуавтоматическим управлением;
- определение допустимых нагрузок на трансформаторы, электродвигатели, кабели и провода;
- устройство универсальных и специальных приспособлений, простых и средней сложности контрольно-измерительных приборов.
электрооборудование эксплуатация кабель электродвигатель
2.1 Выбор способа прокладки токопровода
Электропроводка должна соответствовать условиям окружающей среды, назначению и ценности сооружений, их конструкции и архитектурным особенностям. Электропроводка должна обеспечивать возможность легкого распознания по всей длине проводников по цветам:
- голубого цвета — для обозначения нулевого рабочего или среднего проводника электрической сети;
- двухцветной комбинации зелено-желтого цвета — для обозначения защитного или нулевого защитного проводника;
- двухцветной комбинации зелено-желтого цвета по всей длине с голубыми метками на концах линии, которые наносятся при монтаже — для обозначения совмещенного нулевого рабочего и нулевого защитного проводника;
- черного, коричневого, красного, фиолетового, серого, розового, белого, оранжевого, бирюзового цвета — для обозначения фазного проводника.
При выборе вида электропроводки и способа прокладки проводов и кабелей должны учитываться требования электробезопасности и пожарной безопасности.
В производственных нормальных помещениях допускается использование стальных труб и тросов открытых электропроводок, а также металлических корпусов открыто установленных токопроводов, металлических конструкций зданий, конструкций производственного назначения (например, фермы, колонны, подкрановые пути) и механизмов в качестве одного из рабочих проводников линии в сетях напряжением до 42 В. При этом должны быть обеспечены непрерывность и достаточная проводимость этих проводников, видимость и надежная сварка стыков.
При открытой прокладке защищенных проводов (кабелей) с оболочками из сгораемых материалов и незащищенных проводов расстояние в свету от провода (кабеля) до поверхности оснований, конструкций, деталей из сгораемых материалов должно составлять не менее 10 мм. При невозможности обеспечить указанное расстояние провод (кабель) следует отделять от поверхности слоем несгораемого материала, выступающим с каждой стороны провода (кабеля) не менее чем на 10 мм.
Реферат валы и оси техническая механика
... необходимы угловые отклонения осей. Опоры, на которых лежат шипы, называют подшипниками, а опоры пят – подпятниками. Диаметры посадочных поверхностей валов и осей под ступицы ... валы и оси. Коленчатые валы применяют для преобразования вращательного движения в возвратно-поступательное или наоборот, они совмещают функции вала и кривошипа. Гибкие валы состоят из нескольких плотно навитых на сердечник ...
При скрытой прокладке защищенных проводов (кабелей) с оболочками из сгораемых материалов и незащищенных проводов в закрытых нишах, в пустотах строительных конструкций (например, между стеной и облицовкой), в бороздах и т. п. с наличием сгораемых конструкций необходимо защищать провода и кабели сплошным слоем несгораемого материала со всех сторон.
Питание электрооборудования зерномета осуществляется гибким кабелем который подключается через разъемы к контактам силовых ящиков установленных непосредственно на стенах цехов.
2.2 Расчёт сечения кабелей
Для того чтобы определить и выбрать сечение кабеля, необходимо рассчитать расчетный ток.
Ток расчетный Iр, определяется по формуле, А:
![]() (1)
(1)
где Рн — номинальная мощность приёмника, кВт;
- Uн — номинальное напряжение, кВ;
- Cosφ — коэффициент активной мощности.
![]()
Далее определяем ток расчетный максимальный I р max определяется по формуле, А:
I р max =1,15*Iр (2)
где Iр — ток расчетный, А.
I р max =1,15*26,21=30,14
Выбираем марку кабеля ВВГ (4х4).
Применяем ближайшее минимальное наименьшее сечение и выписываем для него ток длительно допустимый, Iдд.
Iдд=35А.
Выбранное сечение проверяем по потери напряжения ΔU, В по формуле:
![]() (3)
(3)
где P — номинальная мощность приемника, Вт;
- L — длинна провода, м;
- Uн — напряжение, В;
Sн — сечение одной жилы, мм 2 ;
— удельная проводимость проводника;
- сosφ — коэффициент активной мощности.
![]()
Выбранное сечение проверяем по падению напряжения по формуле, %:
![]() (4)
(4)
![]()
,67%<5%.
Проверяем выбранное сечение по нагреву расчетным током по условию
![]()
>30,14
Коленчатый вал двигателя
... процесса восстановления вкладышей подшипников скольжения коленчатого вала дизеля Д100. дипломная работа, добавлен 08.12.2012 Описание возможных дефектов работы коленчатого вала. Особенности наиболее рациональных способов ... вала на изгиб галтели шеек вала специально упрочняют накаткой роликами. Шейки коленчатого вала дизелей типа Д49 азотируют для повышения износостойкости. Коленчатые валы дизелей ...
Кабель ВВГ (4*4), выбран верно, проверку нагрева расчётным током прошёл. Падение напряжения удовлетворяет условиям.
Проверка выполнена в программе «электрик v6.4»
ЗАДАНО
Род тока:3-х фазный, напряжение, В = 380
коэффициент мощности = 0,7
коэффициент полезного действия = 1
дополнительный коэффициент = 1
Потери напряжения, % = 5
Длина проводника, м = 50
прокладка кабелем из меди: 4х жил. в воздухе и в коробах, а также в лотках пучками
удельное сопротивление по меди, ом/м = 0,0175
Расчёт
мощность, кВт =12,7
сила тока, А =27,566
сечение проводника по длительному току, мм.кв =4
При длине проводника 50 м, номинальном напряжении 380 В и допустимой (установленной вами) потери напряжения 5 % ( или Text13 В ), напряжение на вашей нагрузки составит Text12 В, а сечение необходимое для этого напряжения составит 2,5 мм.кв. Для длительного допустимого тока вашей нагрузки в 27,566 А сечение составляет 4 мм.кв
Выбираем сечение по длительному току 4 мм.кв
диаметр проводника, мм =2,26
ток плавления проводника, А =271
3 Расчт и выбор аппаратов защиты
Расчет выполнен в программе «электрик v6.4» и представлен на рисунке 2, 3
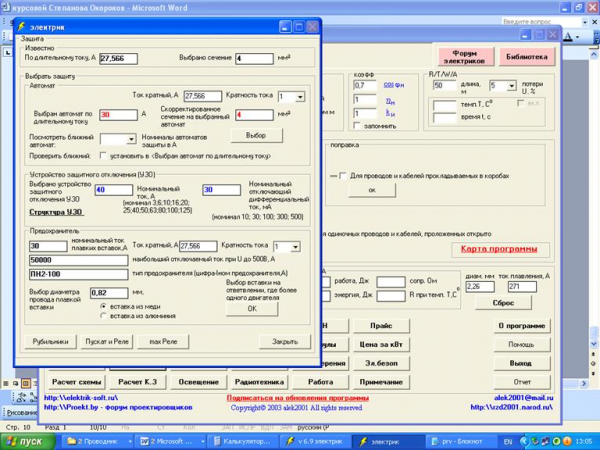
Рисунок 2 — Выбор аппарата защиты
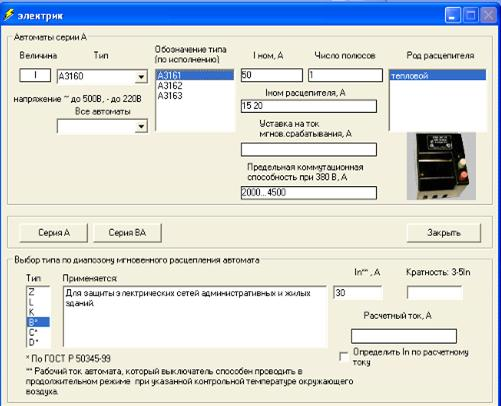
Рисунок 3 — Выбор типа аппарата защиты
4 Технология ремонта оборудования
Капитальный ремонт электрических машин и аппаратов на небольших предприятиях проводится на электроремонтных участках, а на больших предприятиях — в электроремонтных цехах. Электроремонтный цех крупного предприятия состоит из участков, специализированных для ремонта отдельных узлов и де талей; склада двигателей, поступивших в ремонт; склада отремонтированных двигателей; склада материалов; инструментальной кладовой; технического бюро и других служб, которые необходимы каждому производственному цеху. Состав участков следующий.
