
Блок питания — это не только один из самых важных компонентов ПК, но, к сожалению, наименее всего замечаемый. Покупатели компьютеров помногу часов обсуждают частоту процессоров, ёмкость модулей памяти, объём и скорость жёстких дисков, производительность видеоадаптеров, размер экрана монитора и т.д., однако крайне редко (или вообще никогда) упоминают о блоках питания. Когда система собирается из самых дешёвых компонентов, на какой элемент производитель обращает меньше всего внимания? Правильно, на блок питания. Для многих это просто невзрачная серая металлическая коробка, расположенная внутри компьютера и покрытая слоем пыли. Иногда пользователи всё же задумываются о блоке питания, интересуясь исключительно мощностью в ваттах (несмотря на то, что не существует практических методов проверки этой мощности) и, упуская из виду важнейшие моменты, а именно: стабильна ли подача энергии либо напряжение отличается, шумом, скачкообразным выбросом и перебоями.
Блок питания крайне важен, так как подаёт электроэнергию каждому компоненту системы. Кроме того, он же является из самых ненадёжных компьютерных устройств, так как по статистике именно блоки питания чаще всего выходят из строя. Не в последнюю очередь это связано с тем, что многие производители устанавливают самые дешёвые блоки питания, которые только можно найти. Неисправный блок питания может не только помешать стабильной работе системы, но и физически повредить её компоненты неустойчивым электрическим напряжением.
1. Техническое описание.
При подаче напряжения на источник питания от сети, в нём происходит выпрямление переменного напряжения сети, затем преобразование постоянного напряжения в импульсное. Благодаря тому, что источник питания имеет импульсный трансформатор значительно стало легче контролировать выходные напряжения. После того как импульсное напряжение выпрямляется получается постоянное напряжение. Постоянное напряжение подаётся к потребителям т. е. к модулям памяти, материнскую плату, процессору, жёсткому диску, CD ROM, флопику и т.д.
Главное назначение блоков питания – преобразование электрической энергии, поступающей из электрической сети переменного тока, в энергию пригодную для питания узлов компьютера. Блок питания преобразует сетевое переменное напряжение 220 В., 50 Гц (120 В, 60 Гц) в постоянные напряжения +5 и 12 В. Как правило, для питания цифровых схем (системной платы, плат адаптеров и дисковых носителей) используется напряжение +3,3 или +5 В, а для двигателей (дисководов и различных вентиляторов) — +12 В. Компьютер работает надёжно в тех случае, если значения напряжения в этих цепях не выходят за установленные пределы.
Инверторные источники питания для электродуговой сварки
... энергию от сети переменного напряжения, выпрямляет это напряжение, инвертирует его в переменное напряжение, и снова выпрямляет. Таков основной принцип построения многих источников питания. Не является ... -315" и "Магма-500" и ООО "ПТК" -"Инверт-400" (ручная сварка, механизированная сварка плавящимся электродом, сварка неплавящимся электродом - 400 А, ПН - 80 %). Инвертором Инверторы совсем не ...
Общие сведения. Источник питания АТХ состоит из
Выпрямителя напряжения сети;
- Элементов цепи запуска преобразователя, стабилиза ции и защиты;
- Формирователя сигнала Р.G.;
- Выпрямителей импульсного напряженя.
Источник питания функционально содржит элементы цепей формрования вспомогательного сигнала Р.G., цепь управления дистанционным включением РS ON, в составе имеются вспомогательный автогенератор с выходным выпрямителем +5В SB,дополнительный выпрямитель +3,3 В, а также другие элементы присущие источнику питания АТХ. 1.2 Описание структурной схемы.
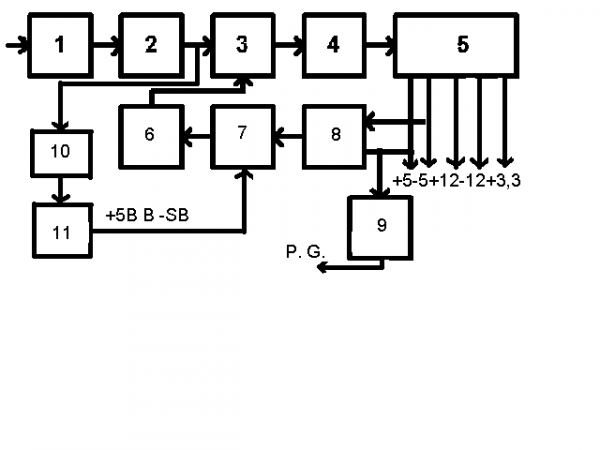
Для понимания функционирования и структуры источника питания системного модуля приводятся структурная схема источника формата ATХ, и поясняется его работа.
В источнике питания формата ATХ напряжение питания через внешний размыкатель сети, распложенный в корпусе системного блока, поступает сетевой фильтр и низкочастотный выпрямитель. Далее выпрямленное напряжение, величиной порядка 300 В., полумостовым преобразователем преобразуется в импульсное. Развязка между первичной сетью и потребителями осуществляется импульсным трансформатором. Вторичные обмотки импульсного трансформатора подключены к высокочастотным выпрямителям 12 В. и 5 В. и соответствующим сглаживающим фильтрам.
Сигнал Power Good (питание в норме), подаваемый на системную плату через 0,1…0,5 с после появления питающих напряжений +5 В., выполняет начальную установку процессора. Выход из строя силовой части источника питания предотвращается узлом защиты и блокировки. При отсутствии аварийных режимов работы эти цепи формируют сигналы, разрешающие функционирование ШИМ-контроллера, который управляет полумостовым преобразователем посредством согласующего каскада. В аварийных режимах работы осуществляется сброс сигнала power Good.
Длительность открытого состояния ключей преобразователя определяет величину напряжения выходных источников. Поддержание выходных напряжений постоянному значению в контроллере обеспечивается системой управления с обратной связью, при этом в качестве ошибки используется отклонение выходного напряжения от источника +5 В.
Входной фильтр.
Интенсивность помех существенно зависит от быстродействия транзисторов и диодов силовой части, а также длины выводов и элементов и ёмкости монтажа. Наличие помех оказывает неблагоприятное действие и на работу самого блока питания, проявляющееся в ухудшении характеристик стабилизации источника.
При анализе схемотехнике импульсных источников питания принято различать синфазную и дифференциальную составляющие помехи. Синфазное напряжение измеряется относительно корпуса устройства с каждым из полюсов шин питания источника. Дифференциальная составляющая, измеряющая между полюсами шин питания (первичной, нагрузочной), ещё её определяют как разность синфазных составляющих помехи между шинами соответствующей цепи. Наилучшим средством снижения уровня помех считается устранение их в местах возникновения, следовательно, место включения фильтра строго определено – на входе источника питания. При разработки фильтра источников питания наибольшее внимание уделяют подавлению именно синфазной и дифференциальной составляющих помех в сети.
