
студент группы СПЗ-14
Смелянский М.В.
____________________
(подпись)
____________________
(дата)
Руководитель работы
Федюкина Г.А.
____________________
(подпись)
____________________
(дата)
2016г
ЗАДАНИЕ
ПМ.02. организация и планирование сварочного производства
Студенту специальности C варочное производство курса II І группы_ СПЗ-14 __ _
________________Смелянскому Михаилу Владимировичу____________________
(фамилия, имя и отчество)
Технология изготовления направляющей металлоконструкции, Исходные данные, Курсовой проект по предмету «Расчет и проектирование сварочных конструкций», Курсовой проект на указанную тему выполняется студентом колледжа в следующем объеме
-
Пояснительная записка
Ведение
Раздел 1. Общетехническая часть
-
-
Описание конструкции изделия
-
Выбор материала конструкции
-
Сущность контактной сварки
-
Требования, предъявляемые к сварной конструкции
-
Раздел 2. Специальная часть
Разработка проекта по созданию веб-сайта и оценка его эффективности
... среди потенциальных клиентов. Цели курсового проекта - изучить стандарты по управлению проектами и стандарты зрелости управления проектами, разработать проект по созданию сайта РИВЦ «Уфа». Для ... процессов управления проектом. Первая группа представляет процесс разработки стратегии, который фокусирует проект на удовлетворение потребностей заказчика и определяет направление хода работ. Вторая ...
-
-
Выбор параметров режима сварки
-
Выбор сварочного оборудования
-
Выбор сварочных материалов
-
Техника сварки
-
Раздел 3. Организация производства
3.1. Подготовительные работы
3.2. Сборка под сварку
3.3. Сварка конструкции
3.4. Контроль качества
Раздел 4. Охрана труда
4.1. Безопасность при контактной сварке
4.2.Требования безопасности при аргонодуговой сварке
4.3. Анализ влияния процесса на окружающую среду и человека
II. Графическая часть проекта
Лист 1 – вид сварной конструкции с указанием сварных швов (формат А1)., Лист 2 – структурная схема технологического процесса сварки(формат А1)., Рекомендуемая литература
Основная
1. Виноградов В.С. Электрическая дуговая сварка: учебник для нач. проф. образования/ В.С. Виноградов. — 2-е изд., стер.- М.: Издательский центр «Академия», 2008.-320с.
2. Овчинников В.В. Оборудование, техника и технология сварки и резки металлов: учебник / В.В. Овчинников. – М.:КНОРУС, 2010. – 304с.
3. Чернышов Г.Г. Основы теории сварки и термической резки металлов: учебник для нач. проф. Образования / Г.Г. Чернышов. – М: Образовательно-издательский центр «Академия»; ОАО «московские учебники», 2010. -208с.
Дополнительная
-
Руководящие технические материалы Сварка полуавтоматическая в углекислом газе. Технологическая инструкцияРТМ-27, 1977
Календарный план, Выполнение курсового проекта
п/п
Содержание записи, Примерный объем работы в проц., Месяцы и дни выполнения, Дата выдачи «____» ______________________20__г., Срок окончания «____» __________________20__г., Преподаватель ______________________________ Федюкина Г.А., Председатель предметной комиссии ____________________ Свиридова С.А., Настоящее задание к пояснительной записке выполненного курсового проекта., СОДЕРЖАНИЕ стр.
Ведение………………………………………………………………………5
Раздел 1. Общетехническая часть
1.1 Описание конструкции изделия…………………………………….7
1.2 Анализ технологических требований к сварной конструкции …..9
1.3 Характеристика материала и оценка свариваемости……………..11
1.4Обоснование выбора способа сварки………………..……………..12
Выбор оптимальной комбинации факторов производства
... является рассмотрение и анализ управления ресурсами, выбор оптимальной комбинации факторов производства промышленного предприятия в современных условиях, а также разработка и применение критериев определения оптимальной комбинации факторов производства и в хозяйственной деятельности предприятий Республики ...