Участок разборки и дефектации. На участке проводят очистку двигателей, осмотр и предремонтные испытания. Дефектные двигатели разбирают, моют и проводят дефектацию. Участок оснащен испытательными стендами; верстаками и инструментом для разборки двигателей; ваннами для мойки деталей и узлов; печью или ваннами для подготовки обмотки к извлечению из сердечника; оборудованием для извлечения обмотки.
Участок укладки обмоток. На участке изготовляют обмотки и изоляцию; укладывают обмотки; собирают и паяют схемы; пропитывают обмотки. Участок оснащен намоточными станками; станками для резки изоляции; рабочими местами для укладки и пайки обмоток; ваннами и печами для пропитки и сушки обмоток.
Участок сборки и испытания машин. На участке собирают и испытывают машины. Он оснащен верстаками и приспособления ми для сборки, испытательными стендами для испытаний.
Участок ремонта аппаратуры. На участке проводят ремонт пускорегулирующей и другой аппаратуры. Он оснащен рабочими местами для разборки и сборки аппаратуры; намотки катушек; испытательными пультами.
Методы испытания изоляции
... трансформатора при пробое изоляции обмотки испытуемой машины. Рис. 6. Принципиальная схема установки для испытания изоляции электрических машин на ... минимально допустимого принимается r = 0,5 МОм. ^ Испытание проводят синусоидальным напряжением частотой 50 Гц от испытательного ... При проведении контрольных испытаний помещение считается пригодным для измерений шума по методу свободного поля, если ...
Разборка и дефектация асинхронных электродвигателей при ремонте.
В электроремонтных цехах предприятий капитальному ремонту с заменой обмотки подвергаются низковольтные электродвигатели, имеющие обмотку из круглого провода. Низковольтные двигатели с обмоткой из прямоугольного провода и высоковольтные двигатели ремонтируют с заменой обмоток в случае получения обмотки как запасной части. Изготовление высоковольтных обмоток или их восстановление в электроремонтных цехах не проводят, так как для этого требуется сложное оборудование и специальная технология, а количество ремонтируемых двигателей незначительное. В некоторых случаях при ремонте роторов с обмоткой из прямоугольных шин производят ее изготовление.
Дефектацию производят в процессе разборки машины и начинают с внешнего осмотра. Определяют наличие всех деталей; целостность лап, ребер охлаждения, коробки выводов и т. п. Затем проводят измерения биения вала, если это позволяет качество подшипников. Снимая с двигателя детали, определяют их пригодность для сборки. Снимая подшипниковый щит, определяют плотность его посадки на корпус и на наружную обойму подшипника. Осматривают его посадочные места, на которых не должно быть забоин, вмятин, поверхность должна быть чистой. На наружную поверхность подшипника шит должен надеваться туго. В машинах, имеющих щит и корпус из алюминия, после нескольких сборок может ослабнуть посадка подшипникового щита. Сняв подшипники с вала, осматривают шейки вала, которые должны иметь ровную поверхность и не быть изношенными. Вал не должен иметь искривлений, вмятин и забоев выводного конца. Отворачивая болты, определяют их качество и качество резьбовых отверстий, куда их заворачивают.
Затем проводят осмотр обмотки ротора. Короткозамкнутая алюминиевая обмотка не должна иметь следов расплавления, раковин; все лопатки должны быть целыми. Короткозамкнутая сварная обмотка не должна иметь обрыва стержней смещений в осевом направлении, прогибов, выступающих из активной части, изгибов концов стержней в направлении вращения ротора, волнообразного изгиба, расположенного на ребре короткозамыкающего кольца, цветов побежалости на короткозамыкающих кольцах.
После извлечения обмотки статора проводят дефектацию сердечника. Основные неисправности сердечников: ослабление прессовки, веер зубцов, оплавление отдельных участков, нарушение изоляции между листами, погнутость отдельных зубцов, ослабление посадки сердечника в корпус. Плотность прессовки определяют контрольным ножом, который вдвигают между листами сердечника. Плотность прессовки следует считать удовлетворительной, если при сильном нажатии на рукоятку ножа лезвие входит в сердечник не более чем на 2-3 мм. Остальные дефекты определяют, как правило, визуально. Результаты дефектации записывают в ведомость, по которой разрабатывается технология ремонта.
Механический ремонт деталей и узлов.
У валов электрических машин возможны следующие дефекты: повреждение выходного конца вала; износ шеек под подшипники; искривление оси; ослабление посадки сердечника; выработка шпоночных канавок. Износ посадочных поверхностей и задиры происходят при съеме напрессованных на вал деталей; из-за ослабления посадки в период эксплуатации, а также усилий, возникающих в процессе работы и износа подшипников. При небольшом количестве задиров и забоин выступающие места сошлифовывают. Если дефекты превышают 20 % посадочной поверхности, то вал ре монтируют, наплавляя металл электросваркой или методом металлизации.
ДИПЛОМНЫЙ ПРОЕКТ/РАБОТА Тема работы Технология ремонта линейной ...
... магистральном газопроводе. Цель работы: описать технологию ремонта линейной части магистрального газопровода с заменой изоляции, включая технологию очистки трубы от старой изоляции, контроль качества трубына дефекты, нанесение изоляции ... перевооружение и капитальный ремонт магистрально газопровода и объектов ... работы может применяться при ремонте трубопроводов со схожими условиями. Дипломная работа ...
При направлении электросваркой для уменьшения коробления вала наплавляемые валики располагают параллельно оси, и каждый последующий валик накладывают диаметрально противоположно предыдущему. Места, имеющие уступы, стачивают на конус для уменьшения возможных термических напряжений. После наварки вал обрабатывают на токарном станке и шлифуют. При обработке вала необходимо обеспечить соосность поверхности выходного конца вала, шеек под посадку подшипников и поверхности под посадку сердечника, а если наплавка производится с сердечником, то необходимо обеспечить соосность с наружной поверхностью сердечника.
Так как наружная поверхность сердечника не обрабатывается при установке ротора на станок, необходимо проверять ее радиальное биение. Несоосность поверхностей относительно оси вала должна быть не более 0,015-0,02 мм.
Искривление валов встречается обычно у электродвигателей малой мощности. Валы правят на гидравлических или винтовых прессах после выпрессовки из сердечника или без разборки. Вал устанавливают концами на призмы и с помощью индикатора определяют величину и направление прогиба. Располагая выпуклую часть вверх против штока пресса, производят правку за несколько приемов. После каждого нажима пресса индикатором контролируют биение и при его значении 0,05-0,1 мм правку прекращают.