Измерительные преобразователи (датчики)
... М. Для питания этих преобразователей требуются внешние источники. К таким датчикам относятся: резистивные, индуктивные, трансформаторные, емкостные преобразователи. Генераторные преобразователи преобразуют входные ... к необходимости использовать для питания датчиков напряжения повышений частоты Гц. Это существенный недостаток подобных преобразователей. Диэлектрические свойства среды иногда ...
Низкочастотный выпрямитель, сглаживающий
фильтр.
Питание преобразователя блока питания осуществляется постоянным напряжением, которое вырабатывается низкочастотным выпрямителем. Схема низкочастотного выпрямителя собрана по мостовой схеме и обеспечивает необходимое качество выпрямленного напряжения. Последующее сглаживание пульсаций выпрямленного напряжения осуществляется фильтром. Возможность питания от сети с напряжением 115 В. реализуется введением схем выпрямителя переключателя питающего напряжения. Замкнутые состояния переключателя соответствует низкому напряжению питающей сети (115 В.) . В этом случае выпрямитель работает по схеме удвоения напряжения. Одной из функции выпрямителя является ограничение тока зарядки входного конденсатора низкочастотного фильтра, выполненного элементами, входящими в состав выпрямительного устройства блока питания. Необходимость их применения вызвана тем, что режим запуска преобразователя близок к режиму короткого замыкания. Зарядный ток конденсаторов при этом может достигать 10-100 ампер. Здесь существует две опасности, одна из которых – выход из строя диодов низкочастотного фильтра, а вторая износ электролитических конденсаторов, при прохождении через них больших зарядных токов.
Преобразователь напряжения.
В источнике питания персонального компьютера высокочастотный преобразователь выполнен по схеме двухтактного преобразователя полумостового типа. Активными элементами схемы являются транзисторные ключи с включёнными в обратном направлении диодами. Цепи управления преобразователя базы транзисторов подключены к вторичной обмотке согласующего трансформатора, а выход преобразователя нагружен на первичную обмотку импульсного трансформатора. Для уменьшения времени переключателя ключевых транзисторов (силовых, в цепь базы включают форсирующую резисторно-конденсаторную цепь).
Диоды, включённые параллельно переходу коллектор-эммитер, силовых транзисторов защищают, их от пробоя обратного напряжения. Транзисторы силовых ключей выбираются с малым временем рассасывания основных носителей перехода база-эммитер. Большим рабочим напряжением коллектор-эммитер, большим рабочим и импульсными токами.
Каскад управления.
Управление транзисторами полумостового преобразователя осуществляется каскадом управления на транзисторах. Кроме этой функции схема управления осуществляет согласование и гальваническую развязку мощных силовых каскадов от маломощных цепей управления.
Формирователь сигнала (Напряжение питания в норме)Power Good.
Блок питания не только вырабатывает необходимое для работы узлов компьютера напряжения, но и приостанавливает функционирование системы до тех пор, пока величина этого напряжения не достигнет значения, достаточного для нормальной работы. Иными словами, блок питания не позволит компьютеру работать при «нештатном» уровне напряжения питания. В каждом блоке питания перед получением разрешения на запуск системы выполняется внутренняя проверка и тестирование выходного напряжения. После этого на системную плату посылается специальный сигнал POWER_GOOD (питание в норме).
Преобразователи сигналов
... DA1 и Кодовый модулятор. Преобразователь двоичного кода в напряжение переменного тока в модуляторе (рис. 7.15) построен на транзисторных ключах, которые подключают сигнал Транзисторный выключатель. Устройство ... малый дрейф. Широкополосные Подключение ОУ к однополярному питанию. Для подключения усилителя к однополярному источнику питания создается делитель напряжения на стабилитронах VD1 it VD2 (рис ...
Если такой сигнал не поступил, компьютер работать не будет. Уровень напряжения сигнала POWER_GOOD – около +5 В.(нормальной считается величина от +3 В. до +6 В.).
Он вырабатывается блоком питания после выполнения внутренних проверок и выхода на номинальный режим и обычно появляется через 0,1 – 0,5 секунд после включения компьютера. Сигнал подаётся на системную плату, где микросхемой тактового генератора формируется сигнал начальной установки процессора. При отсутствии сигнала POWER_GOOD микросхема тактового генератора постоянно подаёт на процессор сигнал сброса, не позволяя компьютеру работать при «нештатном» не позволяя компьютеру работать при «нештатном» или нестабильном напряжении питания. Когда сигнал POWER_GOOD подаётся на генератор, сигнал сброса отключается и начинается выполнение программы, записанной по адресу: FFFF:0000 (обычно в ROM BIOS).
Если выходные напряжения блока питания не соответствуют номинальным (например, при снижении напряжения сети), сигнал POWER_GOOD отключается и процессор автоматически перезапускается. При восстановлении выходных напряжений снова формируется сигнал POWER_GOOD и компьютер начинает работать так, будто его только включили. Благодаря быстрому отключению сигнала POWER_GOOD компьютер «не замечает» неполадок в системе питания, поскольку останавливает работу раньше, чем могут появиться ошибки чётности и другие проблемы, связанные с неустойчивостью напряжений питания. Иногда сигнал POWER_GOOD используется для сброса в ручную. Он подаётся на микросхему тактового генератора. Эта микросхема управляет формированием тактовых импульсов и вырабатывает сигнал начальной перегрузки. Если сигнальную цепь POWER_GOOD заземлить каким-либо переключателем, то генерация тактовых сигналов прекращается и процессор останавливается. В блоке питания формата АТ сигнал POWER_GOOD поступает через восьмой контакт 20-контактного разъёма блока питания. В правильно спроектированном блоке питания выдача сигнала POWER_GOOD задерживается до стабилизации напряжений во всех цепях после включения компьютера. В плохо спроектированных блоках питания (которые устанавливаются во многих дешёвых моделях) задержка сигнала POWER_GOOD составляет 0,1 – 0,5 секунд. В некоторых компьютерах ранняя подача сигнала POWER_GOOD приводит к искажению содержимого CMOS-памяти. В некоторых дешёвых блоках питания схемы формирования POWER_GOOD нет вообще и эта цепь просто подключена к источнику напряжения питания +5 В.. Одни системные платы более чувствительны к неправильной подаче сигнала POWER_GOOD, чем другие. Проблемы, связанные с запуском, часто возникают именно из-за недостаточной задержки этого сигнала. Иногда бывает так, что после замены системной платы компьютер перестаёт нормально запускаться. В такой ситуации довольно трудно разобраться, особенно неопытному пользователю, которому кажется причина кроется в новой плате. Но не торопитесь списывать её в неисправные – часто оказывается, что виноват блок питания: либо он не обеспечивает достаточной мощности для питания новой системной платы, либо не подведён или неправильно вырабатывается сигнал POWER_GOOD. В такой ситуации лучше заменить блок питания.
Цепи защиты и контроля.