Раздел 2. Специальная часть
2.1 Выбор параметров режима сварки…………………………… ……15
2.2 Выбор сварочного оборудования…………..…………..…………….16
2.3 Выбор сварочных материалов………………………………………20
2.4 Техника сварки………………………………………………………..21
Раздел 3. Организация производства
3.1. Подготовительные работы……………….…………………………24
3.2. Сборка под сварку……………………………………….………….25
3.3. Сварка конструкции…………………………………………………27
3.4. Контроль качества………………………………………………….32
Раздел 4. Охрана труда
4.1. Безопасность при контактной сварке………………………………35
4.2.Требования безопасности при аргонодуговой сварке……….……..37
4.3. Анализ влияния процесса на окружающую среду и человека……39
Заключение…………………………………………………………………..40
Список литературы………………………………………………………….41
ВВЕДЕНИЕ
В современном сварочном производстве характерны разнообразие способов дуговой сварки, широкий масштаб их применения в различных отраслях промышленности и привлечение большого числа рабочих.
Механизация сварочного производства в значительной мере осуществляется за счет сварки в углекислом газе электродной проволокой диаметром от 0,8 до 1,4 мм.
Внедрение в производство большой номенклатуры конструкционных и сварочных материалов, способов дуговой сварки обусловило необходимость исследования влияния технологии сварки на характер излучения электрической дуги с целью определения его опасности для органов зрения, эффективности выпускаемых промышленных средств защиты глаз и соответствия параметров отечественных светофильтров физиологическим особенностям органов зрения.
Выше перечисленные способы сваркипозволяют более полно исследовать влияние технологии сварки на излучение электрической дуги и определить его интенсивность в различных областях спектра.
Данными способами сварки изготавливают различные металлоконструкции, цистерны, вахтовые автобусы, автобусы, прицепы и так далее. Для изготовления сварного изделия используют различные приспособления, обеспечивающие надежное закрепление деталей, быструю и точную установку по упорам в заданной последовательности. Оно должно быть удобным в эксплуатации, некоторые из них могут быть ручными, механизированными или автоматизированными.Использование приспособления повысит производительность труда, сократит время производства сварной конструкции, повысит качество сборки–сварки, облегчит труд рабочего.
О сновной целью данной курсовой работы является разработка технологического процесса изготовления решётчатой конструкции –направляющей металлоконструкции для установки её в каньонах хранилища
Изготовление сварной металлоконструкции
... сварка и родственные процессы определяется всей системой «конструкция - материал - сварочная технология - сварочное оборудование - контрольное оборудование - персонал» 1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ НА ИЗГОТОВЛЕНИЕ СВАРНОЙ МЕТАЛЛОКОНСТРУКЦИИ ... дуговой сварки угольным электродом. Открытие Н. Н. Бенардоса усовершенствовал его современник Н. Г. Славянов, заменив угольный электрод металлическим плавящимся. ...
твердых радиоактивных отходов (ХТРО) и загрузки в них контейнеров с твердыми радиоактивными отходами.
Задачи курсового проектирования:
— систематизация полученных знаний и практических умений;
— анализ технологичности сварной конструкции и ее назначение;
— выбор заготовок для изготовления сварной конструкции и метода ее получения;
— разработка технологического процесса на изготовление сварной конструкции в соответствии с заданием на курсовое проектирование;
— оформление курсового проекта в соответствии с заданными требованиями;
— выполнение графической части курсового проекта.
Раздел 1. ОБЩЕТЕХИЧЕСКАЯ ЧАСТЬ
1.1 Описание и назначение конструкции
Тема курсовой работы – технология изготовления направляющей металлоконструкции дуговойсваркой в среде защитных газов. Направляющая металлоконструкция относится к решетчатой конструкции.
Решётчатые конструкции – строительные конструкции зданий и сооружений (фермы, колонны, стойки, ригели рам и др.), расчётная схема которых принимается в виде геометрически неизменяемой системы, составленной из стержней, скреплённых узловыми соединениями. Применяют в качестве несущих конструкций зданий, а также в инженерных сооружениях. Решётчатые конструкции изготовляют из металлических труб, уголков, швеллеров, железобетонных и деревянных балок, гнутых профилей и т. п. Узловые соединения выполняются через промежуточные элементы (фасонки, фланцы, косынки и т. п.) либо непосредственным креплением стержней.
