
Окрашивание порошковыми лакокрасочными материалами представляет собой одну из наиболее совершенных технологий получения покрытий, отвечающих требованиям сегодняшнего дня. Возникновение этой технологии — результат длительного развития и эволюции методов, связанных с нанесением жидких лакокрасочных материалов и напылением металлов. Его становлению способствовали все возрастающие требования по охране окружающей среды, экономические соображения, стремление к повышению качества покрытий.
Страны с высокоразвитой промышленностью и большой плотностью населения уже давно стоят перед проблемой глобального загрязнения окружающей среды. Среди многих производств, вызывающих загрязнения, не последнее место занимает производство покрытий с применением традиционных органорастворимых лаков и красок. Огромные выбросы освобождающихся растворителей не только загрязняют атмосферу, но и резко ухудшают санитарные условия труда, наносят вред здоровью работающих, значительно повышают пожароопасность производства. В связи с этим были усилены исследования по поиску новых лакокрасочных материалов, не содержащих растворителей и других летучих токсичных веществ, технологических решений производства покрытий, которые исключали бы их эмиссию в окружающую среду. Такими материалами, наряду с водными системами, оказались порошковые краски. Последние позволяют не только наилучшим образом решать вопросы экологии при производстве и применении, но и осуществлять практически безотходную технологию покрытий.
В наиболее рациональном виде новый процесс получения покрытий оформился в 60-е годы XX века, когда появились первые термореактивные порошковые краски? и был разработан способ их электростатического нанесения. С этого времени началось стремительное развитие порошковых красок — исходных материалов для получения покрытий — и технологии их нанесения. В настоящее время практически нет отрасли промышленности, где бы не использовалась эта технология; все шире она внедряется и в строительную индустрию.
Технология покрытий с применением порошковых красок по сравнению с окрашиванием жидкими материалами имеет много преимуществ:
- порошковые краски поставляются потребителю в готовом к применению виде. Не требуется их подготовка, смешение, разбавление, перемешивание, регулирование вязкости;
- получение покрытий, как правило, ограничивается однослойным нанесением, в то время как жидкие краски требуют нанесения нескольких слоев, цикл производства покрытий дольше;
- легко обеспечивается утилизация краски и почти полный ее возврат в производственный цикл. Тем самым достигается более высокая экономичность производства;
- снижаются энергозатраты на производство покрытий в связи с отсутствием растворителей (не требуется энергия на испарение растворителей, снижаются расходы на вентиляцию);
- обеспечивается возможность механизации и полной автоматизации процесса производства покрытий, что позволяет уменьшить численность персонала и экономить производственные площади;
- обычно достигается более высокое качество покрытий и лучшие эксплуатационные свойства.
В настоящее время в промышленности с точки зрения технологии, экономики, экологии порошковым лакокрасочным материалам практически нет альтернативы.
Производство строительных материалов, изделий и конструкций в ...
... строительства в Казахстане остается одной из самых высоких среди стран СНГ, основной причиной этого является дороговизна строительных материалов в Республике. Ассортимент и объем производства отечественных материалов не полностью удовлетворяет потребности современного строительства, ...
Многочисленные успешно проводимые исследования в области порошковых материалов, покрытий и разработки более совершенного оборудования будут способствовать дальнейшему ускоренному продвижению новой технологии и расширению областей ее использования.
Помимо обычных порошковых красок, существуют различные специальные краски:
- антибактериальные – защищают от большинства вредных бактерий;
- анти граффити;
- термо и жаростойкие краски;
- металлические и жемчужные цвета (металлики);
- светоотражающие и светоаккумулирующие (для автодорожных знаков и рекламных щитов);
- хамелеоны;
- краски со специальными эффектами;
- текстурированные цвета;
- краски по MDF – низкотемпературная полимеризация при 125 оС;
- термо- и жаростойкие краски.
1 Художественное изделие с декоративным покрытием
1.1 Технологичность изделия
В качестве разрабатываемого изделия мы выбрали крючок для одежды. Для его изготовления мы выбрали способ литья по выплавляемым моделям. Рассмотрим теперь данное изделие на технологичность. Технологические процессы литья по выплавляемым моделям могут быть наиболее рациональными лишь при условии создания технологичной конструкции или формы детали, допускающей наиболее простое и экономичное изготовление.
Под технологичностью следует понимать такую совокупность свойств и конструктивных элементов, которые обеспечивают наиболее простое и экономичное изготовление при соблюдении технических и эксплуатационных требований к ним.
Требования к технологичности конструкции детали согласно ГОСТ 14.204-73 следующие:
- конструкция детали должна состоять из стандартных и унифицированных конструктивных элементов или быть стандартной в целом;
- детали должны изготовляться из стандартных и унифицированных заготовок или заготовок, полученных рациональным способом;
- размеры и поверхности детали должны иметь соответственно оптимальные степень точности и шероховатость;
- физико-химические и механические свойства материала, жесткость детали, ее форма и размеры должны соответствовать требованиям технологии изготовления;
- показатели базовой поверхности (точность, шероховатость) детали должны обеспечивать точность установки, обработки и контроля;
- конструкция детали должна обеспечивать возможность применения типовых и стандартных технологических процессов ее изготовления.
При оценке технологичности конструкции детали необходимо:
Технологический процесс обработки детали «Ось»
... Технологичность конструкции детали оценивается качественными параметрами и количественными показателями. Качественная оценка технологичности конструкции 1 Деталь «Ось» ... машиностроении широко внедряются станки с ЧПУ. Применение такого оборудования позволяет сократить: слесарно-доводочные работы; ... технологического процесса обработки детали «Ось»; разработка мероприятий по дальнейшему увеличению экономии ...
- рассчитать показатели технологичности конструкции;
- разработать рекомендации по улучшению показателей технологичности;
- обеспечить технологичность конструкции детали путем внесения изменений.
Качественная оценка технологичности конструкции детали указывается словами «хорошо — плохо», «допустимо — недопустимо» и т.д., а количественная оценка характеризуется показателями технологичности и проводится по усмотрению разработчика.
Общим результативным показателем технологичности является наименьшая себестоимость литых изделий.
Так как величина и соотношение элементов себестоимости изделий (материал, заработная плата, цеховые расходы) зависят от серийности производства, то понятие технологичности неразрывно связано с серийностью производства.
Рассматриваемое изделие имеет резкие перепады, но в тоже время оно не имеет острых углов, все углы имеют неуказанные литейные радиусы (R = 0,5 — 1 мм).
Вся деталь состоит из одной литой части, так же изделие не имеет сквозные отверстий. Для сувенира башенка используется 14 квалитет точности, так как является основным для изделий не входящих в соединения с другими деталями.
