
Картоном называют твердый листовой или рулонный материал толщиной от 0,3 до 5 мм, вырабатываемый из волокнистой массы. Сырьем для изготовления картона служит, главным образом, термомеханическая древесная масса, полуцеллюлоза, небеленая целлюлоза, макулатура. Применяются также синтетические и минеральные волокна. Картон представляет собой композиционный материал сложного состава с анизотропией свойств по всем направлениям: длине, ширине и толщине.
Чёткой границы между бумагой и картоном нет. Согласно ГОСТ <https://ru.wikipedia.org/wiki/%D0%93%D0%9E%D0%A1%D0%A2>, бумагой называется «материал с массой квадратного метра до 250 г, состоящий преимущественно из растительных волокон <https://ru.wikipedia.org/wiki/%D0%92%D0%BE%D0%BB%D0%BE%D0%BA%D0%BD%D0%BE>, связанных между собой силами поверхностного сцепления, в котором могут содержаться проклеивающие вещества, минеральные наполнители, химические и натуральные волокна, пигменты и красители». Картоном, в свою очередь, называют «материал, состоящий преимущественно из растительных волокон, отличающийся от бумаги большей толщиной и массой квадратного метра». Большинство специалистов считают картоном бумагу толщиной свыше 0,2 мм или любую многослойную бумагу.
Картон бывает однослойным и многослойным. Внутренние слои многослойного картона обычно отливают из более дешёвых композиций, наружные слои — из более прочного и дорогого волокна.
По сфере применения различают три вида картона:
- упаковочные;
- полиграфические;
- дизайнерские.
Упаковочный картон применяется для изготовления тары и упаковки, что определяет основные требования к материалу: высокая жёсткость, каркасность, барьерные свойства, прочность.
Полиграфический картон используется для производства многоцветной продукции, требующей высокого качества печати: папки, брошюры, дорогая подарочная упаковка и т. д. Этот тип картона не должен обладать такой жёсткостью, как упаковочный. В первую очередь он отличается высоким качеством печати, благодаря наружному мелованному слою или двустороннему мелованию.
Дизайнерский картон применяется для создания имиджевой и презентационной продукции, элитной упаковки, каталогов, книг и журналов, поэтому для его производства используют самые дорогие сорта сырья. Такой картон отличается разнообразием фактуры и широкой цветовой палитрой.
1. Классификация картонной тары
Тара служит основным средством для обеспечения сохранности производимой продукции в процессе ее транспортирования, хранения и потребления.
Методы и приемы выполнения технологических операций при работе ...
... материалы. Оборудование для работы бумагой и картоном на уроках технологии: основное конечно бумага и картон, ... по обработке бумаги и картона положена ... бумага, как древесина и ткань, является волокнистым материалом; учатся определять направление волокон в бумаге, ... Бумага и картон — самые доступные материалы. Сортов бумаги очень много. Они отличаются друг от друга прочностью и плотностью, толщиной, ...
В настоящее время применяются следующие классификационные группировки тары.
По признаку функционального назначения: транспортная и потребительская тара. Транспортная тара образует самостоятельную транспортную единицу или часть укрупненной транспортной единицы. Потребительская тара поступает к потребителю с продукцией и не представляет собой самостоятельной транспортной единицы. Необходимо отметить, что четкого разграничения между двумя этими функциональными группировками тары не существует. В ряде случаев потребительская тара одновременно служит и транспортной тарой и наоборот — транспортная тара выполняет функции потребительской тары.
По оборачиваемости тара может быть разовой (однократного использования), возвратной (повторно используемой) и многооборотной (предназначена для многократного использования).
Картонная и бумажная тара относятся в основном к таре разовой и частично возвратной.
По степени жесткости тара бывает жесткой и мягкой. К жесткой таре относятся картонные барабаны и картонные ящики, тара из бумажного литья. К мягкой таре относятся бумажные мешки.
По конструктивным особенностям — неразборная, разборная, складная, разборно-складная. К неразборной таре относятся картонные барабаны, отдельные конструкции картонных ящиков и лотков; к складной большинство конструкций картонных ящиков и лотков; к разборно-складной относятся конструкции картонной тары, состоящие из складных картонных ящиков и различных дополнительных деталей в виде решеток, перегородок, вкладышей, обечаек и других дополнительных деталей.
Классификация картонной и бумажной тары производится по конструктивному признаку и виду материала и включает в себя следующие основные группы: ящики из гофрированного картона, ящики из сплошного склеенного картона, лотки картонные, барабаны картонные, мешки бумажные, тара из бумажного литья, поддоны картонные, контейнеры картонные, прокладки, амортизаторы, перегородки.