Направляющая металлоконструкция состоит из следующих узлов и деталей:
I . Узел – опора (рис. 1):
1. Стойка – уголок 100×100×10 мм, L = 6000 мм – 4 шт.;
2. Ребро жесткости большое — уголок 50×50×4 мм, L = 1730 мм – 6 шт.;
3. Ребро жесткости малое — уголок 50×50×4 мм, L = 950 мм – 6 шт.;
4. Раскосы большие — уголок 50×50×4 мм, L = 2480 мм – 4 шт.;
5. Раскосы малые — уголок 50×50×4 мм, L = 1210 мм – 18 шт.;
уголок 50×50×4 мм, L = 1190 мм – 4 шт.;
6. Нижний пояс – уголок 50×50×4 мм,L = 1730 мм – 2 шт.;
уголок 50×50×4 мм, L = 930 мм – 4 шт.;
7. Ребро жесткости верхнее — уголок 75×75×4 мм, L = 1730 мм – 2 шт.;
уголок 75×75×4 мм, L = 950 мм – 2 шт.;
8. Накладка – пластина 300×200×6 – 4 шт.;
II. Узел – направляющая (рис.2):
Технологический процесс сборки и сварки гаражных распашных ворот
... что снизило затраты при изготовлении оборудования тяжелого машиностроения. С 1948г. получили промышленное применение способы дуговой сварки в защитных газах: ручная сварка неплавящимися электродом, механизированная и автоматическая сварка неплавящимися и плавящимися ...
1. Боковина большая – лист 1870×750×4 мм -2 шт.;
2.Боковина малая – лист 1070×750×4 мм -2 шт.;
3. Ребро жесткости – пластина 750×75×4 мм – 22 шт.
Для изготовления направляющей металлоконструкции выбрана сталь марки 12Х18Н9Т ГОСТ 7350-77
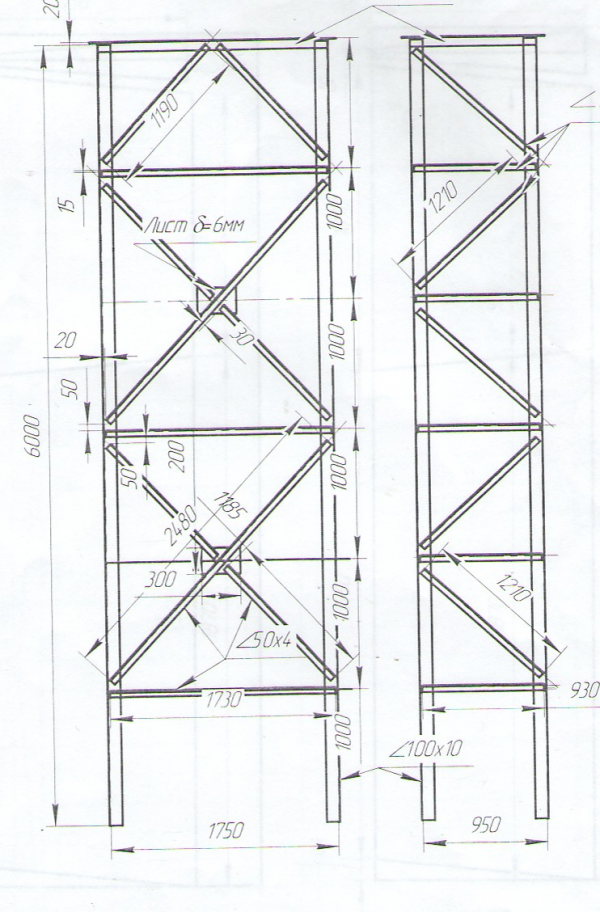
Рис.1 Узел 1 — опора
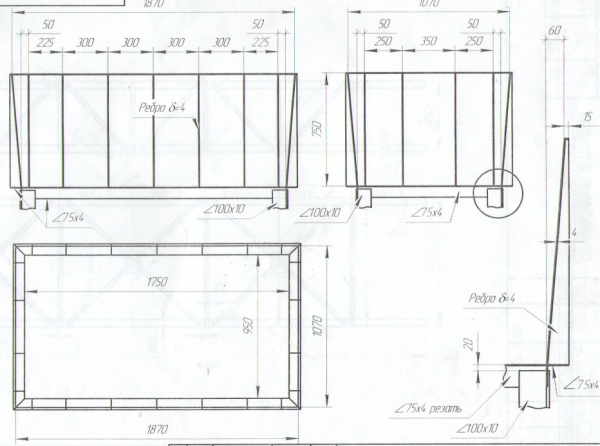
Рис.2 Узел 2 — направляющая
1.2 Требования, предъявляемые к сварной конструкции
Для выполнения курсового проекта предложена металлоконструкция направляющей. Которая выполнена из коррозионностойкойстали.