Защита источников питания проявляется в критических режимах работы, а так же в тех случаях, когда действие обратной связи может привести к предельным режимам работам элементов схемы, предупреждая тем самым выход из строя силовых и дорогостоящих элементов схемы. К ним относятся транзисторы полумостового преобразователя и выходные выпрямители. В результате действия цепей защиты снимаются выходные управляющие сигналы с ШИМ-контроллера, транзисторы преобразователя находятся в выключенном состоянии, выходное вторичное напряжение отсутствует. Исключая внутренние цепи защиты ШИМ-контроллера рассмотрим действия внешних элементов схем защиты, встречающихся в типовых схемах преобразователей.
Разработка источников питания (2)
... В данном дипломном проекте решается вопрос разработки источника питания для линейного двигателя постоянного тока. Необходимо реализовать следующие технические требования: 1) напряжение питания: а) однофазная ... компоненты, позволяющие значительно улучшить его работу. Здесь можно назвать цепи, устраняющие выбросы напряжения на силовых элементах схемы; цепи, снижающие или устраняющие дополнительные ( ...
Следует различать такие цепи:
-
от короткого замыкания в нагрузке;
-
от чрезмерного тока в транзисторах полумостового преобразователя;
-
защиту от превышения напряжения.
ШИМ-контроллер.
Выполняет следующие функции: исключение «сквозного» тока. Дополнительной мерой исключения явления «сквозного» тока в полумостовом преобразователе является фиксированное смещение компаратора «паузы» 0,12 В.. При напряжении пилообразного напряжения меньшем 0,12 В. и пулевом потенциале на выводе 4 на выходе компаратора будет сохраняться нулевой уровень, этот интервал соответствует максимальной длительности интервала «пауза», величена которой этом случае не будет превосходить 4% от периода пилообразного напряжения. Максимальная длительность паузы соответствует напряжению на выводе 4 микросхемы.
Режим «медленного пуска».
Кроме того, с помощью входа управления «паузой» довольно просто организуется режим «медленного пуска» преобразователя. Наличие этого режима позволяет плавно запустить преобразователь в первый момент включения в электрическую сеть. Следует помнить, что режим запуска является очень тяжёлым режимом работы преобразователя, все фильтровые конденсаторы разряжены, в связи с этим режим пуска близок к режиму короткого замыкания. Транзисторы преобразователя до момента окончательного заряда конденсаторов фильтров выпрямителей должны работать в критическом режиме максимальных токов. Обеспечить комфортную работу транзисторов во время запуска преобразователя до окончания заряда конденсаторов фильтров позволяет использование режима «медленного запуска». При этом длительность выходных каскадов плавно увеличивается до номинального режима работы выходных транзисторов преобразователя.
Усилители ошибки.
Главное назначение усилителей ошибки – измерение отклонение выходного напряжения и тока нагрузки с целью поддержания напряжения на выходе источника питания на постоянном уровне. В режиме стабилизации модуляция длительности величины выходных управляющих импульсов осуществляется сигналами усилителей ошибок, входное напряжение которых может изменяться в пределах от 0,5 до 3,5 В.. Оба усилителя могут работать в одинаковых режимах. Входы усилителя соединены с не инвертирующим входом ШИМ-компаратора. Такая архитектура микросхемы (с управлением по цепи обратной связи) позволяет поддерживать напряжение на выходе источника питания с минимальным отклонением. В двухтактном режиме вход управления выходными каскадами (вывод 13) подключается к источнику опорного напряжения (вывод 14), который в рабочем режиме формирует напряжение +5 В. с максимальным током нагрузки 10 мА. Назначение этого источника – питание внешних по отношению к микросхеме цепей.
Разработка конструкции и технологического процесса изготовления печатной платы
... изготовление печатной платы по третьему классу точности (ГОСТ 4.010.022 - 85). 1.5.1 Определение минимальной ширины печатного проводника Определение минимальной ширины проводника, исходя из допустимого падения напряжений на нем: ... из серии К561. Это обосновывается тем, что в качестве элементной базы в соответствии с техническим заданием предыдущего курсового проекта была выбрана КМОП-логика. ...
Выходной каскад.
На выходе компаратора «паузы» формируется импульс расположенной полярности, если времязадающий конденсатор Ст разряжен. Импульс поступает на синхронизирующий вход D-триггера и на выходы элементов ИЛИ-НЕ выходного драйвера, закрывая выходные транзисторы. В двухтактной режиме, когда вход управления выходными каскадами (вывод 14), транзисторы выходного каскада управляются противофазно. В этом случае частота переключения каждого транзистора равна половине частоты генератора, а ток, протекающий через каждый выходной транзистор, не превышает величины 200 мА.
Импульсный трансформатор.
На импульсный трансформатор поступают высокочастотные импульсы. Когда на обмотку трансформатора поступают импульсы трансформатор накапливает энергию и когда на первичной обмотке импульсы доходят нулевого потенциала тогда происходит перекачка энергии во вторичные цепи.
Выпрямители импульсного напряжения.
Ввыпрямители импульсного напряжения вторичных источников питания используют типовую двухполупериудную схему выпрямления со средней точкой, обеспечивающую необходимый коэфициент пульсаций.
Стабилизатор напряжения 3,3В выполнен на регулирующем транзисторе Q10 ишунтовом стабилизаторе параллельного типа IC7. Выходное напряжение в небольших пределах устанавливается потенциометром VR3.
Для снижения уровня помех,излучаемых импульсными выпрямителями в электрическую сеть, параллельно вторичным обмоткам трансформатора Т4 включён резестивно-емкостной фильтр R6, С9.
Схема терморегулирования.
Схема терморегулирования предназначена для поддержания температурного режима в нутри корпуса ПК. Температура внутри корпуса поддерживается постоянным регулированинем скорости вращения вентилятора, максимальная скорость вращения которого составляет при температуре +40С.
1.3. Описание электрической принципиальной схемы.
Входная цепь.
Входная цепь состоит из сетевого предохранителя F101,ограничительного резистора TR101, входного фильтра синфазных и дифференциальных помех, образованного дросселем L101, и конденсаторами С101…С104. Напряжение первичной электросети через заградительный фильтр L101, С101…С104 поступает на двухполупериодный выпрямитель BD101. Конденсаторы С105, С106 и резисторы R102, R103 – элементы выходного фильтра.
Преобразователь.
Нагрузкой фильтра является полумостовой регулируемый автогенераторный преобразователь, в состав которого входят:
-
Трансформатор Т102
-
Переключающие транзисторы Q101, Q102
- Элементы С109, R105 (характеризуют ключевые свойства Q101);
— Резисторы R109, R110 предназначены для уменьшения пускового тока Q101, Q102, соответственно, а D102, D103 – защищают транзисторы Q101, Q102 при переходных процессах в преобразователе. Транзисторы Q101, Q102 открываются попеременно. Моменты переключения ключей транзисторов Q101, Q102 определяется параметрами положительной обратной связи, образованной индуктивно связанными обмотками трансформатора Т101. В результате в цепях:
+UDB101 Q101 (к-э)T101T102C107C106UBD101
Разработка технологии сборки и монтажа ячейки трехкоординатного ...