Тара из гофрированного картона разделяется на следующие основные функциональные группы: ящики, лотки, барабаны, поддоны, контейнеры, прокладки, обечайки, вкладыши, перегородки и др.
Ящики картонные. По виду применяемого материала разделяются на две группы: ящики из гофрированного и из сплошного склеенного картона. Наиболее распространенной и перспективной является группа ящиков из гофрированного картона.
Ящики картонные являются наиболее массовой продукцией и по конструкциям составляют самую большую разновидность.
Ящики из гофрированного картона можно разграничить на следующие основные конструкционные группы: складные с четырехклапанным дном и крышкой; складные с четырехклапанным дном и съемной клапанной крышкой (телескопического чипа); футлярного типа; со сплошным дном и съемной крышкой; оберточного типа; комбинированные.
Картонные лотки. По конструкциям разделяются на следующие группы: складные из одной заготовки; складные из двух и более заготовок; нескладные; комбинированные.
Барабаны из гофрированного картона. Предназначены для перевозки предметов цилиндрической формы (рулоны пленки, индикаторная бумага, специальный провод и др.) и имеют боковую стенку в виде многогранника.
Роль тары и упаковки в торгово-технологическом процессе
... товаров в мелкую, удобную для потребителей тару облегчает и ускоряет процесс продажи, способствуя повышению производительности труда торговых работников, улучшает показатели работы магазинов, повышая культуру торгового обслуживания. 1.1 Сущность тары и упаковки и их виды тара упаковка ...
По конструкции барабаны картонные разделяются на две группы: из одной заготовки с клапанным дном и крышкой; из многогранной обечайки и торцевыми крышками из картона; комбинированные.
Барабаны картонные навивные. Предназначаются для упаковки широкой номенклатуры продукции. По своим конструктивным особенностям картонные барабаны разделяются на два основных вида: картонные с картонным дном и крышкой; картонные, усиленные металлическим обручем с различной конструкцией дна и крышки.
По конструкциям картонные барабаны можно разбить на следующие группы: картонные с крышкой и дном из бумажного литья; картонные со штампованными дном и крышкой, пришитыми к корпусу; картонные со сборным дном и крышкой, одеваемыми внахлобучку; картонные с закатным дном и крышкой; картонные с закатным дном и съемной лепестковой крышкой; картонные с закатным дном и съемной крышкой с затяжным кольцом; картонные со стяжными крышками; картонные с закатным металлическим дном и крышкой.
Мешки бумажные. Применяются для широкой номенклатуры сыпучей продукции. Кроме того, в мешки бумажные упаковываются и штучные изделия (газеты, изоляционные изделия, стиральный порошок, бутылки).
В зависимости от способа изготовления и конструкции мешки бумажные разделяются на следующие основные виды: открытые сшитые; склеенные с прямым отрубом трубки; склеенные со ступенчатым отрубом трубки; закрытые сшитые; склеенные с прямым отрубом трубки; склеенные со ступенчатым отрубом трубки.
Особенности построения горловины — открытая или закрытая с клапаном, определяют выбор оборудования предприятий-изготовителей, а также оборудование и технологические процессы упаковочных цехов, предприятий-потребителей и соответственно технологические процессы изготовления мешков и загрузки их продукцией.
Особенности заделки дна и горловины — на клею или сшитые, определяют эксплуатационные качества мешков, технологию и оборудование предприятий-изготовителей.
Особенности отруба трубки при изготовлении мешка — прямой или ступенчатый, определяют прочностные показатели мешков, технологию и оборудование предприятий-изготовителей.
Следующим основным признаком, определяющим физико-химические свойства и назначение мешков, является техническая характеристика бумаги, из которой они изготовлены.
В государственных стандартах, в технической и исследовательской документации характеристика бумаги различных комбинаций слоев дана в применении к характеристике мешков в обобщающем виде. По видам применяемых материалов мешки разграничивают на следующие основные группы: непропитанные, влагонепроницаемые (битумированные и влагопрочные); с пленочными покрытиями; с пленочными вкладышами; обрезиненные; крепированные; армированные; специальные.
По слойности материалов мешки разделяются на: двух-, трех-, четырех-, пяти-, шестислойные.
Кроме этого, бумажные мешки могут иметь и другие отличительные признаки — это способ заделки горловины мешка, конструкция клапанов в закрытых бумажных мешках, наличие перфорации и др.
Тара из бумажного литья. Тара из бумажного литья хотя и не находит широкого распространения и используется в основном в виде прокладок, имеет большую разновидность: прокладки для упаковки штучных предметов; лотки для упаковки пищевых полуфабрикатов и продуктов; лотки для упаковки ягод, овощей; ящики из бумажного литья; бутылки из бумажного литья; крышки для картонных барабанов; бумажно-литые барабаны, ведра.