Данная конструкция является ответственной, и к ней предъявляются следующие требования.
эксплуатационному назначению,
надежностью
прочностью
Статическую
Основной критерий технологической прочности сварных соединений, определяющий эксплуатационную надежность, — это устойчивость к возникновению горячих и холодных трещин. К горячим трещинам относятся трещины, образующиеся в сварном соединении в процессе кристаллизации металла шва. Холодные трещины образуются в готовом сварном соединении по истечении довольно продолжительного времени (до нескольких суток).
Для повышения технологической прочности сварных соединений необходимо правильно подбирать основной металл и сварочные материалы, избегать при проектировании конструкции пересечения швов и их параллельного расположения на близком расстоянии друг от друга, применять приспособления и оснастку, уменьшающие деформации при сварке. Для предупреждения появления холодных трещин следует разрабатывать рациональный режим сварки и термической обработки, включающий в себя предварительный, сопутствующий и последующий подогрев сварного соединения.
1.3 Характеристика материала и оценка свариваемости
В качестве основного материала для изготовления изделия металлоконструкции направляющей выбираем горячекатаный профильный и листовой металл марки 12Х18Н10Т ГОСТ 7350-77. Эта марка стали относится к сталям аустенитного класса. Свариваемость аустенитных сталей очень хорошая, предварительного подогрева и последующей термообработки не требуется. Как правило, они не склонны к образованию холодных и горячих трещин при сварке, но это касается самих сталей и не распространяется на сварные швы.
Аустенитные стали содержат в своём составе 17%
Таблица 1 Химический состав стали марки 12Х18Н10Т
Марка стали
Содержание легирующих элементов,%
Cr
Ni
Дуговая сварка в среде защитных газов
... сварке плавящимся электродом в среде защитных газов различают следующие две основные разновидности процесса: сварка короткой дугой и сварка длинной дугой. Сварка неплавящимся электродом Условием стабильного горения дуги при дуговой сварке в защитной среде инертных газов на ...
Ti
12Х18Н9Т
18
9
≤ 1
Сталь 12Х18Н10Т относится к сталям по содержанию углеродакнизкоуглеродистым, т.к. содержание ![]()
![]()
Технологические свойства
Температура ковки. °С: начала 1200, конца 850. Сечения до 350 мм охлаждаются на воздухе.
Свариваемость – сваривается без ограничений. Способы сварки: РДС (электроды ЦТ-26, ЭА – 400/10У), РАДС, АДФ,полуавтоматическая в среде защитных газов, ЭШС и КТС. Рекомендуется последующая обработка.
Флокеночувствительность – не чувствительна.По жаростойкости близка к стали 12Х18Н9Т.
Таблица 2Жаростойкость
Среда
Температура, °С
Группа стойкости или бал
Воздух
650
750
2-3
4-5
1.4 Обоснование выбора способа сварки
Технологию сварки разрабатывают в зависимости от формы и размеров сварной конструкции, серийности производства и вида сварки.
Ручная дуговая сварка находит применение при производстве различных конструкций преимущественно малой и средней толщины (2… 30 мм).