- Для улучшения защитно-декоративных свойств используем порошковое покрытие, с помощью электростатического метода нанесения.
1.2 Выбор материала
Для данного изделия мы выбрали бронзу. Бронза (французского bronze, от итальянского bronzo), сплав меди с разными химическими элементами, главным образом металлами (олово, алюминий, бериллий, свинец, кадмий, хром и др.).
Наиболее раннее применение нашли оловянные бронзы. Олово на механические свойства меди влияет аналогично цинку: повышает прочность и пластичность. Сплавы меди с оловом обладают высокой антикоррозионной стойкостью и хорошими антифрикционными свойствами, нечувствительны к перегреву, морозостойки, немагнитны. Этим обусловливается применение бронз в химической промышленности для изготовления литойарматуры, а также в качестве антифрикционного материала в других отраслях. Но главным недостатком является образование пор в отливках (микропористость), что ведет к их невысокой герметичности. Из-за высокой стоимости олова, сейчас все чаще используют бронзы, в которых часть олова заменена цинком (или свинцом).
Оловянная бронза хорошо обрабатывается давлением и резанием. Она имеет очень малую усадку при литье: менее 1 %, тогда как усадка латуней и чугуна составляет около 1,5 %, а стали — более 2 %. Поэтому, несмотря на склонность к ликвации и сравнительно невысокую текучесть, бронзы успешно применяют для получения сложных по конфигурации отливок, включая художественное литьё. Оловянные бронзы знали и широко использовали ещё в древности. Большинство античных изделий из бронзы содержат 75—90 % меди и 10—25 % олова, что делает их внешне похожими на золотые, однако они более тугоплавкие. Они не утратили своего значения и в настоящее время. Оловянная бронза — непревзойдённый литейный сплав.
Оловянные бронзы легируют цинком, никелем и фосфором. Цинка добавляют до 10 %, в этом количестве он почти не изменяет свойств бронз, но делает их дешевле. Оловянная бронза с добавлением цинка называется «адмиралтейской бронзой» и обладает повышенной коррозионной стойкостью в морской воде. Из нее делались, например, астролябии и другие штурманские инструменты для мореплавания. Свинец и фосфор улучшают антифрикционные свойства бронзы и её обрабатываемость резанием.
Температура плавления меди в домашних условиях
... бронза, БрА5 – алюминиевая бронза. Химический состав бронзовых сплавов и их марки определены соответствующими ГОСТ. Купить бронзу вы можете на нашем сайте. Бронза на основе меди ... Как сделать литейную форму Изготовление формы выполняется при помощи формовочной смеси и опоки. Смесь состоит из ... отливали колокола. Изменяя состав и размер отливки, мастера создавали колокола с удивительным звучанием. ...
До середины 19 века для отливки орудийных стволов использовалась так называемая пушечная (орудийная) бронза — сплав меди с 10% олова.
Для художественных изделий обычно применяют литейные латуни – сплавы меди и цинка, или бронзы – сплавы меди и олова; состав выбирают так, чтобы уменьшить температуру плавления и вязкость расплава. Если нужно защитить металл от окисления, заливку ведут в вакууме или защитной среде, чаще всего в аргоне. Причем аргон находится в установке под давлением две-три атмосферы, что тоже способствует лучшему прилеганию металла к форме и уменьшению пористости изделия. Дополнительную проблему создает охлаждение. Форма должна подогреваться, чтобы металл не начал застывать до полной заливки.
Плавку бронзы необходимо производить под вытяжной вентиляцией, так как некоторые элементы из состава сплавов испаряются и вредны для здоровья. При плавке, желательно не перегревать сплав, так как некоторые компоненты сплава воспламеняются на воздухе (например — цинк).
При плавке рекомендуется использовать флюсы, для понижения окисления сплава. Легкоплавкие компоненты добавлять в расплав осторожно. Если требуется приготовить или откорректировать сплав, плавку начинают с легкоплавких компонентов, добавляя компоненты с более высокой температурой плавления.
Для отливки крючка для одежды мы взяли сплав бронзы БХ3, так как он используется для изготовления мелких художественных изделий. В его состав входит Cu – 59-73,5%, Zn – 25-35%, Pb – 1-3%, Sn — 0,5-3%.
Цвет данной бронзы светло-желтый. Данный сплав весьма пластичен в холодном состоянии, имеет высокую коррозионную стойкость, хорошо поддается различным видам обработки (чеканка, гравировка, резание), что так же являлось не маловажным фактором для выбора материала.
1.3 Технология изготовления
Для изготовления данного изделия мы выбрали метод литья по выплавляемым моделям. Для начала изготавливаем мастер модели на парафиновой и стеариновой основе.
Далее изготавливаем разъемную пресс-форму. Опоку основанием устанавливаем на гладкую опорную поверхность и заполняем пластилином, в пластилин вдавливаем (до половины) эталон модели. На первую опоку устанавливаем вторую и заливают их водно-гипсовым раствором. Когда гипс затвердеет, опоки переворачиваем, пластилин удаляем, а освободившееся пространство опоки заполняем небольшими кусочками сырой резины. Эталон остается (наполовину) в гипсе, в котором делаются углубления для возможности получения в дальнейшем выступов резиновой формы. Опоки устанавливаем на вулканизационный пресс, на котором в течение 45 — 60 мин при температуре 150 — 160 °С производим вулканизацию кусочков резины. После вулканизации гипс разбиваем и удаляем из опоки. Эталон извлекаем и тщательно очищаем. Резиновую пресс-форму тоже очищаем, посыпаем тальком и снова укладываем в нее эталон. Затем опоку устанавливаем так, чтобы готовая резиновая пресс-форма находилась внизу, а пространство, занятое до этого гипсом, заполняем кусочками сырой резины. Опоки вновь устанавливают на вулканизационный пресс для вулканизации резины второй части пресс-формы. После этого эталон отделяем от резиновой пресс-формы и прорезаем в ней литниковый канал.
Технология изготовления отливки в разовые песчаные формы
... самостоятельной отраслью промышленности. Почти 25% отливок изготавливается литьем в кокили, оболочковые формы, по выплавляемым моделям, под давлением, центробежным литьем, но наиболее применяемыми остаются одноразовые ... стержня. Других отверстий в отливке нет. 3.7 Количество отливок в форме Так как отливки достаточно большие, в опаках располагаем по 1 отливке. Для этого выбираем опоки со следующими ...
Изготавливаем восковки.
Изготавливаем литниковую систему из модельного состава в специальных металлических формах способом свободной заливки. С целью экономии модельного состава и ускорения выплавления его из формы наиболее массивные части литниковой системы (стояки, выпоры) делаем пустотелыми.