Конструирование и дизайн упаковки
... вид упаковки, но и уменьшать влагопоглощение картона. Пачки или складные коробки Различные геометрические формы главных и вспомогательных элементов определяют многообразие конструкций складных коробок.Затворные клапаны дна и крышки могут ...
Поддоны картонные. Предназначены для пакетирования тарно-штучных грузов, образования грузового пакета, перемещения, транспортировки и хранения грузов в пакетированном виде.
По конструкциям поддоны картонные делятся на две группы: картонные и комбинированные.
Контейнеры картонные. Предназначены для перевозки различных изделий, имеющих первичную упаковку, и позволяют создать укрупненную грузовую единицу.
По конструкции контейнеры картонные разделяют на следующие виды: картонные, состоящие из картонного ящика и обычного деревянного поддона; сборные, состоящие из отдельных картонных заготовок, собираемых на поддоне; контейнеры со съемной стенкой; картонные складные с собираемыми опорами; со съемной крышкой.
Прокладки, амортизаторы. Прокладки, амортизаторы, перегородки и другие детали являются вспомогательными элементами для упаковки изделий в картонную тару и служат для повышения ее прочности, обеспечения сохранности упаковываемого изделия и улучшения качества упаковки.
По своему назначению, конструктивным особенностям эта группа имеет большую разновидность. Укрупненно можно эти изделия разграничить на следующие виды: прокладки, амортизаторы складные, амортизаторы неразборные, решетки разборные, вкладыши, перегородки.

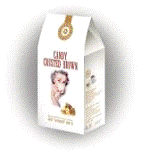
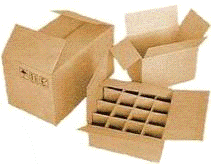
Рис. 1 — Пример упаковки из картона
2. Технология изготовления картонной тары
Технология изготовления тары из картона и гофрокартона зависит от имеющегося оборудования на предприятии. Оборудование для картонной упаковки выбирается исходя из планируемых объемов производства, номенклатуры и конструкции коробки.
Процесс производства складных коробок из картона и гофрокартона представляет собой совокупность выполняемых в строго определенной последовательности наиболее распространенных в упаковочном производстве технологических операций (Приложение А): входной контроль материала, печать текста и изображения, отделка внешней запечатанной поверхности (при необходимости), штанцевание, отделение технологических излишков материала (облоя), отделение друг от друга индивидуальных заготовок коробок (раскрой), фальцовка, склеивание продольных швов, стапелирование, упаковка, маркировка, транспортирование.
Качество изготовления тары зависит от правильного выбора технологических параметров, а также от качества применяемых материалов. Поэтому перед выполнением основных технологических операций необходимо провести входной контроль качества сырья, в результате которого могут быть выявлены дефекты материала. Также необходим технологический контроль готовой продукции для выявления дефектов, образованных в процессе производства.
Входной контроль — проверка сырья (картона) на соответствие заявленным нормам, контроль листового картона на выходе из производственной линии и контроль готовой продукции при отгрузке — на каждом из этих этапов отбираются образцы производимого картона и испытываются по определенным показателям. Это дает возможность увереннее балансировать на соотношении цена-качество.
Упаковка и маркировка товаров бытовой химии, реализуемых в магазине ...
... маркировка ТБХ. Цель работы - изучение маркировки и упаковки товаров бытовой химии. Цель работы определяет ее задачи: рассмотреть виды упаковочных средств для товаров бытовой химии; изучить требования к упаковке и маркировке товаров бытовой химии; проанализировать маркировку товаров бытовой химии, ...
Материалы, применяемые для изготовления картонной упаковки, должны соответствовать требованиям стандартов и технических условий. Выбор запечатываемого материала часто делается заказчиками на основании внешних характеристик и экономических соображений. Здесь не учитывается характер воспроизводимого оригинала и особенности технологических процессов. Поэтому, именно входной контроль материалов является главным звеном, обеспечивающим эффективный производственный цикл, и качество печатной продукции.
В наше время картонные коробки выполняют не только роль упаковки продукции, но и рекламную роль. Поэтому столь важен этап печати на картоне и гофрокартоне, позволяющий изготовить интересную, красочную упаковку. Перед печатью обязательно выполняется тестирование. Подбор цветовой гаммы производят на конкретном картоне при помощи цветопробы. После утверждения макета запускается производство всего тиража. При этом могут применяться офсетная печать и цифровая печать, флексография, трафаретная печать.