... напряжения питания и преобразователей уровня, а также другие узлы. Естественно, это накладывает отпечаток на методологию разработки платы. Современное электронное устройство невозможно представить без применения технологии поверхностного монтажа. Преимущества поверхностного монтажа ... точность изготовления печатных плат, увеличились возможности для ... контрольно-измерительных работ. Специалисты ведущих ...
+U DB101C105C107T102T101Q102 (к-э)U BD101
циркулируют импульсные токи. Конденсатор С107 ограничивает нежелательное подмагничивание сердечника Т102, а конденсатор С108, R104 образуют демпфирующую цепь. Делители напряжения R106, R107, R108, R111 определяют режим транзисторов Q101, Q102.
Цепи управления и защиты.
Длительность выходных импульсов образуется в результате совместной работы генератора пилообразного напряжения, усилителей ошибки 1 и 2, а также ШИМ-формирователя. На выходах в точках 8 и 11 создаются импульсные последовательности, поступающие на транзисторы Q202, Q201 каскада управления. Эффективное управление преобразователем на Q101, Q102 осуществляется транзисторами Q201, Q202, работающих в тяжёлом ключевом режиме. С помощью диодов D202, D205 осуществляется их защита в режиме «сквозных токов». Удержание выключенного состояния транзисторов осуществляется цепью D203, D204, C204. При подачи питания на микросхему (вывод 12 IC1) включается задающий генератор. Пилообразное напряжение задающего генератора поступает на компаратор широтно-импульсного модулятора, устанавливая его в единичное состояние. При этом образуется передний фронт управляющих преобразователем сигналов. Второй вход компаратора подключён к выходу усилителя ошибки 1. Выходные напряжения +5 В. и +12 В., сложившись на сумматоре резистивного типа R222, R223, R225, R226, R227, R228, поступают на усилитель ошибки 1 (вывод 1 IC1).
На второй вход этого усилителя приходит опорное напряжение через делитель R209, R212. Задний фронт импульса формируется выходным сигналом усилителя ошибки на интервалах, превышающих «пилу». Регулирование длительности выходных импульсов осуществляется изменением момента пересечения пилы и выходного усилителя ошибки. Защита от чрезмерного тока реализована на с помощью цепи R202, R203, D206, C202, при подключённой к выводу 16 IC201. Узел, организованный на R223, R234,Q203, D207, R213, R224, C209 – защита от коротких замыканий в нагрузке каналов -5 В. и –12 В. Если одно из рассматривающих напряжений резко уменьшается, то транзистор Q203 закрывается, и по цепи R213, D207, R214 начинает протекать ток большей величины. Увеличение падения напряжения на R214 вызовет срабатывания компаратора «мёртвой зоны», уменьшающих длительность выходных импульсов, а соответственно, и уменьшающего выходное напряжение.
Схема формирования сигнала «питание в норме» P.G.
Схема формирования сигнала «питание в норме» P.G. организована на триггере Шмидта, Q205, Q208. При аварийной работе источника питания сигнал сбрасывается ключом на транзисторе Q204, подключённому к выходу усилителя ошибки 1 через резистор R231. В закрытом состоянии ключа Q204 осуществляется заряд конденсатора С210 через резистор R229 от источника питания +5 В. Спустя некоторый период времени напряжения заряда будет достаточно, чтобы через делитель R238, R239 установить триггер Q205, Q206 в состояние, при котором на выходе P.G. высокий уровень напряжения. Диод D208 ускоряет разряд конденсатора задержки С210 сигнала P.G. при перезапусках источника питания.
Выходные выпрямители.
Во вторичных цепях трансформатора Т102 используются двухполупериодные схемы выпрямления со средней точкой. Элементы R241, C211, R243, C213 и R242, C213 – демпфирующие цепи, уменьшающие импульсные помехи, создаваемые источником при работе. Сглаживание пульсаций на выходе выпрямителей обеспечивается элементами L201…L205, C214…C218. Резисторы R244…R247 являются нагрузочными для холостого хода.
Проектирование печатных плат
... Платы на слоистом диэлектрике просты по конструкции и экономичны в изготовлении. При невозможности стопроцентной разводки печатных проводников применяются навесные перемычки. Их применяют для монтажа бытовой радиоаппаратуры, блоков питания, ... кПа соответственно. Для внутренних слоев МПП указанные значения испытательного напряжения увеличиваются на 15 %. В процессе производства возникает деформация ...
1.4 Типичные неисправности блока питания.
Перегорает сетевой предохранитель F.
В этом случае необходимо проверить состояние выключателя SW1, исправность элементов заградительного фильтра и сетевого выпрямителя (BL1, BL2, BL3, CY1, CY2, TH1, C1…C4, BD1, C5, C6, R2, R3), а так же проверить исправность транзисторов Q1, Q2.
Выходные напряжения модуля питания отсутствуют.
Проверяется наличие напряжения 310В между последовательно соединёнными конденсаторами С5, С6. При его отсутствии проверяется исправность элементов сетевого выпрямителя. Проверить исправность элементов цепи дистанционного включения.
Далее проверить напряжение питания микросхемы IC1 между выводами 12 и корпусом. При его отсутствии проверить исправность транзисторов Q1,Q2, элементов тракта запускающих импульсов(IC1, Q4, Q5, D8… D11. R64, D7, R15, R16, R17, R18).
При наличии напряжения питания +25В проверить исправность цепей защиты: ZD3, ZD2, D18, Q9. В случае исправности перечисленных выше элементов заменить IC2.2. Проверить исправность выходных выпрямителей и отсутствие короткого замыкания в их нагрузке.
Выходные напряжения питания выше или ниже нормы.
Проверить исправность цепей обратных связей резисторов R21, R50, R53, VR2, R49, исправность цепи (медленного запуска) С18, R24, а также Q7,Q8, в случае их исправности заменить микросхему IC1.
Отсутствует сигнал P.G.
Следует проверить элементы C19, R27, Q7, D17, а также микросхему IC1.
Отсутствует дистанционное включение источника питания.
Проверить наличие наличие на контакте PS-ON потенциала корпуса (нуля), исправность элеметов Q7, Q8, D14, D15, R41,.В случае их исправности зменить IC1.
Отсутствует напряжение +5В B SB.
Проверить исправность транзистора Q3, стабилитрона ZD1, конденсатора С12.
1.5 технические характеристики.
Входное напряжение ………………………90…135В (180…265В).
Потребляемая мощность …………………………………………250 Вт.
Выходные напряжения……………………………+12, +5, -5, -12,+3.3 В.
Потребляемый ток от сети 220 В………………………………….1,13 А.
Частота ………………………………………………………..48…63 Гц, Диапазон рабочих температур……………………….0…40С
КПД, не менее…………………………………..65%
2. Технологическая часть.
2.1 Технология изготовления печатных плат.