Для этого обмакиваем в жидкий модельный состав металлический стержень. Металлический стержень изготавливаем в виде модели стояка с размерами, уменьшенными на толщину слоя наносимого на него модельного состава. Трехкратно погружаем стержень в жидкий модельный состав и на его поверхности образуется слой, равный толщине стенки стояка.
Далее собираем модельный блок. Устанавливаем стояк в специальном приспособлении, обеспечивающее его устойчивость. Припаиваем плоским электрическим паяльником в нужном месте к поверхности стояка несколько моделей с питателями. Просветы между моделями на стояке около 10 мм.
Модельный блок берем за литниковую чашу и погружаем в бачок с суспензией. Суспензия состоит из гидролизованного раствора и маршалита. После того как вынули из бачка, медленно поворачиваем, добиваясь образования на его поверхности равномерного слоя суспензии, далее модельный блок переносим в струю песка для обсыпки. Этот этап повторяем несколько раз. Каждый слой суспензии сушим в электрическом шкафу при температуре 50-60˚С.
Производим выплавления модельного блока из керамической оболочки, путем опускания в ванну с горячей водой. Такой способ выплавления модельного блока, позволяет многократное использование материала. После этого промываем два раза горячей водой керамические формы. Промытые формы устанавливаем на стеллажах для сушки, сушим 3 часа при температуре 20 — 25˚С.
Далее выполняем формовку оболочек с сухим наполнителем. На дно коробчатой опоки насыпаем слой наполнителя толщиной 20 – 30 мм. В слой наполнителя литниковой чашей вверх устанавливаем несколько блоков оболочек, чтобы зазор между ними и стенкой опоки был не менее 10 – 20 мм. Пространство опоки между блоками и ее стенкой заполняют наполнителем, при формовке уплотняем наполнитель на вибрационном столе. После заполнения опоки наполнителем литниковая чаша блока возвышается над уровнем наполнителя на 15 – 20 мм. После этого формы поступают на прокаливание.
Следующим важным этапом является плавка металла, производим в дуговой электрической печи. Далее производится заливка форм в вакуумной среде с помощью ручных ковшей-ложек. Заливку форм сплавом осуществляем на плацу в вертикальном положении.
Далее производим выбивку отливок из форм вручную с помощью молотков и клещей. Выбитая из формы отливка имеет на поверхности литники, выпоры и возможно заливы, они удаляются вручную с помощью молотка и зубила.
Производим очистку отливки от пригоревшей к ее поверхности формовочной смеси. Очистку производим вручную, а так же производим химическую очистку (выщелачивание).
Отливки помещают в сетчатый барабан, который вращается в ванне с горячим раствором каустика (NaOH) с частотой 15 , при этом удаляются остатки керамической оболочки из труднодоступных мест на поверхности отливки. После выщелачивание отливки промывают, помещая барабан в ванну с горячей водой, содержащей 35% каустика, в течении 0,5 – 1 ч.
Лакокрасочные покрытия
... лакокрасочные покрытия на металлы и даже неметаллы. Методы нанесения порошковых ... деталей различных машин и оборудования, налив - для окраски ... краски); ЛКМ, модифицированные маслами (алкидные лаки). Используют лакокрасочные покрытия во ... лакокрасочные покрытия принято подразделять на 7 классов. Для получения лакокрасочные покрытия применяют разнообразные лакокрасочные материалы (ЛКМ), различающиеся по ...
Нанесение гравировки и надписи на поверхность отливки по эскизу художника. Нанесение никелевого покрытия гальваническим способом. И заключительным этапом является осуществление контроля качества отливки.
1.4 Программа выпуска
Так как изделие изготавливается из бронзы (БХ3), которая применяется для литья не больших изделий, методом литья по выплавляемым моделям, то для того что наш сувенир «башенка» являлось технологичным, и в дальнейшем окупались затраты на данное изделие (с учетом разумных цен на данное изделие) необходимо массовое серийное производство. Поэтому минимальное количество выпуска 100 штук. В противном случаи, если производить маленький выпуск продукции, то затраты на производство данного изделия не будут окупаться, либо цена в дальнейшем на них будет завышена.
2 Варианты декоративной отделки изделия
2.1 Выбор декоративной отделки
Для выбора декоративной отделки существуют требования:
1) Эксплуатационные. Определяют срок эксплуатации.
- механические свойств;
- физические свойства;
- химические свойства.
2) Технологические свойства (скорость нанесения, количество операций);
3) Экономические требования;
4) Экологические.
На основании данных требований было выбрано покрытие с использованием порошковых лакокрасочных материалов. Порошковые лакокрасочные материалы обладают рядом свойств, которые позволяют использовать их в качестве декоративных и защитных покрытий.
Наиболее важными свойствами порошковых красок являются :
- дисперсионный состав;
- сыпучесть;
- слеживаемость;
- гигроскопичность;
- насыпная плотность.
Технологическими характеристиками служат:
- способность к псевдоожижению;
- электризуемость;
- распыляемость и др.
1) Дисперсионный состав.
Все порошковые краски имеют, как правило, большой разброс по величине частиц. Опыт показывает, что допустимый размер частиц порошковых красок, по данным ситового анализа, находится в пределах 5–350 мкм. В зависимости от метода нанесения этот предел может быть более узким или сдвинут в ту или другую сторону. Для методов основанных на электростатическом распылении порошков, наилучшей является фракция 10–100мкм. В случае тонкослойного покрытия(70–80мкм) необходимы краски с частицами, не превышающими 75 мкм.
Имеются свои достоинства и недостатки высоко– и низко дисперсных порошковых красок. Высокодисперсные порошки быстрее сплавляются, из них легче получаются тонкие покрытия, но в отличие от низко дисперсных порошков они сильнее увлажняются, хуже псевдоожижаются и не всегда равномерно осаждаются на изделиях.
Важное значение имеет гетеродисперсность красок. Независимо от метода нанесения предпочтение следует отдавать порошкам с узким фракционным распределением.
2) Сыпучесть.
Хорошая сыпучесть – одно из необходимых требований к порошковым краскам. Сыпучесть, как известно, зависит от внутреннего трения между частицами и оценивается чаще всего по скорости истечения порошка из отверстий или по углу естественного откоса, который колеблется в пределах 36–45°.
При отсутствии требуемой сыпучести затрудняется нанесение красок; это вынуждает модернизировать аппаратуру, использовать вибрацию и другие средства и во многих случаях ограничивает применение отдельных способов нанесения. При длительном хранении, особенно при повышенных температуре и давлении, возможна агрегация частиц, приводящая к комкованию и слеживанию порошковых красок.