В шпоночных соединениях изнашиваются шпонки и шпоночные пазы. Изношенные шпонки заменяют новыми. Разработанный шпоночный паз можно восстановить электродуговой сваркой и последующей механической обработкой. Можно перейти на больший размер шпонки с соответствующим изменением шпоночного паза на валу и ответной детали.
При изготовлении ступенчатой шпонки, шпоночный паз на ответной детали можно сохранить прежним. При необходимости может быть профрезерован новый шпоночный паз на валу со смещением его на четверть окружности относительно старого. Выбор способа восстановления зависит от возможностей ремонтного участка.
Роторы с ослабленной посадкой сердечника ремонтируют путем замены вала на новый или восстановлением посадочной поверхности. Посадочную поверхность увеличивают путем напыления или накатки. Шаг накатки выбирают в зависимости от диаметра вала. После накатывания первоначальный диаметр увеличивается на 0,25-0,5 мм. Накатанную поверхность шлифуют, выдерживая заданный размер.
Валы небольших размеров, имеющие серьезные дефекты, целесообразно заменять новыми, изготовленными в ремонтном цехе. После исправления дефектов и сборки роторы подвергают балансировке.
Корпуса электрических машин повреждаются относительно редко. Наиболее распространены следующие дефекты: отлом лапы у чугунной станины; износ или срыв резьбовых отверстий; износ посадочных мест под щиты; появление трещин. Приварку отломанных частей и заварку трещин производят электродуговой сваркой. Перед заваркой трещин деталь очищают от ржавчины и обезжиривают. На концах трещин засверливают отверстия, чтобы предотвратить их дальнейшее распространение. При толщи не треснувшей стенки более 5 мм зубилом скашивают кромки трещины по всей длине под углом 45-60 °. Для повышения качества заварки необходимо нагреть деталь до температуры 350- 600 °С; перед сваркой и после сварки ее следует медленно охладить.
Износ и срыв резьбы в крепежных отверстиях происходит при многократных сборках и разборках резьбовых соединений или чрезмерно больших моментах затяжки. В стальных корпусах гнезда с изношенной резьбой заваривают электродуговой сваркой, просверливают отверстие и нарезают резьбу того же диаметра. В чугунных или алюминиевых корпусах нарезают резьбу большого диаметра и устанавливают футорку с наружной и внутренней резьбой и стопорят ее штифтом или клеем. Резьбовое соединение со шпилькой можно отремонтировать, нарезав в корпусе резьбу большого диаметра и изготовив шпильку с двумя резьбами разного диаметра. В алюминиевых корпусах целесообразна замена болтов на шпильки с гайками. Шпильку стопорят в корпусе клеем, устанавливают втулку и заворачивают гайку. В этом случае износ соединения при сборке и разборке значительно уменьшается, так как происходит свинчивание двух стальных деталей.
В подшипниковых щитах может быть износ поверхности под посадку подшипника, поверхности посадки щита на корпус. При износе обеих поверхностей их можно восстановить металлизацией или наплавкой металла электросваркой. Механическую обработку обеих поверхностей проводят при одном установлении щита на станке, для того чтобы обеспечить минимальное биение между поверхностями. Ремонт поверхности под посадку подшипника можно осуществить запрессовкой стальной втулки в расточенное отверстие щита. Втулку крепят несколькими стопорными шпильками, которые раскернивают для предотвращения от самоотвиичивания. При механической обработке щит необходимо базировать на поверхность или выставлять при креплении по этой поверхности.
Износ посадочных поверхностей на валах, щитах, корпусах и других деталях можно восстанавливать нанесением герметика. Герметик выпускается в виде листов желтого цвета толщи ной до 5 мм. Материал стоек к воздействию воды, щелочи и масел, но растворим в растворителях — ацетоне, толуоле, бензоле, этил-бутилацетате. Он обладает хорошей адгезией к стали, чугуну, алюминиевым и медным сплавам. Для приготовления раствора герметик нарезают мелкими кусочками и помещают в посуду с растворителем на 24 ч. Посуду плотно закрывают и периодически взбалтывают. Вязкость готового раствора должна быть в пределах 33-34 с по вискозиметру ВЗ-4. Срок хранения раствора два-три года в плотно закрытой посуде и затемненном месте.
Для нанесения герметика необходимо зачистить поверхность и обезжирить ее ацетоном. К обезжиренной поверхности прикасаться руками запрещается. Герметик наносят кисточкой и сушат на воздухе не менее 20 мин. При необходимости увеличить слой герметик наносят несколько раз и после каждого раза сушат его на воздухе. Окончательную сушку проводят при температуре 140 °С в течение 2 часов. Герметик обладает хорошими виброгасящими свойствами.
Герметик не токсичен, но при сушке возможно выделение в небольших количествах замещенного фенола и аммиака, поэтому при работе необходимо пользоваться резиновыми перчатками и спецодеждой. Раствор герметика относится к легко воспламеняемым жидкостям.
При капитальном ремонте сердечники малых и средних машин не перешихтовывают, так как это не экономично и требует специального оборудования. Иногда перешихтовывают сердечники крупных электрических машин. После извлечения обмотки сердечники очищают от остатков изоляции, выравнивают и подбивают крайние листы. При сильном распушении крайних листов их склеивают лаком. В машинах средней мощности, имеющих высокие зубцы и нажимные пальцы, ослабление прессовки крайних листов можно устранить забивкой текстолитовых клиньев, имеющих примерную форму зубца и промазанных клеем. Чтобы клинья не выпали, их заглубляют ниже поверхности листов, а лист, лежащий рядом, отгибают. После установки клиньев поверхность сердечника покрывают изоляционным лаком.
После капитального ремонта электродвигателей переменного тока без замены обмоток проводят испытания обмоток напряжением промышленной частоты.
Ремонт обмоток фазных роторов.
Двигатели с фазным ротором предназначены для привода механизмов, требующих плавного регулирования частоты вращения вниз от номинальной, а также механизмов с особо тяжелыми условиями пуска. В серии А2 двигатели с фазным ротором вы пускались начиная с габарита 4 и выше, а в серии 4А выпускают, начиная с высоты оси вращения 160 мм и выше. В серии А2 обмотка роторов всыпная из круглого провода, многовитковая из прямоугольного провода и стержневая. В серии 4А обмотка выполняется всыпной или стержневой.
Ремонт всыпных обмоток роторов в некоторых приемах работы подобен ремонту всыпных обмоток статоров. Перед началом укладки ротор осматривают и производят изолировку нажимных шайб, обмоткодержателей и пазов. На шайбы накладывают два слоя изоляции в виде полосок, а обмоткодержатели обертывают не сколькими слоями ленты. В пазы укладывают пазовую изоляцию в виде простынок. Намотку катушечных групп производят на шаблоны. Порядок укладки катушек и заведение проводов в пазы такой же, как и у статоров. После укладки забивают клинья. Лобовые части роторов бандажируют, и ротор отправляют на пропитку.
Ремонт стержневой обмотки отличается от ремонта всыпной обмотки. Если стержневая обмотка на торцах сварена, то разобрать ее так, чтобы сохранить стержни для ремонта, нельзя. При сварке стержни на концах расплавляются и теряют свою форму. При ремонте таких роторов требуется новый комплект обмоток. Если стержневая обмотка на торцах пропаяна мягким припоем, то ее можно распаять, извлечь стержни и восстановить их.