Важным этапом изготовления картонных упаковок является отделка, использующаяся как в декоративных, так и в защитных целях. Используют следующие способы отделки: лакирование, тиснение, ламинирование.
Ламинирование представляет собой припрессовку пленки. Данная операция не только придает упаковке эффектный вид, но и делает ее более прочной, устойчивой к неблагоприятным внешним воздействиям.
Используется в качестве отделки также тиснение различных видов. Особенно популярно тиснение фольгой, способное эффективно привлекать внимание к упаковке.
Тиснение — процесс получения рельефных изображений на упаковке за счет деформаций бумаги (картона) под воздействием давления и нагревания.
Важным этапом изготовления коробок из картона является штанцевание. Операция штанцевания определяет важнейшие технические характеристики получаемых коробок: точность и соответствие проекту геометрически размеров и формы, точность и качество последующей операции сборки коробок, их внешний вид, прочность, надежность, долговечность и т.д.
Штанцеванием принято называть комплекс операций: вырубку, высечку, перфорацию, биговку, рицовку.
В процессе штанцевания производится высечка контура развертки коробки, биговка линий сгибов на развертке, по которым впоследствии будет производиться фальцовка — складывание из плоской развертки объемной коробки или ящика. Если предусмотрено конструкцией, то в процессе штанцевания в соответствующих местах развертки коробки могут быть выполнены перфорация, надрезка, рицовка или тиснение.
Вырубкой называется прорезание обрабатываемого материала насквозь с помощью режущей линейки штанцформы по непрерывной линии, одновременно могут осуществляться процессы биговки, рицовки, перфорации и т.д. Вырубка осуществляется на специальном оборудовании плоскими или ротационными штанцформами. Вырубка предназначена для придания заготовкам изделий из листовых материалов сложной конфигурации в соответствии с их конструкцией.
Высечка — автоматизированная или механизированная вырезка картонных или бумажных заготовок нужной формы для изготовления ящиков или коробок с одновременным нанесением линий сгиба.
Биговка — нанесение на оттиск линий сгиба с помощью тупых ножей, которые уплотняют материал и частично разрушают связи между волокнами. Биговка предназначена для снижения жесткости листовых заготовок по линии сгиба. Она значительно облегчает условия образования сгибов и является эффективным средством повышения качества складных коробок, особенно в условиях автоматизированной сборки. Линии биговки выполняются с помощью биговальных линеек, представляющих собой тонкие металлические полоски с гладкими скругленными кромками, которые вминают картон в точно вырезанную канавку с обратной (нижней) стороны. Эта канавка формуется в тонкой твердой матрице (называемой также контрштампом).
Экономические основы и технология производства бумаги и картона
... промышленности 90--93 %. 2. Сырьевые материалы (полуфабрикаты) для производства бумаги и картона Сырьем для изготовления разных полуфабрикатов является древесина девяти основных пород, используемых в различных ... и массе 1 м2 ПО--120 г. называют электроизоляционным картоном. Актуальность написания данной работы обусловлена двумя основными причинами бурного развития мировой целлюлозно-бумажной ...
Глубина и ширина биговальных канавок зависит от типа используемого картона, ширины биговальных линеек и перепада высот между биговальными линейками и ножами штампа.
Перфорация — отверстия в стенках тары, обеспечивающие циркуляцию воздуха внутри тары.
Рицовка — надрез поверхности многослойного запечатываемого материала <#»795438.files/image004.gif»>
- Рис.2 — Сахар
Сахар сохраняет свои, исходные свойства только при надежной защите от воздействия внешних условий при хранении, транспортировании и реализаций в торговле, что должно обеспечиваться прежде всего его упаковкой.
Лучше всего справляется с этой задачей упаковка из картона. По этой причины многие известные компании, как белорусские, так и международные, используют именно ее для хранения своих товаров.
Преимущества картонной упаковки:
- Универсальность.
Упаковка из картона безопасна как для человека, так и для окружающей среды. Она не выделяет вредных веществ ни в процессе эксплуатации, ни во время производства. А утилизация и переработка картона не представляет никакой сложности.
- Прочность.
Упаковка из картона надежно защищает помещенный в нее товар от деформации. Поэтому она подходит для хранения сахара.
- Небольшой вес.
Упаковка из картона не приводит к ощутимому увеличению веса товара.
- Широкие возможности для оформления.
На картонной упаковке можно напечатать любой текст и любое изображение. А современные технологии позволяют украшать ее с помощью различных средств: ламинации, фольгирования, УФ-лака и т.д. Все это улучшает внешний вид упаковки и делает ее привлекательной для потребителя.