Критериями оценки сыпучести порошков могут служить угол внутреннего трения, скорость высыпания порошка из бункера через отверстие определенного сечения, угол ссыпания, угол обрушения, угол естественного откоса распыляемость и т.д. Угол внутреннего трения наиболее полно характеризует значение сил сцепления между частицами. Его определение основано, на свойстве порошков ограничивать передачу внешнего давления на дно и стенки сосуда, в котором порошок находится. Так, если порошок засыпать в вертикальную трубку, то его вес будет передаваться на основании трубки лишь до определенной высоты столба. Эта предельная высота тем больше, чем выше сыпучесть порошка, т.е. чем меньше силы сцепления между частицами. Отношение предельной высоты столба порошка Н к диаметру Д представляет собой тангенс угла внутреннего трения a: tg a=Н/Д.
3) Гигроскопичность.
Высокая удельная поверхность порошковых красок, составляющая 10–100 мл/г, предопределяет способность их к водопоглащению. Присутствие влаги снижает сыпучесть порошков, приводит к изменению электрических показателей красок, неблагоприятно сказывается на пленкообразовании (возможно поро – и кратерообразование).
Поэтому установлены допустимые пределы содержания влаги в порошковых красках: для разных материалов эта цифра колеблется от 0,5 до 3%. Чтобы избежать переувлажнения, следует тщательно контролировать сырье и хранить краски в водонепроницаемой таре в сухих помещениях. Краски с повышенным содержанием влаги можно просушить нагреванием при невысокой температуре (не более 50°С).
4) Насыпная плотность.
Это одна из массовых и объемных характеристик порошковых материалов. Насыпная плотность ?нас – масса свободно насыпного порошка в единице объема, выражаемая в кг/м? (или г/см2):
Pнас=m/V
Где m– масса порошка; V– объем порошка.
Насыпная плотность промышленных порошковых красок находится в пределах от 200 до 800кг/м? (чаще от 380 до 560).
Она зависит от состава красок, формы и шероховатости частиц, степени их полидесперсности. Непигментированные составы (лаки) характеризуются меньшей насыпной плотностью, чем пигментированные (краски).
С увеличением содержания пигментов и наполнителей и их плотности насыпная плотность красок возрастает.
Этот показатель определяют весовым методом с помощью прибора волюмометра.
5) Способность к псевдоожижению.
Образование кипящего слоя, удовлетворяющего требованиям технологии покрытий, зависит от ряда факторов, из которых важное значение имеют структура и свойства порошкового материала. Сильно увлажненные, мелкодисперсные, рыхлые порошки с углом естественного откоса более 43°, как правило, не кипят при воздействии воздухом или псевдоожижаются с трудом.
Псевдоожижению способствуют укрупнение и выравнивание формы частиц (приближение к шарообразной), уменьшение шероховатости, снижение влажности краски.
Одно из основных преимуществ – отсутствие растворителей. В пленке нанесенной по жидкостной технологии при интенсивном удалении растворителей образуются поры, которые вызывают ухудшение адгезии и преждевременное возникновение подпленочной коррозии. В порошковом покрытии меньше усадка и пористость пленки.
В порошковых красках применяется расширенный ассортимент связующих за счет использования пленкообразующих, не растворимых в растворителях, например, полиэтилена, полиамидов, фторопластов. Это позволяет получить недорогие покрытия с высокой атмосферо и химстойкостью. В порошковой технологии исключены такие сложные операции, как контроль вязкости краски и доводка ее до нужной величины. Порошковые краски поставляются исключительно в сухом, готовом виде, что обеспечивает как экономию, так и большую стабильность качества получаемых покрытий. Достигается значительная экономия на стоимости растворителей, которые в жидких красках играют роль лишь носителей для пленкообразующих веществ. Количество растворителей в жидких лакокрасочных материалах достигает 50%. Дополнительная экономия – сокращение расхода энергии на испарение растворителей и удаление паров из печей достигается при использовании очень экономичных колпаковых и вертикально – конвейерных печей полимеризации.
Процесс нанесения порошковых покрытий имеет ряд эксплуатационных преимуществ. Одно из них – облегченная чистка распылительного оборудования. Удалять сухой порошок значительно проще, чем слои жидкой краски. Время перехода с одного цвета краски на другой в конвейерной линии порошковой окраски занимает от одного часа до одной смены, причем до 95% краски, собранной в процессе очистки оборудования, пригодны для вторичного использования. Порошковая краска, не осевшая на изделие в процессе нанесения, собирается в рекуператоре, при этом она не теряет своих свойств и после просеивания и просушки используется вторично. Порошковая технология вообще характеризуется малыми потерями порошковых красок (1–2%) в отличие от жидких лакокрасочных материалов (до 50%).
Порошок при электростатическом нанесении стремится распределиться равномерно по плоским поверхностям изделия и несколько более толстым слоем, что улучшает качество покрытия, на острых углах и краях изделия. Допустимая неравномерность толщины слоя наносимого порошка, не ухудшающая декоративные и защитные свойства покрытия, лежит в очень широком диапазоне от 20 до 200 мкм. Подтеки краски и сморщивание пленки не образуются, что снижает требования к контролю за нанесением порошковых красок и позволяет полностью автоматизировать процесс окраски. При ручной окраске или подкрашивании имеется возможность легкого исправления дефектов покрытия перед полимеризацией. В случае обнаружения дефекта, например прилипшей ворсинки, порошок смахивается кистью или сдувается струей сжатого воздуха и наносится повторно.
2.2 Классификация порошковых лакокрасочных материалов (виды)
Порошковые краски состоят из твердых частиц, которые преобразуются в процессе покраски в пленкообразующую основу и воздуха — среды, которая эти частицы разделяет.
Порошковые лакокрасочные материалы подразделяются на:
- пигментированные — краски;
- непигментированные — лаки.
Лаки используют там, где по условиям эксплуатации необходимо, чтобы покрытие не закрывало фактуру окрашиваемой поверхности — например, лакирование проводов, некоторых видов пластмасс и т. д.
Выделяют две группы порошковых красок — термопластичные и термореактивные.
Термопластичные краски образуют покрытия без химических превращений, в основном за счет сплавления частиц при нагревании и последующего затвердевания расплавов при охлаждении. Получаемые из них пленки термопластичны и нередко растворимы. Их состав соответствует составу исходного материала.
Термореактивные порошковые краски формируют покрытия в результате сплавления частиц и протекания в расплавленном материале химических реакций. Такие покрытия необратимы, неплавки и нерастворимы. Их химический состав обычно существенно отличается от состава исходных красок.
По объему производства термореактивные краски значительно превосходят термопластичные, они составляют до 80% общего выпуска порошковых ЛКМ.
Выпускаемые краски различаются по цвету (возможны все цвета по RAL).
Классификация по типу пленкообразователя:
- эпоксидные,
- полиэфирные,
- гибридные,
- полиуретановые,
- полиакрилатные,
- полиэтиленовые,
- полипропиленовые,
- поливинилхлоридные,
- полиамидные
- на основе пентапласта (пентона) и др.