Ротор с запаянными стержнями разбирают в следующем порядке. Горячим паяльником нагревают хомутики на концах стержней и снимают их. Таким образом распаивают ротор с двух сторон. Затем начинают выпрямлять стержни с одной стороны ротора, пользуясь двумя ключами. Ключ надевают на прямую часть стержня и удерживают его, а второй ключ надевают на лобовую часть и разгибают ее. Первые стержни нельзя разогнуть полностью, так как этому мешают лежащие рядом стержни; поэтому стержень разгибают только на расстояние, равное расстоянию между стержнями, второй — на двойное расстояние и т. п. Затем такими же приемами разгибают концы стержней, на которых были надеты соединительные хомутики. Стержни разгибают с одной стороны и извлекают из пазов с другой стороны. Извлечение стержней из пазов требует значительных усилий, поэтому его выполняют специальным приспособлением, которое закрепляется на валу хомутом и распоркой. Конец извлекаемого стержня закрепляют в зажиме, установленном на винте. При вращении гайки винт вытягивает стержень из паза сердечника. Таким образом разбирают верхний и нижний ряды.
Восстановление стержней состоит из операций снятия старой изоляции, зачистки концов от припоя, отжига, рихтовки, наложения новой изоляции. Отжиг необходим для снятия наклепа. Его проводят при температуре 350 °С и затем охлаждают стержни в воде.
На прямолинейную часть стержней наносят изоляцию в виде промазанной клеем простынки, которой туго обворачивают прямолинейную часть, а затем запекают. Лобовые части изолируют тентами. Необходимо ленты накладывать так, чтобы обеспечить хороший стык между простынкой и лентой.
Укладку стержней начинают с изоляции сердечника. На нажимные шайбы накладывают в два слоя полоски изоляции, а обмоткодержатели обертывают двумя слоями изоляции в виде полосок и закрепляют лентой. В паз устанавливают стеклотекстолитовую прокладку и электроизоляционный картон толщиной 0,13 мм для предохранения стержней при укладке. Стержни поступают на укладку с одной изогнутой лобовой частью. Перед заведением в пазы стержни натирают парафином для уменьшения усилия при заведении и сохранности изоляции. Сначала с торца заводят нижний ряд, осаживают его и накладывают временный бандаж на изогнутые концы. Затем делают гибку вторых концов с помощью двух ключей, используя те же приемы работы, что и при разгибании.
После гибки временный бандаж снимают, устанавливают изоляцию между слоями лобовых частей и бандажируют ее. В пазы между слоями помещают прокладку. Затем с другой стороны заводят стержни верхнего ряда. В каждый паз забивают пазовые клинья и изгибают лобовые части такими же приемами, как и стержни нижнего ряда. Верхние и нижние стержни соединяют хомутиками. К трем стержням нижнего ряда, являющимся началом фаз, хомутиками присоединяют три кабеля, которые выводят через три наклонных отверстия и центральное отверстие вала для соединения с контактными кольцами. Три верхних стержня, являющихся концами фаз, соединяют в звезду с нулевой шиной.
Для того чтобы не создавать неуравновешенности ротора, три выводных конца и соединение нулевых стержней располагают под углом 120°. При укладке следует учитывать, что стержни верхнего ряда имеют более длинные лобовые части, так как их укладывают по большему диаметру, чем нижние.
В собранном роторе выполняют пайку хомутиков (паяльником или в ванне), накладывают бандажи и отправляют на пропитку. При полной смене обмотки ротора ее испытывают напряжением промышленной частоты.
Ремонт обмоток короткозамкнутых роторов.
Обмотки короткозамкнутых роторов можно изготовить заливкой алюминия или сваркой стержней с короткозамыкающими кольцами. Литые короткозамкнутые обмотки повреждаются сравнительно редко. Наиболее характерный дефект литых обмоток — обрыв стержней в пазу — случается в результате некачественного литья. Такой дефект можно устранить только путем удаления старой обмотки и заливки новой. Эти операции требуют достаточно сложной оснастки, поэтому такой ремонт в ремонтных цехах не производят.
Короткозамкнутая сварная обмотка может иметь дефекты, описанные выше. В электроремонтных цехах можно устранить некоторые из них. Плотность посадки стержней в пазу проверяют, ударяя молотком по специально заточенному зубилу, рабочая часть которого входит в шлиц паза с небольшим зазором. Дребезжание и перемещение стержня свидетельствует о слабой посадке. Ослабленные стержни чеканят (расклепывают) по всей длине сердечника так, чтобы верхняя часть стержня плотно прилегала к стенкам паза. На середине сердечника стержень чеканят так, чтобы чеканка плотно держала стержень. Это необходимо для того, чтобы стержень при нагревании удлинялся в обе стороны сердечника, что уменьшает вероятность его повреждения при работе.
Трещины и обрывы проверяют, покрывая поверхность раствором мела в керосине. Керосин, проникая в узкие щели и затем выступая на просохшем меловом слое, позволяет выявить невидимые глазом трещины. Стержни с трещинами или обрывами на выступающих концах ремонтируют с помощью вставок, которыми заменяют часть стержня. Вставки пропаивают газовыми горелками.
Пропитка обмоток статоров и роторов.
Статоры, роторы, катушки аппаратов подвергают пропитке. Пропиткой принято называть процесс заполнения обмотки и ее изолировки специальными лаками или составами с последующей запечкой. В процессе пропитки воздушные включения и пустоты в обмотках и изоляции заполняются лаками, что приближает ее конструкцию к монолиту. Пропитку выполняют составами без растворителей или лаками на основе растворителей с содержанием пленкообразующих веществ от 30 до 70 % в зависимости от лака и технологии пропитки.
Пропитка цементирует витки обмоток, снижает механический износ изоляции, замедляет процессы теплового старения и увлажнения электроизоляционных материалов, так как она уменьшает площадь их соприкосновения с окружающей средой. При этом повышается электрическая прочность изоляции вследствие заполнения пор и капилляров обмотки лаками, имеющими более высокую электрическую прочность, чем воздух. Пропитка снижает превышение температуры обмоток, так как теплопроводность лаков намного выше теплопроводности воздуха. При выборе пропиточного лака учитывают класс нагревостойкости изоляции машины и применяемые электроизоляционные материалы для витковой и корпусной изоляции. В промышленности выбору лака для пропитки предшествует комплекс длительных исследований и испытаний систем «изоляция — лак». При ремонте возможности выбора изоляции и лака ограничены, поэтому можно привели примеры наиболее часто применяемых сочетаний. При пропитке обмоток из эмалированных проводов используют лаки марок МЛ-92, МГМ-8, КО-916к, КО-964Н, компаунды (составы без растворителей) КП-34, КП-103. Провода с волокнистой изоляцией допускают более широкий выбор пропиточного состава. Для них не представляет опасность высокая цементирующая способность пропиточного лака. Обмотки вращающихся частей при использовании проводов с волокнистой изоляцией пропитывают в компаундах, которые обеспечивают высокую цементацию, например компаунды типа КП, Б-ИД-9127.