Первые изготовлении печатных плат автоматизированным методом были разработаны фирмой Multiwire . За истекший период за рубежом и у нас в стране разработаны новые методы печатно-проводного монтажа, основанные на различных принципах прокладки трасс из изолированных проводов и способах получения меж соединений в платах. Различают два метода изготовления печатных плат: метод стежкового монтажа и метод прямых отрезков.
Метод стежкового монтажа («Аракс») используют в промышленности в двух вариантах: с разделением процесса монтажа проводов на плате на отдельные операции и с объединением операций в один процесс. При этом методе печатным способом получают типовую одно- или двухстороннюю плату с постоянной топологией рисунка. В первом варианте типовую плату устанавливают на бумажную маску и прокладки из эластичного материала, а затем в соответствии с заданной схемой прошивают её и прокладки через отверстия пустотелой иглой, внутри которой проходит тонкий изолированный провод. После прошивки провода прижимают к плате, удаляют эластичные прокладки с петель, образованных из изолированных проводов иглой, облуживают петли припоем, снимают с петель маску и припаивают их к плате. Во втором варианте на автомате прошивают плату проводом, одновременно облуживая и припаивая петли из провода к контактным площадкам. В результате получают плату, эквивалентную по функциональным возможностям многослойной печатной платы, но с более высокой ремонтопригодностью и меньшей стоимостью.
Автоматизированное проектирование печатных плат. Одной из основных задач в системе автоматизированного проектирования плат является оптимизация соединений между элементами схем. В зависимости от выбранной конструктивно-технологической базы эта задача может иметь различную степень сложности и соответственно может сильно влиять на трудоёмкость проектирования печатных плат. При автоматизированном проектировании печатного монтажа, в том числе и многослойной, необходимо оптимизировать целый ряд критериев (показателей качества), таких как суммарная длина всех связей, число связей между элементами схемы, например ИС, находящимися в соседних позициях на монтажном поле, число пересечений между связями, число цепей с возможно более простой конфигурацией. Оптимизация такого числа показателей качества, являясь сложной задачей самой по себе, требует учёта ряда конструктивных характеристик платы. К ним можно отнести: размер монтажного поля, минимально допустимую ширину печатных проводников и расстояние между ними, число монтажных слоёв, способы перехода с одного слоя на другой, расположение выводов элементов и цепей на монтажном поле, число участков, запрещённых для прокладки проводников (технологические отверстия, места для обозначений, заранее проложенные стандартные печатные проводники и др.).
Получить оптимальный вариант печатных соединений при соответствии всех условий очень трудно. Поэтому, по существу, ни один из методов автоматизированного проектирования многослойной печатной платы не гарантирует трассировки всех соединений. Удовлетворительными считаются результаты, когда автоматически трассируются 90…95% связей. Остальные соединения требуют неавтоматизированной или автоматизированной доработки путём изменения конфигурации ранее проложенных связей, что значительно повышает трудоёмкость проектирования монтажных плат.
Преимущества и недостатки стежкового метода. Стежковый монтаж по сравнению с многослойным печатным монтажом позволяет следующее:
-
Снизить трудоёмкость конструкторских работ в несколько раз, причём, чем больше номенклатура печатных плат, тем эффективнее стежковый монтаж.
-
Сократить трудоёмкость автоматизированного проектирования печатных плат более чем в два раза.
-
Снизить стоимость материалов в три раза.
-
Сократить трудоёмкость производства узлов печатных плат на 30%.
-
Повысить ремонтопригодность печатной платы и оперативность внесения изменений в монтаж.
-
Сократить сроки разработки аппаратуры у уменьшить технологический цикл проектирования и производства печатных плат.
-
Исключить металлизацию в отверстиях печатной платы.
-
Снизить число вредных стоков при производстве печатных плат.
-
Уменьшить массу печатных плат, увеличить выход годных печатных плат.
К недостаткам стежкового метода монтажа необходимо отнести:
-
Одностороннее расположение на плате.
-
Потребность в тщательном контроле информативного материала при автоматизированном проектировании печатных плат.
-
Увеличение габаритов печатных плат вызывает почти пропорциональный рост трудоёмкости монтажа.
-
Не конкурентоспособность с одно- и двусторонними печатных плат по трудоёмкости в серийном производстве, не считая этапа макетирования.
-
Сложность применения печатных плат проводного монтажа для элементов со штырьковыми выводами (необходимо планарная формовка выводов).
Метод прямых отрезков.
Метод заключается в том, что печатным монтажом изготавливают типовую печатную плату с постоянной типологией рисунка и сквозными металлизированными отверстиями. Типовую печатную плату устанавливают на стол монтажного автомата и по заданной программе разводят связи прямыми отрезками из изолированного провода, обрезая его в заданных точках. При этом изолированный провод автоматически без предварительного лужения припаиваемого участка жилы, без удаления изоляции с него совмещается с контактной площадкой. Причём провод может укладываться на контактную площадку под любым углом по отношении к её оси. После совмещения соединяемых элементов расщепленный электрод опускается на провод и с заданным усилием прижимает его к гальваническому оловянно-свинцовому покрытию контактной площадки, а затем на электрод подаётся разогревающий импульс тока. Разогретый до значения температуры 973…1073 К (700…800С) электрод косвенным путём передаёт тепло соединяемым с элементам. В результате изоляция на проводе оплавляется и таким образом обеспечивается электрический контакт электрода с жилой провода. Затем на электрод подаётся второй импульс тока, который разогревает провод на участке ограниченном зазором в расщепленном электроде. При постоянно положенном давлении разогретый электрод и разогретая жила провода передают тепло гальваническому покрытию контактной площадке. При этом покрытие расплавляется, и жила провода погружается в расплав. После окончания действия импульса электрод поднимается, а расплавленное покрытие, охлаждаясь, кристаллизируется и таким образом происходит формирование соединения.
На стабильность процесса, а следовательно, и на качество соединений при этом влияют следующие факторы:
-
Степень соответствия нанесённого гальванического покрытия эвтектическому составу сплава олово-свинец и погрешность его толщины по всему полю платы, от которых зависит температура расплава покрытия.
-
Погрешность давления электродов на провод, от которой зависит степень деформации жилы в зоне соединения и соответственно механическая прочность соединения.
Стабильность площади контакта электрода с жилой провода, которая влияет на плотность тока и температуру нагрева соединения при Автоматизация изготовления печатных плат. . Общим недостатком обоих методов изготовления печатных плат является необходимость покрытия заготовок перед сверлением для защиты от механических повреждений печатных проводников. Сушка лака и его удаление после сверления и химического меднения отверстий увеличивают трудоёмкость процесса и длительность технологического цикла, нарушают его непрерывность. Поэтому нельзя создать автоматической поточной линии производства печатных плат.