Сварные швы могут быть разнообразной формы и в любом пространственном положении. Ручную сварку используют как в производственных цехах, так и на монтажных площадках. Недостатком ручной сварки являются низкая производительность труда и сильная зависимость качества сварки от квалификации сварщика. При возможности использования полуавтоматической и автоматической сварки им следует отдавать предпочтение.
Кроме выбора типа электродов, условий сварки сплавов, выбора или проектирования приспособлений при разработке технологии надлежит правильно выбрать оборудование и назначить режимы сварки.
Полуавтоматическая сварка в среде защитных газов отличается тем, что дугу перемещают вдоль шва вручную. В этом случае форма шва может быть различной и сварку можно применять и в мелкосерийном производстве. При такой сваркевозможно наблюдать формирование сварного шва, так как он не закрыт флюсом или шлаком. Сварочную проволоку выбирают в зависимости от толщины деталей и марки сплавов. При автоматической сварке используют проволоку диаметром от 1,6 до 6 мм, а при полуавтоматической от 0,8 до 2,0 мм.
Оборудование для ручной дуговой и механизированной сварки
... в определении диаметра электрода и силы сварочного тока и зависит от толщины свариваемых элементов. 1.2 Оборудование сварочного поста для ручной дуговой сварки Общий вид сварочного поста для ручной дуговой сварки постоянным током показан на ...
При автоматической сварке используют сварочные головки или сварочные тракторы. Самоходная головка перемещается над свариваемым изделием по монорельсу или закреплена неподвижно на автоматах для сварки кольцевых швов, когда вращается изделие. Сварочный трактор может перемещаться по изделию или рядом с ним по копиру или направляющим.
Для полуавтоматической сварки получили распространение шланговые полуавтоматы с номинальным сварочным током до 300, 500 и 600 А. Подача проволоки в этих полуавтоматах осуществляется от электропривода в гибком шланговом проводе.
Сварка в среде защитных газов получает все более широкое применение в сварочных цехах, бывает автоматической и полуавтоматической.
В качестве защитных газов используют углекислый газ и аргон, а также смеси аргона с азотом, углекислым газом и т. д. Аргон как более дорогой используют для сварки цветных сплавов, коррозионностойких и жаростойких сталей, в изделиях специального назначения. Сварку в углекислом газе успешно применяют для соединения углеродистых, малолегированных, а также высоколегированных сталей. Достоинства сварки в углекислом газе: высокая производительность, возможность сваривать в любых пространственных положениях, сравнительно низкая себестоимость изделий, большой диапазон свариваемых толщин и т. п. Сварку в углекислом газе затруднительно использовать на открытом воздухе, на ветру, так как наблюдается повышенное разбрызгивание металла и ухудшается защита от кислорода воздуха.
Хранение, транспортировку и использование защитных газов при сварке осуществляют наиболее часто в баллонах.
Аргонно-дуговая сварка осуществляется неплавящимся электродом на постоянном токе. Установки имеют в своем составе баллоны с газом, горелки, соединенные с баллоном шлангом, источник питания. Присадочную проволоку подают вручную.Присадочная проволока имеет диаметр до 3 мм.
Исходя из размеров детали, ее назначения, характера производства и выбранной марки стали, в данном случае можно использовать ручную дуговую сварку или полуавтоматическую в среде углекислого газа. Для изготовления изделия выбираю полуавтоматическую дуговую сварку в смеси газов аргона с углекислотой, как обладающую большей производительностью и обеспечивающую лучшее качество сварки. В качестве оборудования выбрал полуавтомат инверторного типа: KemppiWeldForcekps 4500, а подающий механизм – KemppiWeldForcekwf 300 s .Сварочным материалом является сварочная проволока Ø1,2мм в катушке «евро» (15кг) марки M -308 LSi “ KISWEL ”, т.к. конструкция изготавливается из коррозионностойкой стали.