Картонная упаковка <#»795438.files/image005.gif»>
- Рис.3 — Упаковочно-фасовочное оборудование
При фасовке сахара-рафинада в пачки и коробки применяют бумагу марок А-1, А-П, Б-1 для упаковывания пищевых продуктов на автоматах по ГОСТ 7247, бумагу для автоматической упаковки, картон для потребительской тары по ГОСТ 7933 или другие равноценные по показателям качества марки бумаги и картона для пищевых продуктов, разрешенные к применению органами здравоохранения.
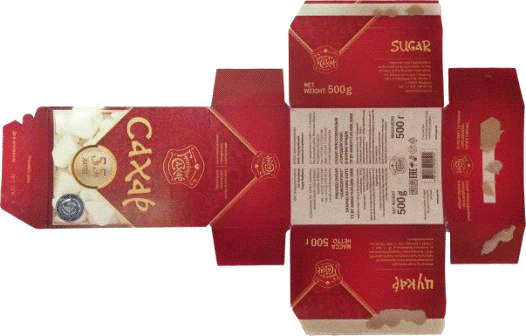
Оборудование для фасовки и упаковки сахара в пачки
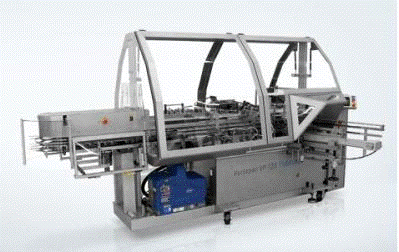
Рис. 4- Автоматический Картонер FABRIMA (3000 коробок в час)
Маркировка сахара должна включать:
Технология производства бумаги и картона
... древесине достигает в целлюлозно-бумажной промышленности 90--93 %. бумага картон древесина целлюлоза 2. Сырьевые материалы (полуфабрикаты) для производства бумаги и картона Сырьем для изготовления разных полуфабрикатов является древесина девяти ...
- наименование продукта;
- наименование, местонахождение (адрес) изготовителя, упаковщика, экспортера, импортера, наименование страны и места происхождения;
- массу нетто;
- товарный знак изготовителя (при наличии);
- пищевую ценность;
- содержание углеводов;
- условия хранения;
- обозначение нормативного или технического документа, в ее соответствии с которым изготовлен и может быть идентифицирован продукт;
- информацию о сертификации.
4. Качество производимой тары. Основные дефекты, возникающие при изготовлении картонной тары и упаковки, рекомендации по их
Картонные коробки самый распространенный и доступный вид упаковки продукции. Но изготовление коробок только на первый взгляд кажется простым.
Производство коробок — процесс многоуровневый, и на каждом этапе могут проявиться дефекты изделия. Даже самая первая ступень уже очень важна. При производстве продукции неизбежно возникновение дефектов, что обуславливается различными факторами. Обратимся к процессу изготовления упаковки из картона.
На этапе разработки упаковки осуществляется выбор материала (конкретной марки и других характеристик картона), определение формы и габаритных размеров упаковки, цветового решения, разработка текста и изображений и разработка конструкции упаковки, куда входят выбор клеевых соединений, замковых затворов, конструкций дна, крышки и т. д.
Оптимальное соотношение основных размеров коробок должно обеспечивать их хорошую устойчивость как при транспортировке и хранении, так на витрине и стеллажах магазина. Коробки с товаром не должны падать, иначе теряется благоприятное впечатление при покупке.
В процессе производства может произойти надрыв картона по линии биговки, что объясняется избыточным неравномерным давлением, износом или неправильной регулировкой биговальных роликов, пластин и др. В этом случае необходимо немедленно отрегулировать биговальные ролики и пластины. Также следует отслеживать постоянно их износ и, если необходимо, производить своевременную замену. Постоянный контроль технологического процесса, в частности, отслежки равномерности рабочего давления, практически устраняет возможность надрыва картона по линии биговки.
Следующим дефектом является уже отсутствие линий биговки и поверхностные царапины, причиной возникновения которых является изгибание штанцформ (и как следствие выпадание режущих и биговальных ножей).
Для устранения этого недостатка производителю необходимо обеспечить жесткую конструкцию рамы, на которой установлены валы привода столов, абсолютно одинаковой толщины транспортерных ремней.
Нарушение размеров или формы может возникать вследствие ошибки в чертеже на изготовление штампа или несоблюдения указаний чертежа. Устранением данного дефекта является исправление рабочих чертежей штампа, их доводка или переделка.
В ходе производства картонной упаковки часто возникают заусенцы на поверхности среза, что объясняется слишком большим или неравномерным зазором между пуансоном и матрицей, также возможно вследствие затупления режущих кромок.