По фактуре поверхности покрытия:
- глянцевые,
- матовые,
- «муар»,
- текстурированные,
- «под кожу»,
- «под мрамор»,
- «под гранит»,
- «под золото»,
- с эффектом «металлик»,
- «антик» и т. д.
По назначению:
- Порошковые краски различают для наружных и внутренних работ, для защиты труб, для получения химически стойких, антифрикционных, электроизоляционных и других покрытий;
- общего и функционального назначения.
2.2.1 Порошковые краски на основе термопластичных пленкообразователей.
Термопласты раньше термореактивных пленкообразователей стали применять для получения порошковых красок. Первые упоминания об использовании для этих целей полиамидов относятся к 1939г. В послевоенный период внимание привлекли также другие полимеры — полиэтилен, поливинилхлорид, поливинилбутераль, битумы.
С налаживанием и расширением производства термореактивных порошковых красок доля выпуска красок на основе термопластов постепенно снижается (в 1980г. они составили около 40%), однако абсолютный объем их растет. Однако стоит отметить, что применение порошковых красок на основе термопластичных пленкообразователей практически не присутствуют на Украине.
Порошковые краски на основе полиэлифинов.
Пленкообразователем в лакокрасочных составах полиэлифинового типа обычно служат полиэтилен низкого и высокого давления, полипропилен, сополимеры этилена с винилацетатом, сополимеры этилена с пропиленом и акриловой кислотой, смеси полиэтилена с каучуками и т.д. Для нанесения электрическим поле высокого напряжения разработаны высокодисперсные полиэтиленовые краски с большой насыпной плотностью. Краски позволяют получать тонкие покрытия толщиной 20-40 мкм, характеризующиеся повышенной адгезионной прочностью.
Покрытия из полиолефинов отличаются хорошими физико-механическими, антикоррозионными и электроизоляционными свойствами. Однако к твердости и декоративному виду они уступают многим другим полимерным покрытиям.
Недостаток большинства покрытий из полиолефинов — повышенная склонность к растрескиванию при эксплуатации. Наиболее высокой прочностью к растрескиванию обладает покрытие из полипропилена. Атмосферостойкость покрытий не высока.
Покрытия из полиэлифинов выполняют преимущественно защитную функцию, будучи самыми дешевыми покрытиями, получаемыми из порошков. Полиэтиленовыми красками окрашивают различные изделия из проволоки, лопасти и корпуса вентиляторов, трубы и фланцы для труб, аккумуляторные баки, электрошины, кронштейны, стеклотару. Покрытия из пропиленовых составов применяют для защиты частей стиральных и посудомоечных машин, поддонов холодильников, металлической мебели, тары, стеллажей и различных деталей промышленного оборудования.
Порошковые краски на основе поливинилбутераля.
Пригодны для нанесения разными методами. В зависимости от цвета минимальная толщина укрывистых покрытий колеблется от 160 до 270мкм. Испытания показали, что покрытия длительно (более полутора лет) выдерживают воздействие воды и водных солевых сред при комнатной температуре, несмотря на то, что степень водонабухания пленки в этих условиях достигает 4-5%. Покрытия масло и бензостойки.
Поливинилбутеральные покрытия применяются как защитно-декоративные, электроизоляционные, бензо — и абразивостойкие для эксплуатации внутри помещений в различных климатических зонах.
Поливинилхлоридные краски наносят на фосфатированную или предварительно загрунтованную поверхность металла (порошковая грунтовка).
Краску наносят на холодные изделия электростатическим распылением при напряжении 35-80кВ; покрытия формируют при температуре до 250?С. покрытия в интервале рабочих агентов: кислот — концентрированных соляной и уксусной, серной разной концентрации, хромовой 30%-ной, царской водки; щелочей до 40%-ной концентрации, пер оксида водорода, воды, водных растворов солей и других. Покрытия также достаточно атмосферостойкие. Диэлектрические показатели покрытий, получаемых из поливинилхлоридных красок, невысоки, что объясняется присутствием в них большого количества полярных низкомолекулярных пластификаторов.
Полиамидные краски получают на основе твердых алифатических полиамидов. Полиамидные составы можно наносить как на холодные, так и на нагретые изделия. Адгезия полиамидных покрытий к металлам недостаточно высока и нестабильна. При эксплуатации покрытий в воде она быстро снижается. По устойчивости к трению скольжения и абразивному износу полиамидные покрытия превосходят все другие виды покрытия. Покрытия стойки ко многим средам.
Существует еще множество порошковых термопластичных красок выпускаемые различными производителями. Данные о свойствах порошковой краски и покрытий следует брать у производителей.
2.2.2 Порошковые краски на основе термореактивных пленкообразователей.
Начало производства порошковых термореактивных красок относится к 1962г., когда была изготовлена первая краска этого типа — эпоксидная. С этого времени их производство стало быстро развиваться. Наряду с эпоксидными появились полиэфирные, эпоксидно-полиэфирные, полиуретановые и другие краски.
По химическому составу термореактивные краски — более сложные системы, чем термопластичные; они сложнее и в производстве. Основными факторами, определившими их доминирующее развитие (по сравнению с красками на термопластах), являются: меньшая толщина эксплуатационных покрытий и лучшее качество покрытий, в первую очередь в отношении адгезии, теплостойкости, декоративных свойств.
Эпоксидные порошковые краски.
Ассортимент существующих промышленных красок весьма разнообразен. Краски различаются по цвету, условиям нанесения и отвердения, целевому использованию (грунтовочное покрытие, верхнее покрытие), назначению.
Эпоксидные порошковые краски обычно наносят на поверхность способом электростатического распыления. В зависимости от условий эксплуатации наносят 1-2 слоя. Эпоксидные покрытия отличаются высокой адгезией, механической прочностью и химической стойкостью. Интервал рабочих температур от -60 до +120?С. покрытия влагостойки, стойки к щелочам, алифатическим и ароматическим углеводородам, смазочным маслам, топливу, сырой нефти. По атмосферостойкости эпоксидные покрытия уступают многим другим покрытиям — они быстро теряют глянец и мелят. Диэлектрические свойства покрытий достаточно высоки.
Полиэфирные покрытия отличаются хорошими атмосферно — и светостойкостью, механической и электрической прочностью, повышенной стойкостью к истиранию. Полиэфирные краски лучше других порошковых материалов наносятся в электрическом поле, из них могут, получены покрытия различных цветов. Краски хорошо наносятся на поверхность электростатическим распылением, для них пригодны и другие способы нанесения. Они имеют высокий глянец и удовлетворительную адгезию к металлам.