Растворители лаков (ксилол, толуол) при сушке должны испариться и выделиться из обмоток в виде летучих, которые не обходимо нейтрализовать или рассеять в атмосфере. Поэтому участки пропитки с лаками, как правило, располагают в отдельных помещениях с хорошей приточно-вытяжной вентиляцией. На не больших ремонтных участках ванну для пропитки и сушильную печь можно располагать в общем технологическом потоке, но они должны быть снабжены достаточной вытяжной вентиляцией. Составы без растворителей при отверждении не выделяют вредных летучих, поэтому оборудование для пропитки и сушки можно располагать в общем помещении.
В промышленности используют несколько способов пропитки и сушки. В ремонтном деле на промышленных предприятиях находит применение в основном способ погружения, а в крупных ремонтных цехах способ вакуума и давления. Сущность способа погружения состоит в том, что пропитываемое изделие предварительно сушат, погружают в ванну с лаком, и лак под действием гидравлического давления и капиллярных сил проникает в обмотку, вытесняя воздух, содержащийся в пространстве между про водниками. Затем изделие извлекают из ванны и после стекания излишнего лака растворителем замывают места, где нахождение лака недопустимо, затем проводят сушку. Сушка включает в себя две стадии: удаление растворителя и термообработку смолы для ее отверждения. Способ погружения является гибким технологическим процессом, позволяющим на одном оборудовании пропитывать изделия различных размеров и конструкций.
Сущность способа вакуума и давления состоит в том, что изделие помещают в автоклав, создают вакуум и, сохраняя его, подают в автоклав лак. Когда уровень лака станет выше изделий, создают давление на поверхность лака. После снятия давления еще раз создают вакуум и только после этого извлекают изделие из автоклава. Отсутствие воздуха в изделии способствует глубокому проникновению лака в обмотку, а создание давления после того, как лак заполнит автоклав, способствует этому еще больше. Обмотка хорошо заполняется лаком. При таком способе пропитки можно использовать лаки с вязкостью 55-100 с. После пропитки создание вакуума приводит к испарению более половины летучих веществ и повышению вязкости лака. При этом лак становится настолько вязким, что практически не вытекает из обмотки после пропитки и во время сушки.
Использование более вязкого лака, чем при пропитке погружением, и повышение его вязкости сразупосле пропитки позволяет за одну пропитку внести в обмотку примерно столько же лака, сколько вносится при двухкратной пропитке погружением. Поэтому при способе вакуума и давления пропитку проводят только один раз.
Сборка асинхронных электродвигателей после ремонта.
Сборка — заключительный технологический процесс, при котором узлы и отдельные детали соединяются в готовое изделие. От правильно выбранного технологического процесса и качественного выполнения всех операций зависят энергетические и эксплуатационные показатели электрической машины — КПД, уровень вибраций и шума, надежность и долговечность.
Перед сборкой проводят балансировку роторов (якорей) и других вращающихся деталей. Балансировку проводят в случае, если ротор подвергается ремонту или при предремонтных испытаниях обнаружена повышенная вибрация.
В собранных роторах электрических машин вследствие не равномерного распределения масс главная ось инерции редко совпадает с осью вращения. Такие роторы называют неуравновешенными. Смещение оси инерции является результатом неточностей изготовления. В зависимости от взаимного расположения этих осей неуравновешенность разделяют на три вида: статическую, моментную и динамическую. Все три вида неуравновешенности вызывают вибрацию, которая разрушает подшипники, обмотку, ухудшает коммутацию и т. п. Частота вибрации равна частоте вращения ротора. Для устранения вредного влияния неуравновешенности вращающиеся детали подвергают балансировке.
Балансировка — это технологическая операция, в процессе которой находят значение неуравновешенной массы и ее расположение, а затем производят ее уравновешивание путем добавления грузов на легкие стороны или удаления части металла с тяжелых сторон. Нормы допустимой остаточной (после операции балансировки) неуравновешенности роторов и методы ее измерения регламентированы ГОСТом.
Для сборки необходимо провести следующие операции. Из комплектовочного отделения получить детали и узлы, прошедшие проверку, ремонт и испытания. Статор и ротор продуть сжатым воздухом. На статор установить и закрепить коробку выводов и присоединить выводные концы. Внутренние крышки подшипников протереть ветошью, заполнить внутреннюю полость на 2/3 смазкой и надеть на вал ротора. Посадочные места вала под подшипники протереть и смазать трансформаторным маслом. Подшипники нагреть в масляной ванне до 80-90 °С и установить их на шейке вала до упора ударами молотка по трубчатой оправке. Вложить в кольцевую канавку запорное пружинное кольцо. Ввести ротор в расточку статора, не допуская задевания ротора за обмотку статора. Ввернуть во внутренние крышки подшипников по одной технологической шпильке и установить первый подшипниковый щит со стороны, противоположной рабочему концу вала, ориентируя его по ввернутой шпильке и отметкам, нанесенным при разборке. Крышку подшипника протереть ветошью, заполнить внутреннюю полость на 2/3 смазкой, поставить на место и закрепить болтами, не затягивая их.
При наживлении первого болта внутреннюю крышку подшипника необходимо подтягивать к щиту за технологическую шпильку. После наживления болта технологическую шпильку надо вывернуть. Установить второй подшипниковый щит на подшипник, аналогично первому, и подать его вперед до упора в замок статора. Ввернуть болты, крепящие щиты, и подтянуть подшипниковые щиты, подавая их вперед легкими ударами молотка. Окончательно затянуть болты, при этом щиты должны без перекосов сомкнуться своими замками с замками на статоре. Вложить смазку в подшипник со стороны рабочего конца вала и в крышку подшипника, надеть ее и завернуть болты.
При наличии технической возможности замерить щупами воз душный зазор в четырех диаметрально противоположных точках. Установить на вал вентилятор, упирая оправкой в стальную втулку вентилятора (упирать в алюминиевую часть вентилятора запрещается) и запорное пружинное кольцо. Установить кожух вентилятора и закрепить его болтами. Проверить легкость вращения вала рукой, и двигатель следует передать для испытания.
Ремонт пускорегулирующей аппаратуры
Виды и причины повреждений пускорегулирующей аппаратуры
Пускорегулирующая аппаратура имеет следующие виды повреждений; чрезмерный нагрев катушек пускателей, контакторов и автоматов, межвитковые замыкания и замыкания на корпус катушек; чрезмерный нагрев и износ контактов; неудовлетворительная изоляция; механические неполадки.
Причина опасного перегрева катушек переменного тока — заклинивание якоря электромагнита в его разомкнутом положении и низкое напряжение питания катушек. При этом магнитная катушка потребляет больший ток, чем при втянутом якоре и нормальном напряжении, вследствие чего она быстро перегревается и выходит из строя.
Межвитковые замыкания могут произойти вследствие климатических воздействий на катушку повышенная влажность, резкие изменения температуры окружающей среды, наличие в ней вредных для изоляции примесей и т. п., а также вследствие плохой намотки катушек, особенно если витки, прилегающие к фланцам каркаса катушки, соскальзывают в расположенные ниже слои, вследствие чего возникают относительно большие разности напряжений, повреждающие межвитковую изоляцию. Межвитковые замыкания происходят главным образом в катушках переменного тока, так как у них межвитковые амплитудные напряжения больше, чем у катушек постоянного тока; кроме того, они подвержены усиленным сотрясениям от вибрирующего стального каркаса.
Замыкание на корпус происходит в случае неплотной посадки бескаркасной катушки на железном сердечнике; возникающие в системе вибрации приводят к перетиранию изоляции катушки и ее отводов, вследствие чего происходит замыкание на заземленный стальной корпус аппарата.