Следующим дефектом поверхности среза является наличие неровностей на нем, что объясняется недостаточными зазорами. Дефект устраняется путем изменения зазоров на требуемых шлифованием пуансона или увеличением контурного окна матрицы.
Заклинивание штампуемой полосы объясняется недостаточным зазором в проходе после ножей. Исправить данный дефект можно, увеличив зазор шлифованием направляющих поверхностей линеек.
Производство бумаги реферат для детей
... массу, из которой получают бумагу с хорошими свойствами. Технологическая схема производства бумаги (картона) состоит из следующих процессов: ... лет назад. Сырьём для бумаги в Китае служили шёлковые обрезки, отходы коконов шелкопряда, обрывки старых ... рулон; отделки и переработки бумаги (картона), включающих суперкаландрирование, перемотку, резку и упаковку. Массный размол волокнистых полуфабрикатов. ...
Еще одним серьезным дефектом является перекос. Этот недостаток возникает на стадии конструирования и изготовления оборудования, или при неправильной эксплуатации пресса. Например, применение вырубного штампа, на котором не сбалансирована нагрузка хотя бы по одной из осей, а также наличие посторонних предметов (загрязнений) на поверхности тигеля, заключной рамы. Все эти недостатки устраняются путем правильной эксплуатации пресса, путем исправления рабочих частей штампа, их доводка или переналадка.
Оптимизация системы контроля качества на всех стадиях производства картонной коробки позволяет обеспечить отличное качество продукции, соблюдать кратчайшие сроки изготовления упаковки.
- Технологическое оборудование и оснастка для изготовления тары из картона
Существует два вида производства складных коробок и ящиков:
- без фальцовки и склеивания;
- с фальцовкой и склеиванием.
Способ производства складных коробок с фальцовкой и склеиванием был рассмотрен в пункте 2.
Складные коробки и ящики без фальцовки и склеивания изготавливают преимущественно на печатно-штанцевальных линиях (Приложение В).
Такие линии состоят из секций самонаклада и подачи листов картона или гофрокартона в печатную машину. В зависимости от количества цветов, используемых в оформлении коробки, печатная машина может состоять из нескольких печатных секций. При необходимости отделки или полиграфического оформления в состав печатной машины включают отделочную секцию. Промежуточный транспортер соединяет печатную и штанцевальную машины. Штанцевальная машина состоит из штанцевальной секции, а также секций удаления отходов и отделения высеченных заготовок коробок. Собранные в секции в стопу заготовки коробок с помощью транспортера поступают на упаковочную операцию, откуда — на склад или к заказчику.
Сфальцованные и склеенные коробки и ящики изготавливают на печатно-штанцевально-фальцовочно-склеивающих линиях . В состав таких линий входят секции самонаклада и автоматической подачи листов картона и гофрокартона в печатную машину, содержащую требуемое количество печатных и отделочных секций. Сфальцованные и склеенные коробки в накопителе укладываются в пачки, упаковываются в обвязочной машине, в штабелеукладчике штабелируются и отправляются на склад или непосредственно к заказчику.
Процесс штанцевания включает комплекс технологических операций, обеспечивающих необходимые геометрические размеры и конструктивные особенности изготавливаемых коробок и ящиков. В процессе штанцевания производится высечка контура развертки коробки, биговка линий сгибов на развертке, по которым впоследствии будет производиться фальцовка — складывание из плоской развертки объемной коробки или ящика. Если предусмотрено конструкцией, то в процессе штанцевания в соответствующих местах развертки коробки могут быть выполнены перфорация, надрезка, рицовка или тиснение. Завершается штанцевание операциями отделения облоя и отделения индивидуальных заготовок разверток коробок или ящиков.
Выполняют процесс штанцевания на штанцевальных машинах. Различают два основных типа штанцевальных машин: плоскоштамповочные и роторные.
Рассмотрим принципиальную схему работы плоскоштамповочной штанцевальной машины. Лист картона с помощью специальных зажимов подается в штанцевальную секцию между двумя плоскопараллельными плитами, одна из которых совершает возвратно-поступательное движение. На подвижной плите закреплена штанцевальная форма, совмещенная с контрматрицей, закрепленной на неподвижной плите. После процесса штанцевания лист картона с высеченными заготовками коробок, соединенными между собой и с контурной рамкой перемычками, поступает в секцию удаления облоя — отходов излишков материала. Для исключения деформации заготовок коробок лист картона фиксируют на опорной форме. При помощи тонких пуансонов формы, закрепленной на подвижной плите с возвратно-поступательным движением, и подпружиненных ответных пуансонов формы происходит разрушение перемычек, удерживающих облой. Удаленный из листа облой направляют в отходы. Далее лист транспортируется в секцию отделения заготовок коробок. Отделение заготовок осуществляется за счет разрушения перемычек между соседними заготовками и контурной рамкой. Разрушение перемычек осуществляется под действием тонких пуансонов формы, закрепленной на подвижной плите, и ответных подпружиненных пуансонов формы. Отделенные заготовки коробок укладываются в стопы. На нижнем подвижном столе, который медленно опускается по мере увеличения высоты стопы. Оставшиеся рамки и перемычки листа направляются в отходы.