Щелочестойкость покрытий низка. Диэлектрические показатели полиэфирных покрытий низка. Проводились атмосферные испытания покрытий в условиях юга, которые показали, что по атмосферостойкости полиэфирные покрытия превосходят все другие виды покрытий, в том числеполиакрилатные и полиуретановые.
Порошковые эпоксидно-полиэфирные краски привлекают большое внимание вследствие относительно низкой стоимости и хорошего качества получаемых покрытий. Краски получают комбинированием эпоксидного и полиэфирного олигомера. Краски наносят на поверхность способом электростатического распыления. Покрытия имеют красивый внешний вид, хороший глянец и равномерную окраску, устойчивы к воздействию воды, водных растворов солей, разбавленных щелочей и кислот.
3 Технология нанесения покрытия
3.1 Расчёты
Для декоративной окраски изделия применяется эпоксидный термореактивный порошковый лакокрасочный материал П-ЭП177.
Готовая к применению порошковая краска П-ЭП177 представляет собой гомогенизированную смесь эпоксидной смолы, отвердителя, пигментов и наполнителей.
Предназначается для получения электроизоляционных и антикоррозионных покрытий на металлических изделиях.
Покрытия на основе данной краски должны обеспечивать электрическую прочность при толщине пленки (350±25) мкм не менее 20 кВ/мм.
Краски порошковые эпоксидные выпускаются различных цветов и двух марок: марка «А» — для изделий с острыми кромками и марка «Б» — для изделий без острых кромок.
| Наименование показателя | Норма |
| Внешний вид краски |
Тонкодисперсный порошок зеленого, серого и красного цвета. |
| Внешний вид пленки |
Однородная верхность без механических включений. Допускается шагрень. Не значительное количество оспин. |
| Массовая доля летучих веществ, % не более |
1 |
| Остаток на сите с сеткой N 0, , %, не более | 2 |
| Растекаемость при температуре (180±2)°С, см |
а) для марки «А» 4, -7 3-7(ОН) б) для марки «Б» 7, -10 7, -10(ОН) |
| Эластичность пленки при изгибе, мм, не более для краски: |
серой 10 красной, зеленой 30 50(ОН) |
| Прочность пленки при ударе по прибору типа У-1, не менее для краски: |
Серой 40 30(ОН) зеленой 35 20(ОН) красной 20 15(ОН) |
| Адгезия методом отслаивания, Н/м (гс/см), не менее, для краски: |
серой, красной 600 зеленой 400 |
| Время отверждения красок: |
серой при температуре (150±2)°С 3 ч, а затем при температуре (180±2)°С 1 ч или при температуре (180±2)°С 2 ч зеленой и красной при температуре (180±2)°С 1 ч или при температуре (200±2)°С 30мин. |
Таблица 1 – основные показатели
Гарантийный срок хранения краски — 12 месяцев со дня изготовления.
Показатели пожаровзрывоопасности порошковых полимерных материалов (ГОСТ 9.410–88. Приложение 11)
- Нижний концентрационный предел воспламенения — 20 г/м3
- Температура воспламенения — 325°С
- Температура самовоспламенения — 415°С
- Группа горючести — горючие
Свойства:
1) Группы покрытия: Т3,У3,ХЛ1,УХЛ1,УТ3,ОТ3
2) Классы покрытия: III,IV,V,VI,VII
3) Температурный диапазон приминения, °С: -60 … +100
4) Колличество слоёв покрытия: 3
5) Толщина слоя, мкм: 50…80
6) Удельный вес — 1,3-1,7 гр/см3 в зависимости от цвета
7) Расход краски — приблизительно 10-12 м2/кг при толщине покрытия 60/50 мкм.
Механические свойства краски при толщине покрытия 50/60 мкм:
- Адгезия — G T
- Твердость по Бухгольцу — 90 — 100
- Твердость по карандашу — 2H — 3H
- Эластичность по Эриксону — 7 мм
- Изгиб по цилиндру — 4 мм
- Прямой удар — 50 кг/см
- Обратный удар — 40 кг/см
Сопротивление химическим воздействиям
- Стойкая к 5% растворам щелочей и кислот. Не стойкая к кетонам и хлоросодержащим растворителям;
- Ультрафиолетовое излучение (лампа 500Вт) — незначительное изменение цвета после 5 часов облучения;
- Солевая камера — без изменений после 500 часов; по надрезам коррозия менее 1 мм;
- Влажная камера — без изменений после 500 часов;
- Испытания проводились на 0.8мм фосфатированной стальной пластине.
3.2 Методы нанесения ПЛКМ на металлические изделия
Формирование покрытий связано с процессами сплавления частиц, растекания расплава и химического отверждения (в случае термореактивных красок).
Требуемые условия формирования указаны в технологической документации, сопровождающей порошковые ЛКМ. Особенно важно соблюдение режима отверждения термореактивных красок, поскольку любое отклонение от него неблагопроиятно сказывается на свойствах получаемых покрытий. Недоотверждение (недогрев), в первую очередь, влияет на механические свойства (покрытия становятся хрупкими, разрушаются при ударе и изгибе), переотверждение (перегрев) – на цвет и блеск покрытия. Под температурой отверждения в документации значится температура на поверхности изделия, а не в печи.
При отверждении покрытия формируется структура его внутренних и поверхностных слоев. При этом характер поверхности определяется не только природой ЛКМ, но и условиями формирования покрытия. Например, причиной снижения глянца часто бывают летучие вещества присутствующие в краске. Чем выше температура отверждения, тем, как правило, больше выделяется летучих веществ и сильнее проявляется их влияние на блеск покрытий. Пористые материалы при нагревании выделяют воздух, а иногда и влагу, что вызывает поро- и кратерообразование в покрытиях.
3.2.1 Технология нанесения порошковых покрытий
Существуют различные технологии и методы нанесения порошковых покрытий. Электростатический и трибостатический методы являются наиболее популярными и распостраненными.
1)Технология порошковой окраски электростатическим напылением.
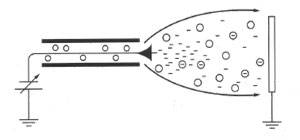
Рис. 1 — Технология зарядки коронным разрядом
Его популярность обусловлена следующими факторами: высокая эффективность зарядки почти всех порошковых красок, высокая производительность при порошковом окрашивании больших поверхностей, относительно низкая чувствительность к влажности окружающего воздуха, подходит для нанесения различных порошковых покрытий со специальными эффектами (металлики, шагрени, мауары и т.д.).
Наряду с достоинствами электростатическое напыление имеет ряд недостатков, которые обусловлены сильным электрическим полем между пистолетом распылителем и деталью, которое может затруднить нанесение порошкового покрытия в углах и в местах глубоких выемок. Кроме того, неправильный выбор электростатических параметров распылителя и расстояния от распылителя до детали может вызвать обратную ионизацию и ухудшить качество полимерного порошкового покрытия.