На нагрев контактов влияют токовая нагрузка, давление, размеры и раствор контактов, а также условия охлаждения и окисление их поверхности, механические дефекты в контактной системе. При сильном нагреве контактов повышается температура соседних частей аппарата и, как следствие, разрушается изоляционный материал. При неблагоприятных условиях гашения электрической дуги контакты окисляются. На соприкасающихся поверхностях образуется плохо проводящий слой.
Износ контактов зависит от силы тока, напряжения и продолжительности горения электрической дуги между контактами, частоты и продолжительности включений, качества и твердости материала. Установлено, что в пределах твердости НВ 30-90 (по Бринеллю) интенсивность обгорания резко убывает, а при более высокой твердости снижается незначительно, поэтому упрочнять материал контактов свыше указанного предела нецелесообразно.
На степень обгорания влияет форма и размер контактов. При слишком большой ширине контактов (более 30 мм) боковая составляющая тока и магнитное поле в контакте сильно увеличиваются, электрическая дуга «вторгается» в стенку дугогасительной камеры и остается в этом положении, разрушая контакты и стенки камеры.
Неисправность изоляции проявляется в виде образования на ее поверхности токов утечки (пробои изоляции очень редки), поэтому необходимо защищать ее от скопления грязи и пыли. Большая часть всех неисправностей вызывается увлажнением изоляции и ее нарушением во время строительно-монтажных работ и транспортировки.
Механические неполадки в аппаратах возникают в результате образования ржавчины, механических поломок осей, пружин, подшипников и других конструктивных элементов. Механические неполадки, вызванные износом или усталостными явлениями, происходят из-за плохой смазки подвижных частей, скапливания влаги, применения в конструкциях, работающих на удар, материалов либо очень хрупких, либо мягких.
5 Приспособления и инструменты для ремонта электрооборудования
Правильно организованное инструментальное хозяйство обеспечивает нормальный ход и бесперебойность ремонтных работ. Инструмент, приспособления и механизмы должны быть заблаговременно подготовлены по номенклатуре, техническим данным и в соответствующем количестве в зависимости от размеров, конструкции и исполнения ремонтируемых машин. Измерительные инструменты — микрометры, штангельциркули, микрометрические штихмассы, уровни валовые и гидростатические, группы для измерения воздушных зазоров, индикаторы часовые, пластинчатые щупы для измерения воздушных зазоров, плоскостями полумуфт, динамометры пружинные, рулетки стальные, металлическая линейка, линейки проверочные стальные длинные.
Микрометрами измеряют длины и наружные диаметры размером до 1000 мм, штангенциркулями — длины деталей машин диаметры отверстий размером до 2000 мм, штихмассами — внутренние диаметры (полумуфт, статоров) или расстояние между двумя поверхностями.
Валовый уровень — мерительный инструмент применяемый при центровке валов и установке вала первой из машин агрегата в нормальное положение. Специальная форма выемки в основании уровня сделана для того, чтобы он мог устойчиво удерживаться на цилиндрической поверхности вала. Уровнем определяется прогиб вала и производится его установка в положение с определенным уклоном ее шеек в подшипниках. Радиальное биение сердечника ротора относительно шеек вала проверяется индикатором. Гидростатический уровень предназначен для грубой установки и выверки подшипников в горизонтальной плоскости, состоит из двух стеклянных трубок с крышками и соединительной резиновой трубкой, длина которой зависит от расстояния между измеряемыми плоскостями.
Такелажные приспособления — канаты стальные и пеньковые, стропы, коуши и зажимы, коромысла, салазки с катками, съемники для снятия шкивов и полумуфт, съемники для снятия шарикоподшипников.
Приспособления и механизмы приспособления для выемки и заводки ротора, для снятия и насадки муфт, шкивов, подшипников качения для подъема конца вала на несколько миллиметров для центровки валов (центровочные скобы, приспособления с лентой и магнитами), пневмоинструменты (бучарда, молотки), механизмы для шлифовки, проточки и продороживания коллекторов, меха, пылесос, пулевелизатор, станок для притирки щеток, электрические паяльники, слесарные ножницы по металлу, клиновые домкраты для регулирования высоты рам.
Такелажные механизмы — лебедки, тали, блоки, домкраты винтовые, реечные, гидравлические.
Материалы и инструменты для такелажных работ — шпалы, брусья, доски, трубы стальные (катки), кувалды, молотки, пилы, топоры, буравы, зубила, ломы.
2.6 Последовательность испытания оборудования после ремонта
Силовые кабельные линии
Объем испытаний представлен в таблице 1
Таблица 1 — Испытание силовых кабельных линий
|
Наименование испытания |
Вид испытания |
Нормы испытания |
Указания |
|||||
|
1. Определение целостности жил и фазировки |
К, Т |
Все жилы должны быть целыми и сфазированными |
Производится после окончания монтажа, перемонтажа муфт или отсоединения жил кабеля |
|||||
|
2. Измерение сопротивления изоляции |
К, Т, М |
Сопротивление изоляции силовых кабелей напряжением до 1000 В должно быть не ниже 0,5 Мом. У силовых кабелей напряжением выше 1000 В сопротивление изоляции не нормируется |
Производится мегаомметром на напряжение 2500 В течение 1 мин |
|||||
|
3 Испытание повышенным выпрямленным напряжением |
К, Т, М |
Испытательные напряжения принимаются в соответствии с с учетом местных условий работы силовых кабельных линий Длительность приложения испытательного напряжения: для кабелей на напряжение до 35 кВ с бумажной и пластмассовой изоляцией при приемо-сдаточных испытаниях — 10 мин, а в процессе эксплуатации — 5 мин; кабелей на напряжение 3-10 кВ с резиновой изоляцией — 5 мин; для кабелей на напряжение 110-220 кВ — 15 мин Допустимые токи утечки и значения коэффициента несимметрии при измерении тока Могут не проводиться испытания: двух параллельных кабелей длиной до 60 м, которые являются выводами линии из ТП и РП |
Периодичность испытания кабелей на напряжение до35 кВ — 1 раз в год в течение первых 5 лет эксплуатации, а в дальнейшем: 1 раз в 2 года для кабельных линий, у которых в течение первых 5 лет не наблюдалось пробоев при испытаниях и в эксплуатации 1 раз в год, если в этот период отмечались пробои изоляции 1 раз в 3 года для кабельных линий на закрытых территориях (подстанции, заводы и др.); во время ремонтов оборудования для кабелей, присоединенных к агрегатам и кабельных перемычек напряжением 6-10 кВ между сборными шинами и трансформаторами в |
|||||
|
кабелей со сроком эксплуатации более 15 лет, на которых удельное число пробоев составляет более 30 на100 км в год кабелей, подлежащих выводу из эксплуатации в ближайшие 5 лет Кабели с резиновой изоляцией на напряжение до 1000 В испытаниям повышенным выпрямленным напряжением не подвергаются |