Гофрокартон и особенности его производства
... картона и бумаги чередуются один за другим. Размеры, качество и прочие параметры упаковки из гофрокартона устанавливаются отраслевыми стандартами, накладывающими также свои требования к процессу производства. История гофрокартона Гофрированная бумага ... создавать даже очень маленькие коробки, которые имеют достаточно привлекательный внешний вид. Двухслойный гофрокартон Маркируется буквой «Д» — ...
В роторной штанцевальной машине (Приложение Г) лист картона или гофрокартона подается в зазор между двумя вращающимися валами 2 и 3. На валу 2 закреплена роторная штанцевальная форма 4. Контрвал 3 облицован бандажом 5 из полиуретана. Под действием эжекторных материалов штанцевальной формы отходы 6 выталкиваются быстрее заготовки 7 и удаляются в сборник отходов. Заготовки коробок и ящиков 7 укладываются в пачки и отправляются на дальнейшие операции.
Преимуществом роторных штанцевальных машин является их более простая кинематическая схема, позволяющая обеспечивать и более высокую производительность. Вместе с тем необходимо отметить повышенную сложность изготовления роторных штанцевальных форм.
6. Утилизация картонной тары (повторная переработка)
Картон — наилучший материал с точки зрения утилизации и повторной переработки. Эти процессы — наиболее передовые и доступные, чего не скажешь о том же самом процессе касаемо прочих материалов. Утилизация и переработка картона всегда были наиболее простыми и экологичными (он разлагается на 100% и растворяется в окружающей среде, не нанося ей никакого ущерба), тем самым, обеспечивая и наименьшую стоимость этого процесса. Этот момент особенно важен с точки зрения все усугубляющейся проблемы загрязнения окружающей среды. Во многих странах это аспект играет одну из самых важных ролей в момент выбора упаковочного материала, в будущем же очень вероятно, что именно из-за наиболее удобного с чистого процесса утилизации и переработки картон станет неоспоримым лидером и перетянет на свою сторону многих производителей той или иной продукции.
Безусловно, нужно отметить, что повторная переработка картонной упаковки возможна не всегда: в случае если в производстве картонной коробки использовались фольга, лак и прочие подобные материалы, они не позволяют получить из отходов качественное вторичное сырье. Большой процент продукции технического назначения изготавливают с применением пластмасс и различных покрытий, окрашивают, проклеивают и т.д. Прежде чем направить эти виды бумаги и картона на переработку, от них отделяют инородные примеси. В качестве макулатуры в промышленности широко используются старые гофрированные ящики, бывшие тарой для упаковки изделий производственного и бытового назначения.
Если говорить о картоне, не покрытом специальными пленками и т.п., то к его недостаткам можно отнести то, что он пропускает воздух, может намокнуть. Однако эти недостатки сегодня легко устраняются посредством многочисленных добавок и покрытий.
Утилизация использованной и пришедшей в негодность тары может происходить по следующим направлениям:
- Повторное использование для производства бумаги и картона;
- Использование в качестве наполнителей в разных производствах;
- Захоронение или уничтожение в составе твердых бытовых отходов.
Качество, вид и состав макулатуры для вторичного использования в производстве бумаги и картона регламентируется по ГОСТ 10700-89. Поскольку основным компонентом картона являются волокна целлюлозы, использованный картон или бумажный утиль можно подвергать переработке (рециклу).
Отходы свежего картона, образующиеся в процессе производства, и чистого незапечатанного, могут быть непосредственно добавлены в пульпу.
Однако запечатанный картон должен сначала пройти предварительную обработку для удаления печатной краски, примесей: пластиковых колец, скрепок и т.д.
При приемке, до утилизации бумаги и картона, поступающие отходы сортируются по следующим признакам:
- Отходы бумаги и картона незагрязненные;
- Отходы бумаги и картона с пропиткой и покрытием;
- Отходы бумаги и картона с нанесенным клеем и лаком.
В отличие от стекла, бумагу и картон нельзя подвергать рециклу произвольное число раз: волокна целлюлозы разрушаются при использовании, в производственных процессах и при удалении краски; укороченные волокна настолько уменьшаются в длине, что проходят сквозь сетку машины для производства бумаги. Для поддержания качества бумаги или картона, особенно их цвета и прочностных свойств, приходится ограничивать количество бумажного утиля, добавляемого в пульпу (его количество зависит от качества бумаги или картона, которое необходимо получить).