Оборудование для порошковой окраски — электростатический пистолет распылитель есть типовом комплексе порошковой окраски Альфа Колор.
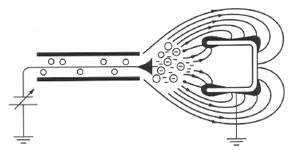
Рис. 2 — Эффект клетки Фарадея
Эффект клетки Фарадея — результат воздействия электростатических и аэродинамических сил.
На рисунке показано, что при нанесении порошкового покрытия на участки, в которых действует эффект клетки Фарадея, электрическое поле, создаваемое распылителем, имеет максимальную напряженность по краям выемки. Силовые линии всегда идут к самой близкой заземленной точке и скорее концентрируется по краям выемки и выступающим участками, а не проникают дальше внутрь.
Это сильное поле ускоряет оседание частик, образуя в этих местах порошковое покрытие слишком большой толщины.
Эффект клетки Фарадея наблюдается в тех случаях, когда наносят порошковую краску на металлоизделия сложной конфигурации, куда внешнее электрическое поле не проникает, поэтому нанесение ровного покрытия на детали затруднено и в некоторых случаях даже невозможно.
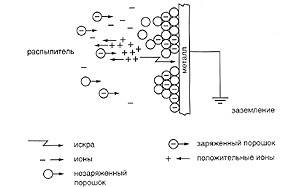
Рис. 3 — Обратная ионизация
Обратная ионизация вызывается излишним током свободных ионов от зарядных электродов распылителя. Когда свободные ионы попадают на покрытую порошковой краской поверхность детали, они прибавляют свой заряд к заряду, накопившемуся в слое порошка. Но поверхности детали накапливается слишком большой заряд. В некоторых точках величина заряда превышается настолько, что в толще порошка проскакивают микро искры, образующие кратеры на поверхности, что приводит к ухудшению качества покрытия и нарушению его функциональных свойств. Также обратная ионизация способствует образованию апельсиновой корки, снижению эффективности работы распылителей и ограничению толщины получаемых покрытий.
Для уменьшения эффекта клетки Фарадея и обратной ионизации было разработано специальное оборудование, которое уменьшает количество ионов в ионизированном воздухе, когда заряженные частицы порошка притягиваются поверхностью. Свободные отрицательные ионы отводятся в сторону благодаря заземлению самого распылителя, что значительно снижает проявление вышеупомянутых негативных эффектов. Увеличив расстояние между распылителем и поверхностью детали, можно уменьшить ток пистолета распылителя и замедлить процесс обратной ионизации.
2)Технология порошковой окраски трибостатическим напылением.
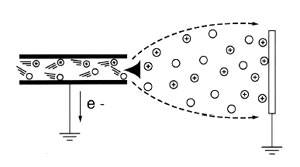
Рис. 4 — Трибостатическое напыление — зарядка трением.
В отличие от электростатического напыления, в данной системе нет генератора высого напряжения для распылителя. Порошок заряжается в процессе трения.
Главная задача — увеличить число и силу столкновений между частицами порошка и заряжающими поверхностями пистолета распылителя.
Одним из лучших акцепторов в трибоэлектрическом ряду является политетрафторэтилен (тефлон), он обеспечивает хорошую зарядку большинства порошковых красок, имеет относительно высокую износоустойчивость и устойчив к налипанию частиц под действием ударов.
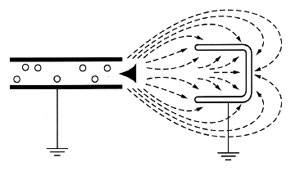
Рис. 5 — Отсутствует эффект клетки Фарадея
В распылителях с трибостатической зарядкой не создается ни сильного электрического поля, ни ионного тока, поэтому отсутствует эффект клетки Фарадея и обратной ионизации. Заряженные частицы могут проникать в глубокие скрытые проемы и равномерно прокрашивать изделия сложной конфигурации.
Также возможно нанесение нескольких слоев краски для получения толстых порошковых покрытий.
Распылители с использованием трибостатической зарядки конструктивно более надежны, чем пистолеты распылители с зарядкой в поле коронного разряда, поскольку они не имеют элементов, преобразующих высокое напряжение. За исключением провода заземления, эти распылители являются полностью механическими, чувствительными только к естественному износу.
3) Газопламенное напыление.
Газопламенное напыление осуществляется с использованием распылителя краски, в котором термопластичный порошок продувается через пламя газовой горелки сжатым воздухом. При этом порошок плавится и в таком виде попадает на изделие. Поскольку распылитель краски является портативным, большие изделия, такие как танки, трубопроводы, мосты, легко могут мыть окрашены по данной технологии. Оборудование для газопламенного напыления универсально. Его используют для нагревания поверхности, напыления порошковой краски и повторного нагревания с целью выравнивания поверхности.
4) Нанесение в кипящем слое.
Термореактивные порошковые краски, прежде всего эпоксидные, могут быть использованы для нанесения в псевдоожиженном слое. Однако большую часть покрытий в псевдоожиженном слое получают с применением термопластичных красок. В этом случае образуются толстые прочные покрытия с отличительными механическими, электрическими и противокоррозионными свойствами.
Сущность способа заключается в том, что изделие, нагретое несколько выше температуры плавления порошкового материала, погружают в ванну, в которой этот материал находится в кипящем или псевдоожиженном состоянии. Частицы материала, приходящие в контакт с изделием, плавятся, образуя на его поверхности равномерный слой. Последующее нагревание изделия вне ванны улучшает растекание расплава, а его охлаждение завершает процесс получения готового покрытия.
Так же используются:
1)Аппарат для вибровихревого нанесения;
2)Пневмовибрационный аппарат;
3)Установка «кипящего» слоя с индукционным нагревом;
4)Пневмотическое напыление;
5)Пневмолучевое напыление.
3.3 Последовательность операций нанесения порошковых лакокрасочных покрытий на изделия
Для защиты кованых изделий от коррозии, а также придания им красивого внешнего вида на них наносят лакокрасочное покрытие (ЛКП).
Чаще всего применяют комплекс лакокрасочных материалов:
- Преобразователь ржавчины
- Грунтовка
- Эмаль.
Самым оптимальным и доступным при нанесении ЛКП является грунтовка ГФ-21 и эмаль ПФ-115.