При ручном изготовлении указанный порядок следования операций должен сохраняться, так как слой фоторезиста и образованный им рисунок печатных проводников указывают на расположение отверстий. Следовательно, рисунок должен создаваться до сверления. Операция сверления отверстий является процессом трудоёмким, поскольку число отверстий, например, на плате среднего размера составляет несколько сотен, а на платах с ИМС в корпусах со штырьковыми выводами — больше тысячи. Таким образом, возникает проблема автоматизации сверления отверстий, решения которой можно достичь использованием станков с числовым программным управлением (ЧПУ).
Использование ЧПУ для сверления отверстий в печатных платах упрощает весь процесс, делая его более приспособленным для дальнейшей автоматизации. В этом случае отверстия сверлят и металлизируют до покрытия заготовок слоем фоторезиста и формирования рисунка печатных проводников, что исключает такие операции, как покрытие плат защитным слоем лака и его удаление после химического меднения. Для получения рисунка схемы просветлённые на плате отверстия совмещают с их изображениями на фотошаблоне, поэтому данный метод получил название “метод базового отверстия “.
Дальнейшую обработку платы производят обычным способом, т.е. на проводники и контактные площадки гальванически осаждают медь и наносят защитное покрытие, после чего удаляют слой фоторезиста и стравливают фольгу. Все операции можно выполнять непрерывно на автоматической поточной линии.
В настоящее время разработаны плёночные фоторезисты, полностью изменившие технологию нанесения светочувствительного слоя на заготовку печатной платы. Они состоят из трёх слоёв: предохранительной плёнки, плёнки фотополимерного резиста и прозрачной полиэфирной плёнки для ультрафиолетового излучения. Предохранительную плёнку удаляют перед нанесением фоторезиста на заготовку. Когда плёночный Фоторезист прижимают валиком, он приклеивается к поверхности заготовки липким слоем.
Экспонирование производят через защитную полиэфирную плёнку, на которую накладывают фотошаблон. Затем защитную плёнку удаляют с поверхности светочувствительного слоя механическим отслаиванием и проявляют её. Использование плёночного фоторезиста снижает трудоёмкость операций формирования защитного рельефа и сокращает производственный цикл изготовления печатных плат примерно на 20-30% . Благодаря равномерной толщине слоя фоторезиста образованный им защитный рельеф имеет ровные и чёткие края, а размеры линий на заготовке после экспонирования точно соответствуют размерам на фотошаблоне. Для автоматизации химических и гальванических процессов при изготовлении печатных плат применяют агрегатированные автоматические линии с ЧПУ. Чтобы повысить универсальность таких линий, их строят по модульному принципу, который позволяет составлять различные линии, соответствующие тому или иному базовому технологическому процессу. Модули для гальванических процессов имеют штанги для подвешивания изделий. Загрузку и выгрузку модулей, а также передачу заготовок с одной позиции на другую осуществляет автооператор, управляемый от ЭВМ. Производительность подобных линий составляет 400-500печатных плат в смену.
Д
2.2 Технология монтажа SMD элементов.
признаком узла поверхностного монтажа (ПМ) является присоединение выводов радиоэлементов к контактной площадке, расположенной на поверхности коммутационной платы. Технология поверхностного монтажа (ТПМ) включает технологию изготовления коммутационных плат и радиоэлементов для ПМ, технологию выполнения ПМ, а также оборудование для ПМ, испытание, контроль и ремонт изделий, выполненных по данной технологии.
Однако широкое внедрение ТПМ при изготовлении РЭА, в том числе и бытовой, сдерживается в силу определенных причин: недостаточного развития элементной базы ПМ; сложности с оборудованием; трудности освоения новых технологических процессов; очень высоких требований к точности выполнения монтажных операций. Поэтому для большинства конструкций РЭА используют смешанный монтаж, характерный для перехода от технологии традиционного монтажа к ТПМ.
Элементы узлов поверхностного монтажа.
коммутационными платами.
С увеличением размеров коммутационных плат повышаются их функциональные возможности (исключаются промежуточные соединения плат), но затрудняется монтаж и увеличивается стоимость.
Эффективное использование площади коммутационных плат (плотность монтажа) зависит от варианта ПМ (чистый, смешанный), числа коммутационных слоев платы (однослойные, многослойные), ширины и шага коммутационных дорожек. Для ПМ становятся обычными коммутационные дорожки, имеющие ширину и шаг 0,203 мм (0,008 дюйма) и даже 0,127 мм (0,005 дюйма), что увеличивает плотность монтажа, но технология их получения дорогостоящая. Поэтому предпочтение отдают дорожкам шириной 0,254 мм (0,01 дюйма), что позволяет осуществлять и смешанный монтаж. Плотность монтажа также увеличивается за счет применения двустороннего монтажа, вертикальной установки нескольких коммутационных плат на общую несущую плату, использования многослойных коммутационных плат. Многослойные платы автоматически уменьшают трудности разводки, но при этом усложняется технология их изготовления. В качестве изоляционных материалов и оснований для коммутационных плат используют пластмассы, керамические и композиционные материалы. Проводящие шины, проводники, контактные площадки изготавливают из мели или других проводящих материалов. При этом в многослойных платах один слой служит сигнальной шиной (разводкакоммутационных дорожек по сигналу), второй слой — шиной заземления, третий — шиной питания.
Краткая характеристика технологического процесса ПМ. При автоматизированном ПМ на коммутационную плату воздействуют высокие температуры (особенно при пайке), и поэтому для увеличения ее термостойкости проводятся дополнительные (подготовительные) операции. К таким операциям относятся оплавление и нанесение паяльной маски. Паяльная маска увеличивает термостойкость, а оплавление улучшает паяемость и продлевает срок паяемости платы.
Технологический процесс ПМ включает следующие основные операции.
1. Селективное нанесение припойных паст и клея (например, с помощью трафаретной печати, дозаторов).
2. Монтаж компонентов. Он является центральной операцией технологического процесса ПМ, и для проведения этой операции монтажная машина должна отличаться высокой точностью. При этом в монтажных машинах применяются устройства автоматического опознавания образцов, юстировки платы, совмещения выводов компонентов с контактными площадками.
3. Пайка. В технике ПМ могут использоваться следующие автоматизированные способы пайки: волной припоя; инфракрасным (ИК) излучением; в паровой фазе; импульсная групповая; лазерная.
4. Очистка (отмывка флюса).
5. Контрольные операции. При ПМ использование традиционного визуального контроля сильно затруднено из-за малых размеров компонентов, большой насыщенности ими. Поэтому применяют методы автоматизированного видеоконтроля на базе устройств распознавания образцов, а также методы объективного контроля качества пайки на базе лазерной техники.