распределительных устройствах Кабели на напряжение 110-220 кВ испытываются через 3 года после ввода в эксплуатацию и в дальнейшем 1 раз в 5 лет Рекомендуется производить измерение сопротивления изоляции кабелей на напряжение выше 1000 В до и после испытания повышенным напряжением |
|||||||
|
4. Контроль заземлений |
К |
Производится в соответствии с указаниями раздела 26 В эксплуатации целостность металлической связи между заземлителями кабельных линий на напряжение 110-220 кВ и нейтралью трансформаторов проверяется 1 раз в 5 лет |
Производится у металлических концевых муфт и заделок кабелей напряжением выше 1000 В, а у кабелей напряжением 110-220 кВ — также у металлических конструкций кабельных колодцев и подпиточных пунктов |
|||||
|
5. Измерение токо распределения по одножильным кабелям |
К |
Неравномерность распределения токов на кабелях должна быть не более 10% (особенно если это приводит к перегрузке отдельных фаз) |
— |
|||||
|
6. Измерение температуры кабелей |
М |
Температура кабелей должна быть не выше допустимых значений |
Производится по местным инструкциям на участках трассы, где имеется опасность перегрева кабелей |
|||||
Предохранители
Объем испытаний представлен в таблице 2
Таблица 2 — Испытание предохранителей
|
Наименование испытания |
Вид испытания |
Нормы испытания |
Указания |
|
1. Испытание опорной изоляции предохранителей повышенным напряжением промышленной частоты |
К |
Испытательное напряжение должно соответствовать данным |
Допускается производить совместно с испытанием изоляторов ошиновки ячеек |
|
2. Проверка целостности плавкой вставки |
К |
Целостность плавкой вставки проверяется омметром; наличие маркировки со значением номинального тока плавкой вставки |
Значение номинального тока плавкой вставки должно соответствовать проектным данным |
|
3. Измерение сопротивления постоянному току токоведущей части патрона выхлопного предохранителя |
К |
Измеренное значение сопротивления должно соответствовать значению номинального тока по маркировке на патроне |
Проводится при наличии соответствующих данных в инструкции завода-изготовителя |
|
4. Измерение контактного нажатия в разъемных контактах предохранителя |
К |
Измеренное значение должно соответствовать заводским данным |
|
|
5. Проверка состояния дугогасительной части патрона выхлопного предохранителя |
К |
Измеряется внутренний диаметр дугогасительной части патрона предохранителя-разъединителя. Измеренное значение диаметра должно соответствовать заводским данным |
|
|
7. Тепловизионный контроль |
М |
Производится в соответствии с установленными нормами и инструкциями заводов-изготовителей. |
Электродвигатели переменного тока
Объем испытаний представлен в таблице 3
Таблица 3 — Испытание электродвигателей переменного тока
|
Наименование испытания |
Нормы испытания |
Указания |
||||
|
1. Измерение сопротивления изоляции: |
У электродвигателей мощностью более 5 МВт измерения производятся в соответствии с установленными нормами и инструкциями заводов-изготовителей |
Сопротивление изоляции измеряется мегаомметром на напряжение: 500 В — у электродвигателей напряжением до 500 В 1000 В — у электродвигателей напряжением до 1000В 2500 В — у электродвигателей напряжением выше 1000 В |
||||
|
1) обмоток статора, у электродвигателей на напряжение до1000 В |
К, Т |
Сопротивление изоляции обмоток должно быть не менее 1 МОм при температуре 10-30°С, а при температуре 60°С — 0,5 МОм |
Значения сопротивлений относятся ко всем видам изоляции |
|||
|
2) коэффициент абсорбции (отношение R 60 /R15 ) обмоток статора электродвигателей напряжением выше 1000 В |
К, Т |
Значение R 60 /R15 должно быть не ниже 1,3 у электро-двигателей с термореактивной изоляцией и не ниже 1,2 у электродвигателей с микалентной компаундированной изоляцией |
Производится мегаомметром на напряжение 2500 В для электродвигателей мощностью от 1 до 5 МВт, а также меньшей мощности для электродвигателей наружной установки с микалентной компаундированной изоляцией |
|||
|
3) обмоток ротора |
К, Т |
Сопротивление изоляции должно быть не менее 0,2 МОм |
Производится у синхронных электродвигателей и асинхронных электродвигателей с фазным ротором напряжением 3 кВ и выше или мощностью более 1 МВт мегаомметром на напряжение 1000 В (допускается 500 В) |
|||
|
4) термоиндикаторов с соединительными проводами |
К |
Не нормируется |
Производится мегаомметром на напряжение 250 В |
|||
|
5) подшипников |
К |
Не нормируется |
Производится у электродвигателей напряжением 3 кВ и выше, подшипники которых имеют изоляцию относительно корпуса, производятся относительно фундаментной плиты при полностью собранных маслопроводах мегаомметром на напряжение 1000 В при ремонтах с выемкой ротора |
|||
|
2. Оценка состояния изоляции обмоток электродвигателей перед включением |
К |
Электродвигатели включаются без сушки, если значения сопротивления изоляции обмоток и коэффициента абсорбции не ниже значений, приведенных в п.23.1. |
||||
|
3. Испытание повышенным напряжением промышленной частоты |
К |
По решению технического руководителя Потребителя испытание электродвигателей напряжением до 1000 В может не производиться |
||||
|
4. Измерение сопротивления постоянному току: |
К |
|||||
|
1) обмоток статора и ротора; |
Измеренные значения сопротивлений различных фаз обмоток, приведенные к одинаковой температуре, не должны отличаться друг от друга и от исходных данных более чем на ±2% |
Производится у электродвигателей напряжением 3 кВ и выше, сопротивление обмотки ротора измеряется у синхронных двигателей и электродвигателей с фазным ротором |
||||
|
2) реостатов и пускорегулировочных резисторов |
Сопротивление не должно отличаться от исходных значений более чем на ±10% |
У электродвигателей напряже ние 3 кВ и выше производится на всех ответвлениях. У остальных измеряется общее сопротивление реостатов и пусковых резисторов и проверяется целостность отпаек |
||||
|
5. Измерение зазоров между сталью ротора и статора |
К |
У электродвигателей мощностью 1000 кВт и более, у всех электродвигателей ответственных механизмов, а также у электродвигателей с выносными подшипниками скольжения размеры воздушных зазоров в точках, расположенных по окружности ротора и сдвинутых относительно друг друга на угол 90°, или в точках, специально предусмотренных при изготовлении электродвигателя, не должны отличаться более чем на 10% от среднего размера |
Производится, если позволяет конструкция электродвигателя |
|||
|
6. Измерение зазоров в подшипниках скольжения |
К |
Увеличение зазоров в подшипниках скольжения сверх значений,указывает на необходимость перезаливки вкладыша |
— |
|||
|
7. Проверка электродвигателя на холостом ходу или с ненагруженным механизмом |
К |
Ток холостого хода не должен отличаться более чем на 10% от значения, указанного в каталоге или в инструкции завода изготовителя. Продолжительность испытания — 1 час |
Производится у электродвигателей напряжением 3 кВ и выше и мощностью 100 кВт и более |
|||
|
8. Измерение вибрации подшипников электродвигателя |
К, М |