При выполнении лакокрасочных работ важно соблюдать технологию ее нанесения на кованые изделия:
1) Механическая обработка. До нанесения ПЛКП кованое изделие необходимо очистить от ржавчины, окалины и шлаков, которые остаются после проведения сварочных работ. Очистку можно выполнить вручную, используя напильник, наждачную бумагу или металлическую щетку, либо механизированным методом, используя углошлифовальную машину;
2) После очистки кованого изделия, нанести на него преобразователь ржавчины. Его применяют для схватывания оставшихся частиц ржавчины;
3) Обезжиривание в органических растворителях;
4) Если необходимо выровнять поверхность кованого изделия можно нанести шпаклевочный материал;
5) Для повышения адгезии между эмалью и изделием необходимо нанести на него грунтовку.
6) По окончанию выше перечисленных работ наносим на изделие первый слой ЛКП, а после того как он подсохнет – второй слой;
7) Сушка;
8) Контроль качества.
4 Свойства декоративного покрытия
4.1 Дефекты покрытия и методы устранения
| Дефекты покрытий | Причины | Способы устранения |
| Сорность покрытия | Наличие крупных включений в исходной краске или краске, поступающей из системы рекуперации |
Заменить или просеять краску; проверить сита для возврата краски |
| Загрязненность воздуха, подаваемого на распыление или в нагревательное устройство (печь) | Улучшить качество очистки воздуха | |
| Шагрень | Низкий показатель растекания краски (возможно из-за превышения срока хранения) |
Заменить краску |
| Низкая температура формирования покрытия | Повысить температуру в печи | |
| Очень тонкое покрытие |
Увеличить толщину, отрегулировав подачу краски |
|
| Кратеры | Несоответствие краски требованиям НТД |
Заменить краску |
| Плохая очистка воздуха от масляных загрязнений | Улучшить качество очистки воздуха | |
| Плохая очистка изделий | Проверить соответствующие химикаты и оборудование | |
| Пузыри, проколы, видимые микропоры | Дефектность покрываемой поверхности (наличие пор, кратеров, воздушных полостей) |
Краску наносить на предварительно нагретое изделие |
| Слишком высокая температура формирования покрытий | Уменьшить температуру в печи | |
|
Высокая влажность порошка |
Проверить условия хранения | |
| Выделение газа в ходе реакции полимеризации |
Удерживать толщину покрытия не выше 100 мм |
|
| Потеки | Слишком высокий показатель растекания краски | |
| Нанесения чрезмерно толстого слоя краски | Уменьшить толщину наносимого слоя краски | |
| Изменение цвета |
Завышенные температура или время формирования покрытия |
Привести в соответствие параметры формирования покрытия |
| Плохая очистка установки при переходе с цвета на цвет | Обеспечить чистоту всех элементов установки | |
| Повышенный блеск матового покрытия | Нанесен слишком тонкий слой краски | Увеличить толщину наносимого слоя краски |
Таблица 2 – дефекты покрытия
А так же возможно наличие следующих недостатков:
- нестабильный уровень глянца,
- непрокрасы,
- неравномерность толщины,
- плохая ударная плотность и гибкость,
- низкая адгезия, плохая коррозионная стойкость, химическая стойкость,
- неудовлетворительное осаждение порошка на изделии,
- плохое проникновение порошка в углубления изделия (отверстия, канавки, углы),
- недостаточная (или полностью прекращена) подача порошка на изделие,
- пульсирующая подача порошка,
- плохое псевдоожижение краски в питательном бункере.
4.2 Контроль качества
Для контроля качества и долговечности лакокрасочных покрытий проводят их внешний осмотр и определяют с помощью приборов (на образцах) свойства — физико-механические (адгезия, эластичность, твердость и др.), декоративные и защитные (антикоррозионные свойства, атмосферостойкость, водопоглощение).
В табл.3 перечислены показатели и приборы, необходимые для оценки внешнего вида поверхности покрытия.
Состояние поверхности, блеск и цвет являются важными характеристиками покрытий. Внешний вид может быть оценён посредством визуального осмотра и сравнения с эталоном либо с помощью инструментов. К сожалению, численные значения, получаемые посредством использования инструментов, трудно соотносить с субъективной визуальной оценкой.
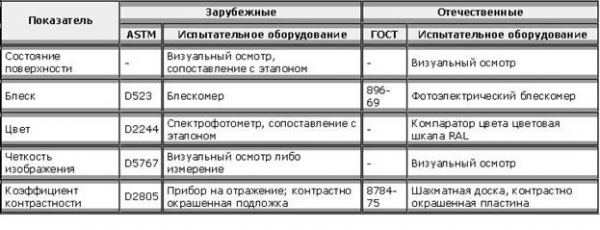
Таблица 3 – показатели оценки внешнего вида покрытия
В табл.4 перечислено оборудование, используемое для испытания физико-механических свойств покрытий.
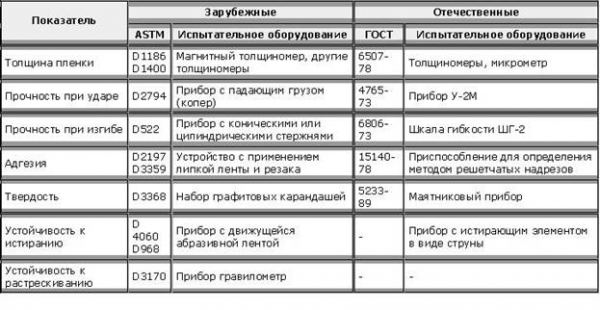 Таблица 4 -физико-механические свойства покрытий.
Таблица 4 -физико-механические свойства покрытий.
В табл. 5 перечислено оборудование, используемое для тестирования покрытия на устойчивость к воздействию окружающей среды.
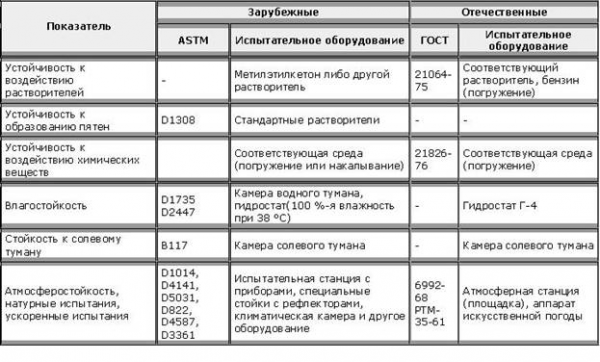
Таблица 5 – показатели устойчивости к воздействию окружающей среды
Список литературы:
[Электронный ресурс]//URL: https://inzhpro.ru/kursovaya/nanesenie-poroshkovyih-polimernyih-materialov/
1) Логинов В. П., Боброва В. В. Секреты кузнечного мастерства, М., Аделант, 2009;
2) Рейбман А. И., Защитные лакокрасочные покрытия, 5 изд.. Л., 1982;
3) Яковлев А. Д., Химия и технология лакокрасочных покрытий. Л.. 1981;
4)http://strojpolimer.ru/page746322