Бумага, получаемая только из одного утиля (100% рецикл), — серая: дальнейшее отбеливание разрушило бы структуру волокон и, следовательно, ухудшило бы качество бумаги.
Отходы картона для вторичного использования перерабатываются по следующей схеме. Поступившие с заготовительных предприятий отходы картона и картонной упаковки, спрессованные в кипы, измельчаются, и после этого на сепараторе отделяются металлические включения (скрепки, скобки).
Измельченная масса картона подается на машину, где используется для приготовления бумаги и картона, который можно использовать для производства тары. По данной схеме производиться например, картон типа хром-эрзац, в котором только верхний слой изготовлен из беленой целлюлозы, а нижний — из макулатуры. Отходы комбинированных материалов на основе картона и бумаги, в большинстве случаев, сжигаются на мусоросжигательных заводах. Сжигание в печах не требует в значительных масштабах использования дополнительного топлива. Горение поддерживается подачей воздуха через систему решеток, обеспечивающую его доступ по всему объему сжигаемой массы. Одной из основных целей мусоросжигательных заводов является внедрение, так называемых, эффективных технологий, когда сжигание упаковочных материалов позволяет производить энергию и тепло, не оказывая дополнительной экологической нагрузки на окружающую среду.
После проработки темы получено комплексное представление об изготовлении картонной упаковки. Главной составляющей производства в целом является проработка каждого этапа производства с учетом всех влияющих критериев. Прежде всего, это обеспечение технологичности каждой стадии производства. Начинается это уже с выбора конструкции. Далее выбор материала, технологического процесса и его параметров. Все это было рассмотрено и проанализировано.
Диапазон конструкций из картона практически неограничен.
Несомненным преимуществом картонной тары является не только ее невысокая стоимость, но и возможность в кратчайшие сроки изготовить тару и упаковку любой сложности по индивидуальным размерам.
Картонная тара легка, хотя и не прочна, и легко поддается утилизации и вторичной переработке. Производство картона отличается экологической безопасностью для среды.
Кроме того, картонная тара как никакая другая способствует продвижению продукции на рынке благодаря возможности всевозможных цветовых и видовых решений. Мощный полиграфический ресурс производства картонной тары сегодня превращает невзрачный на вид картон в сияющее великолепие красок. Разнообразие покрытий картона — мелование, лак, полимерное или текстильное покрытие — дает его неисчерпаемым ресурсом разнообразия упаковки.
1. Ефремов Н.Ф. Тара и ее производство. — М.: МГУП, 2001
- Палей М.М., Плющ Ю.А. Технологичность конструкций. — В.: Издательство ВГТУ, 1997.
- Данилевский В.А.
Картонная и бумажная тара. -М.: Лесная промышленность,1979, 216 с.
- Шредер В.Л., Йованович К.С.Картон. Тара и упаковка. — К.: ИАЦ «Упаковка», 1999.
- Справочник упаковщика. — Хельсинки: Конверта,1998.
- Каверин В.А., Феклин К.П.
Выбор, изготовление, испытание тары и упаковки. — М.:БГПУ,1997.
Технологическая схема процесса производства упаковки из картона
Общий вид тары
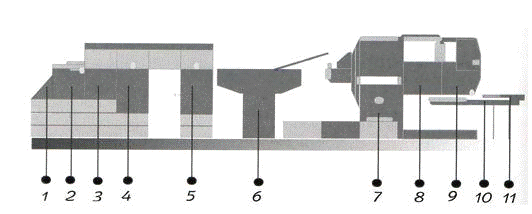
Печатно-штанцевальная линия автоматизированного производства складных коробок: 1 — самонаклад; 2 — подача листов картона или гофрокартона в печатную машину; 3,4 — печатные секции; 5 — отделочная секция; 6 — промежуточный транспортер; 7 — секция штанцевания; 8 — удаление отходов; 9 — отделение высеченных заготовок коробок; 10 — транспортер; 11 — упаковывание стопок заготовок коробок.
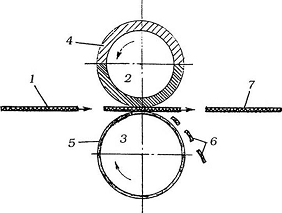
Роторная штанцевальная машина:
- лист картона или гофрокартона:
- , 3 — вращающиеся (роторные) валы;
- роторная штанцевальная форма;
- полиуретановый бандаж;
- отходы;
- заготовка коробки или ящика