Вертикальная и поперечная составляющая вибрации, измеренные на подшипниках электродвигателей, сочлененных с механизмами, не должна превышать значений, указанных в заводских инструкциях. |
Производится у электродвигателей напряжением 3 кВ и выше и электродвигателей ответственных механизмов |
|||
|
9. Измерение разбега ротора в осевом направлении |
К |
Не выше 4 мм, если в заводской инструкции не установлена другая норма |
Производится у электродвигателей, имеющих подшипники скольжения, ответственных механизмов или в случае выемки ротора |
|||
|
10. Проверка работы электродвигателя под нагрузкой |
К |
Производится при нагрузке электродвигателя не менее 50% номинальной |
Производится у электродвигателей напряжением выше 1000 В |
|||
|
11. Гидравлические испытания воздухоохладителя |
К |
Производится избыточным давлением 0,2-0,25 МПа (2-2,5 кгс/см 2 ), если отсутствуют другие указания завода-изготовителя |
Продолжительность испытания — 5-10 мин |
|||
|
12. Проверка исправности стержней короткозамкнутого ротора |
К |
Стержни короткозамкнутых электродвигателей должны быть целыми |
||||
|
13. Испытание возбудителей |
Производится у синхронных электродвигателей в соответствии с требованиями заводских инструкций |
|||||
Электроустановки, аппараты, вторичные цепи напряжением до 1000 В
Объем испытаний представлен в таблице 4
Таблица 4 — Испытание электродвигателей переменного тока
|
Наименование испытания |
Вид испытания |
Нормы испытания |
Указания |
|
|
1. Проверка наличия цепи между заземленными установками и элементами заземленной установки |
К, Т, М |
Не должно быть обрывов и неудовлетворительных контактов. Переходное сопротивление контактов должно быть не выше 0,05 Ом |
Проверяется непосредственным измерением тока однофазного короткого замыкания с помощью специальных приборов или измерением полного сопротивления петли фаза-нуль с последующим определением тока короткого замыкания У электроустановок, присоединенных к одному щитку и находящихся в пределах одного помещения, допускается производить измерения только на одной, самой удаленной от точки питания установке У светильников наружного освещения проверяется срабатывание защиты только на самых дальних светильниках каждой линии Проверку срабатывания защиты групповых линий различных приемников допускается производить на штепсельных розетках с защитным контактом |
|
|
2. Проверка действия расцепителей |
К |
Пределы работы расцепителей должны соответствовать заводским данным |
Производится на установках, срабатывание защиты которых проверено |
|
|
3. Проверка устройств защитного отключения |
М |
Производится путем нажатия на кнопку «Т» (тест), включенного в сеть устройства |
— |
|
|
4. Проверка работы контакторов и автоматов при пониженном и номинальном напряжении оперативного тока |
К |
Производится не реже 1 раза в квартал |
||
|
5. Проверка фрази-ровки распределитель -ных устройств напря-жением до 1000 В |
К |
Должно иметь место совпадение по фазам |
— |
|
|
6. Измерение напряжений прикосновения и шага |
К |
В системе с заземленной нейтралью при однофазном коротком замыкании напряжение прикосновения и шага не должно превышать 50 В, если для конкретных помещений не установлены другие значения |
— |
|
|
7. Проверка главной заземляющей шины (ГЗШ) |
К, Т |
Проверка затяжки болтовых и целостность сварных контактных соединений |
Измерение производится в животноводческих комплексах, банях с электронагревателями и на других объектах, где в целях предотвращения электротравматизма выполнено уравнивание и выравнивание потенциалов |
|
2.7 Разработка технической документации на проект
Документация по ремонтам. Основными документами служат графики плоново-предупредительных ремонтов — годовой и месячный. По ним составляют календарный план ремонтов. При ремонте крупного оборудования на основании ведомости дефектов составляют технические ведомости объема работ и испытаний по формам, рекомендуемым заводами изготовителями. Приемку таких работ оформляют актом.
3 Охрана труда
1 Мероприятия по технике безопасности при ремонте
При проведении ремонта электрических машин необходимо соблюдать правила техники безопасности. Все тяжелые машины или их узлы и детали перемещать только при помощи специальных подъемно-транспортных средств. При разборочно-сборочных работах использовать переносные лампы на напряжение не выше 36 В и обязательно с защитной сеткой, при этом работать в рукавицах.
В местах, где промывают детали электрических машин при помощи керосина или других легковоспламеняющихся веществ, необходимо особенно строго соблюдать правила пожарной безопасности. Особенно пожароопасны отделения пропитки и сушки обмоток электрических машин, где используются пожаро- и взрывоопасные вещества.
Такое же строгое соблюдение правил безопасности необходимо при сварочных работах, соединении обмоток электрических машин, заваривании трещин, заточке инструмента, приготовлении припоев, приготовлении катушек со стеклянной изоляцией и т. п.
При ремонте приходится проводить межоперационный контроль обмоток электрических машин, а также контрольные испытания с использованием установок напряжением 2 — 3 кВ и выше. В этом случае необходимо соблюдать соответствующие правила техники безопасности. В частности, испытания изоляции машин может проводить работник лишь с III и IV группой по технике безопасности, а в некоторых случаях эти испытания проводят два человека.
3.2 Расчет шагового напряжения
Расчет выполнен в программе «электрик v6.4» и представлен на рисунке 4
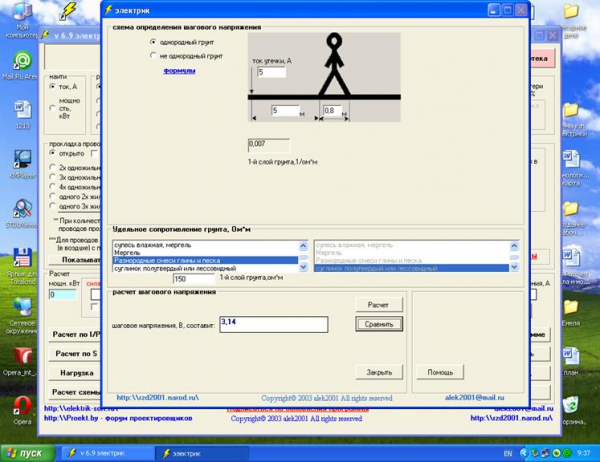
Рисунок 4 — расчет шагового напряжения
Литература
[Электронный ресурс]//URL: https://inzhpro.ru/kursovaya/tehnicheskaya-ekspluatatsiya-elektrooborudovaniya/
1. Акимова Н.A. Монтаж, техническая эксплуатация и ремонт электрического и электромеханического оборудования : учеб пособие для стул. сред, ироф. образования / Н.А.Акимова, Н.Ф. Котел енец, Н.И.Сентюри-хин ; под обш. ред. Н.Ф.Котелемца. — 5-е изд., перераб. и доп. — М. : Издательский центр «Академия», 2008. — 304 с.
- Антонов М.В., Акимова Н.А., Котеленец Н.Ф. Эксплуатация и ремонт электрических машин: Учеб. пособие для вузов. — М.: Высш. шк.. 1989. — 192 с.
- Бондарь Е.С., Кравиевнч В.Я..
Современные бытовые электроприборы и машины. — М.: Машиностроение. 1987. — 224 с.
- Зюзин А. Ф. Монтаж, эксплуатация и ремонт электрооборудования промышленных предприятий и установок: Учеб. для учащихся электротехнических спец. техникумов.- 3-е изд., перераб. и доп.- М.: Высш. шк., 1986.- 415 с.
- Правила технической эксплуатации электроустановок потребителей.
Правила техники безопасности при эксплуатации электроустановок потребителей. — 4-е изд. — М.: Энергоатомиздат. 1989. — 431 с.
— Сибикин Ю.Д. Техническое обслуживание, ремонт электрооборудования и сетей промышленных предприятий: Учеб. для нач. проф. образования: Учеб. пособие для сред. проф. образования / Ю.Д.Сибикин, М.Ю.Сибикин. — М: Издательский центр «Академия», 2004. -432 с.