Особенности контроля и ремонта изделий с поверхностным монтажом. Как было описано выше, контроль качества ПМ вызывает определенные трудности. Кроме автоматизированного видеоконтроля на базе устройств распознавания образцов и контроля качества пайки лазерной техникой применяются испытательные зонды, а также специальные схемы самотестирования. Встроенной испытательной схемой, работающей по соответствующей программе, проверяют функциональные параметры изделия. Основным недостатком такого способа испытаний является усложнение конструкции платы и снижение эффективности использования ее площади. Обычно автоматический контроль реализуется на следующих основных этапах технологического процесса: нанесения припойной пасты; позиционирования компонентов проверки после пайки. При ремонте аппаратов чаще всего приходится выполнять операции демонтажа дефектного компонента с последующим монтажом. Самый распространенный инструмент — это паяльник (микропаяльник), с его помощью можно проводить демонтаж и монтаж при ПМ пассивных компонентов и при применении захватов специальной формы — простых активных элементов (корпуса типа SOT).
Но при выполнении работы необходимо быть очень внимательным, чтобы не повредить другие компоненты, коммутационные дорожки, контактные площадки.
Демонтаж и монтаж сложных компонентов ПМ производить с помощью паяльника очень трудно, а часто невозможно. В таких случаях может применяться приспособление, оснащенное нагревательными капиллярами (для разогрева мест пайки) со сменными наконечниками, рассчитанными на компоненты различных форм и размеров. Удаление дефектного компонента и установка на его место исправного производятся с помощью вакуумного присоса. Может использоваться и микроскоп, который обеспечивает контроль точности позиционирования устанавливаемого компонента. Демонтаж и монтаж дефектных компонентов можно производить с помощью других методов пайки, применяемых в ТПМ. Исправление брака, в сущности, сводится к повторному выполнению определенной части сборочно-монтажных операций. В тех случаях, когда стоимость микросборок ПМ небольшая, проще и дешевле их заменить. При ремонте изделий с ПМ необходимы тщательный контроль и управление процессом устранения брака, чтобы исключить возможность повреждения годного компонента, соседних компонентов и других элементов коммутационной платы.
-
прохождении импульса тока.
-
Стабильность площади выгорания клеевого слоя под контактной площадкой платы, влияющей на отслоение контактных площадок от диэлектрического основания печатной платы.
3.Безопасные условия труда.
3.1 Безопасность труда при электромонтажных работах.
Работа с электричеством опасна тем, что оно не действует на органы чувств до момента соприкосновения с токоведущими деталями или проводами. Это затрудняет обнаружение опасности. Электрическое напряжение выше 40В опасно для жизни. Степень поражения зависит от пути прохождения электрического тока через тело человека и от силы тока, особенно той его части, которая проходит через сердце. Наиболее опасны пути тока — “рука–нога”, “рука-рука”. Поэтому при настройке аппаратуры и поисках неисправностей старайтесь работать одной рукой в одежде с длинными рукавами, чтобы избежать прикосновения к токоведущим частям обеими руками. Другую руку приучите себя держать за спиной или в кармане и не прикасаться ей к корпусу устройства или другим заземлённым предметам (водопроводным трубам).
Особую осторожность нужно соблюдать, когда прибор питается от сети по безтрансформаторной схеме или через автотрансформатор. В этом случае выход даже низковольтного источника вторичного питания может оказаться под полным напряжением сети относительно земли. Здесь очень важно надежно изолировать себя от “земли”, чтобы исключить поражение электрическим током при случайном прикосновении к шасси или к детали прибора. Любые электроработы нужно стараться вести вдали от водопроводных труб и радиаторов исключить случайное прикосновение к ним. Заменять детали следует только после отключения прибора, от сети обязательно вынимая вилку шнура питания из сетевой розетки. После отключения источника электропитания необходимо разрядить конденсаторы фильтра питающего напряжения. Нельзя проверять исправность плавких предохранителей в аппаратуре путем их замыкания. Подключать измерительный прибор к высоковольтным цепям можно только при обесточенной аппаратуре, предварительно неоднократно разрядив конденсаторы фильтра. Во время таких измерений щуп, подсоединённый к корпусу устройства нельзя держать рукой. Следует помнить, что переутомление, алкогольное опьянение, повышенная потливость, сердечные и нервные заболевания создают повышенную опасность тяжелого поражения электрическим током.
При пайке проводов и радиоэлементов на печатной плате, а так же при их лужении, выделяются вредные для здоровья пары олова и свинца. Нельзя наклоняться над местом пайки и вдыхать испарения. Старайтесь работать у открытого окна, чаще проветривать помещения, в которых работаете. После окончания радиомонтажных работ обязательно мойте руки. Так как данный стенд можно использовать совместно с телевизионным приёмником, то необходимо знать, что в телевизоре, кроме как с конденсаторов фильтра, необходимо снимать остаточный заряд и со второго анода кинескопа с помощью специального разрядника. Нельзя так же производить никаких работ, если помещение, в котором находится телевизор сырое или имеет цементный или токопроводящий пол.
3.2 Безопасность труда при механосборочных работах.
Выполнение механосборочных работ связано с использованием большого количества самого разнообразного оборудования. Заготовительные работы заключаются в рихтовке правке металлических листов и прутков, а также получение из них заготовок деталей для чего используются правильные валковые станки, правильно отрезные автоматы, гильотиновые и дисковые ножницы, и другое оборудование. Холодная обработка метала, включает холодную штамповку и механическую обработку на металлических станках: токарных, фрезерных, сверлильных, шлифовальных.
Основными видами травматизма при механосборочных работах являются ушибы, порезы, ранения и другие тяжелые травмы вызванные, как правило, отсутствии или не использованием предусмотренных защитных средств индивидуальной защиты. Нарушение принятых способов работы и пренебрежение безопасными приемами работы, беспорядок на рабочем месте, загроможденность и захламленность производственных помещений способствуют появлению травм у работников. Для избежания различных травм при механосборочных работах следует соблюдать следующие правила безопасности.
А) Следует применять исправный инструмент, использовать его по назначению и быть осторожным при его использовании.
Б) При обработке металлических частей необходимо надевать защитные перчатки и очки для избежания попадания металлической стружки в глаза.
В) При работе с отвёрткой помни, что соскочив, она может поранить руку.
Г) При закручивании болтов не пользуйтесь плоскогубцами – отскочив, они защемят пальцы.
Д) Пользуясь бокорезами, следует откусывать провод от себя. При этом нужно следить, чтобы отлетающие части не попадали в окружающих людей.
Е) При сверлении используйте только исправную дрель и не следует останавливать патрон руками.
3.3 Безопасность труда при регулировочных операциях.
При выполнении регулировочных работ различной РЭА наиболее опасным видом травматизма является поражение электрическим током. Рабочий, выполняющий регулировочные работы должен соблюдать правило техники безопасности, в частности электробезопасности:
А) все доступные для прикосновения токоведущие части электрооборудования должны быть ограждены.
Б) рубильники и выключатели должны быть мгновенного действия.
В) щетки и рубильники должны быть установлены в глухих металлических кожухах, запираться на замок и иметь надпись о применяемом напряжении.
Г) ручки, рукояти должны быть сделаны из изолирующих материалов.
Д) металлические детали должны быть изолированы от токоведущих частей и заземлены.
Е) все электрооборудование, а также оборудование и механизмы, которые могут оказаться под напряжением должны быть надежно заземлены.
Ж) работы по ремонту оборудования и механизмов должны производиться только после полного отключения от сети электропитания, на месте работ обязательно вывешивают предупредительные плакаты.
З) ручной инструмент, применяемый при регулировочных работах (отвертки, плоскогубцы, кусачки) должен быть снабжен изолированными ручками.
И) измерительные приборы должны быть заземлены, соединительные провода и щупы не должны иметь повреждений.
К) внешний осмотр радиоэлементов и монтажа, а также замену вышедших из строя радиоэлементов разрешается производить только в выключенном приборе.
Л) регулировать и проверять радиоприбор под напряжением можно только в том случае, когда в отключенном состоянии это сделать невозможно. Следует помнить, что самым опасным для человека является переменный ток частотой 50 Гц.
Заключение.
Ремонт источника питания ПК очень трудная и ответственная задача, связанная с тем, что при неисправности ИП или при неправильном ремонте и регулировки из строя могут выйти все узлы ПК.
Поэтому при ремонте и регулировке необходимо очень тщательно проверять качество радиоэлементов, паяных соединений, точно измерять выходные напряжения и токи.
Литература.
[Электронный ресурс]//URL: https://inzhpro.ru/kursovaya/na-temu-impulsnyie-istochniki-pitaniya/
-
Мюллер С. Модернизация и ремонт ПК, 7-е издание.
-
Головков А.В., Любицкий В.Б. Блоки питания 1995
-
Степаненко П. Техническое обслуживание и ремонт. Диалектика, 1994-192 с.
-
www. Mistsubishichips. сom. M1957A. PDF.
А.
-
Сетевой фильтр.
-
Низкочастотный выпрямитель, сглаживающий фильтр.
-
Преобразователь.
-
Импульсный трансформатор.
-
Высокочастотный выпрямитель.
-
Схема управления.
-
ШИМ-конроллер.
-
Узел защиты и контроля.
-
Формирователь сигнала питание в норме (P.G.).
-
Вспомогательный преобразователь напряжения.
-
Выпрямитель +5В.
Б. Схема принципиальная.
Г. Перечень элементов
|
Позиционное обозначение |
Номинал |
Количество |
Примечания |
|
Резисторы |
|||
|
R1 |
RL-0,25 560кОм±20% |
1 |
|
|
R2 |
RL-1 0,47Ом±20% |
1 |
|
|
R3, R40, R50-R52 |
RL-0,25 470кОм±20% |
5 |
|
|
R4, R19, R20 |
RL-0,5 100Ом±20% |
3 |
|
|
R5, R6 |
RL-0,25 330кОм±20% |
2 |
|
|
R7, R10 |
RL-0,25 2,7кОм±20% |
2 |
|
|
R8, R9 |
RL-0,5 39Ом±20% |
2 |
|
|
R12 |
RL-0,25 1,2кОм±20% |
1 |
|
|
R13 |
RL-0,25 5,2кОм±20% |
1 |
|
|
R14 |
RL-0,5 4,7Ом±20% |
1 |
|
|
R15,R45-R47 |
RL-0,5 15Ом±20% |
4 |
|
|
R16 |
RL-0,25 1,8кОм±20% |
1 |
|
|
R18, R26, R30 |
RL-0,25 4,7кОм±20% |
3 |
|
|
R21 |
RL-0,25 1,8кОм±20% |
1 |
|
|
R22, R23 |
RL-0,5 560±20% |
2 |
|
|
R24 |
RL-0,25 11кОм±20% |
1 |
|
|
R25 |
RL-0,25 33кОм±20% |
1 |
|
|
R26 |
RL-0,25 4,7кОм±20% |
1 |
|
|
R29 |
RL-0,25 1кОм±20% |
1 |
|
|
R31 |
RL-0,25 6,2кОм±20% |
1 |
|
|
R32,R49 |
RL-0,25 8,2кОм±20% |
2 |
|
|
R34 |
RL-1 10Ом±20% |
1 |
|
|
R35, R38, R53 |
RL-0,125 1,2МОм±20% |
3 |
|
|
R37, R41,R42 |
RL-0,25 48кОм±20% |
3 |
|
|
R56, R58 |
RL-0,25 120кОм±20% |
2 |
|
|
SVR1,SVR3 |
RM-0,25 1кОм |
2 |
Подстроечный |
|
Конденсаторы |
|||
|
С1 |
MK-2 0,1мкФ*400В |
1 |
|
|
С3, С4, С5 |
MK-2 4700пФ*1кВ |
3 |
|
|
С6 |
MK-2 150пФ*1кВ |
1 |
|
|
С7, С36, С37 |
MK-2 0,1мкФ*250В |
3 |
|
|
С8, С9 |
CLM-31 330мкФ*200В |
2 |
|
|
С10, С35 |
CLM-31 4,7мкФ*50В |
2 |
|
|
С11, С12 |
CLM-31 1мкФ*50В |
2 |
|
|
С13, С14, С31 |
CLM-31 47мкФ*50В |
3 |
|
|
С16, С17, С27, С29 |
MK-2 0,01мкФ*100В |
4 |
|
|
С18 |
CLM-31 2200мкФ*10В |
1 |
|
|
С19, С20, С21 |
CLM-31 1000мкФ*10В |
3 |
|
|
С22, С23 |
CLM-31 10мкФ*50В |
2 |
|
|
С28, С32, С33 |
MK-2 1000пФ*50В |
3 |
|
|
Катушки индуктивности ,трансформаторы |
|||
|
T1 |
EE140 |
1 |
|
|
T2 |
EE16A |
1 |
|
|
T3 |
EE19 |
1 |
|
|
LF1 |
EB192 |
1 |
|
|
L2, L5 |
20мкГн |
2 |
|
|
L4, L8 |
33мкГн |
2 |
|
|
L6 |
12мкГн |
1 |
|
|
Транзисторы |
|||
|
Q1, Q2, Q3 |
2SC416 |
3 |
|
|
Q4 |
2SA928A |
1 |
|
|
Q7, Q11, Q12 |
2SC945 |
3 |
|
|
Q8, Q9, Q10 |
2SA1015 |
3 |
|
|
Диоды |
|||
|
BD1 |
1 |
Сборка |
|
|
D1, D2 |
FR107 |
2 |
|
|
D3-D6, D21-D24, D27-D30 |
1N4148 |
10 |
|
|
D8, D9 |
S20C40C |
2 |
|
|
D10 |
BYD28E |
1 |
|
|
D11, D12 |
PR1507 |
2 |
|
|
ZD1-ZD3 |
1N5239B |
3 |
|
|
Микросхемы |
|||
|
IC1 |
DBL494 |
1 |
|
|
IC2 |
DBL393 |
1 |
|
|
IC3 |
L7805 |
1 |
|
|
IC4 |
7912 |
1 |
|
|
IC5 |
L7905 |
1 |
|
|
IC6, IC7 |
TL431C |
2 |