Раздел 2. СПЕЦИАЛЬНАЯ ЧАСТЬ
2.1 Описание сварочного поста
Для изготовления сварной конструкции — направляющей металлоконструкции выбираем дуговую полуавтоматическую сварку плавящимся электродом в среде защитного газа. Сварочный пост для данного способа сварки показан на рис. 3
Сварка порошковой проволокой
... сварщиков и повысить производительность сварки. Сварочный полуавтомат – это аппарат для полуавтоматической сварки с механизированной подачей сварочной проволоки. Основные компоненты сварочного полуавтомата представлены на рисунке ... Сварочный провод этого держателя рассчитан на ток до 300 а. Проволоками малого диаметра — 2,0—2,3 мм. Полуавтомат А-765 можно использовать для сварки порошковой проволокой ...
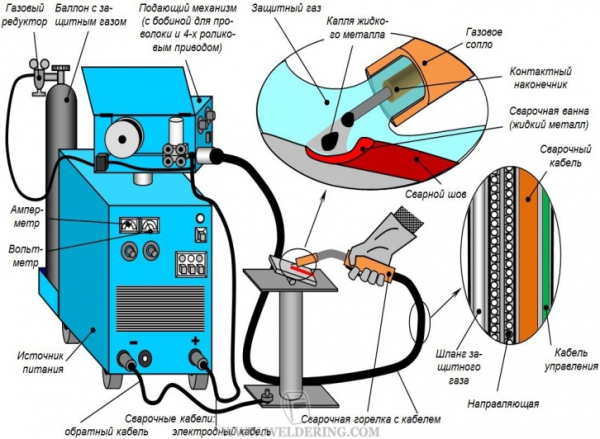
Рис. 3. Сварочный пост полуавтоматической сварки в среде защитных газов
Сварочная горелка является рабочим инструментом сварочного полуавтомата. Она предназначена для направления в зону сварочной дуги электродной проволоки, защитного газа или флюса.Держатель имеет рукоятку, при помощи которой сварщик в ручную перемещает электродную проволоку вдоль шва Рукоятка держателя должна быть хорошо изолированной.
Источником сварочного тока может служить выпрямитель или сварочный преобразователь. Электрическая аппаратура установки размещена в аппаратном ящике. Вспомогательным оборудованием в установке является баллон со сварочной смесью, при необходимости подогреватель углекислого газа, осушитель газа и газовый редуктор.
2.2 Выбор оборудования
Большое значение при сварке имеет сварочное оборудование. Которое должно обеспечивать высокое качество сварного соединения.
Для выполнения сварки существуют различные виды источников питания: генераторы, трансформаторы, выпрямители.
Традиционным источником переменного тока является сварочный трансформатор. Источником постоянного тока является выпрямитель, который сконструирован на базе трансформатора и полупроводникового выпрямителя. Широкое распространение получили также инверторные источники тока, которые применяются для сварки на постоянном токе.
Требования к виду внешних характеристик определяется такими показателями сварочного процесса, как тип электрода (плавящийся, неплавящийся); характер среды, в которой происходит сварка(открытая дуга, дуга под флюсом, в защитных газах); степень механизации (ручная, механизированная, автоматическая сварка); способ регулирования режима горения дуги (саморегулирование, автоматическое регулирование напряжения дуги).
При механизированной сварке в среде СО
Для полуавтоматической сварки буду использовать инверторный ИП
а)  б)
б) 
Рис.4 Полуавтоматы: а)
б) панель управления подающего механизма
Для заготовки деталей профильного проката необходимо использовать ленточный отрезный станок, для листового проката – пневмомеханическую гильотину. А так же необходимо вспомогательное оборудование компрессор с ресивером для накопления сжатого воздуха, для применения его в гильотине. Ручная универсальная шлифовальная машинка.
Для сборки под сварку и сварку самой конструкции необходимо использовать кантователь, полуавтоматическую сварку в среде защитных газов, а для погрузки на транспортное средство, кран – балку.
ДП ПЗ. Разработка технологии сборки и сварки емкости для хранения ...
... Сварка в защитных газах Описание сварочных материалов Выбор электродов для сборки Выбор проволоки для сварки Расчет режимов сварки Расчет режимов сварки для базового варианта Технология сборки и сварки цистерны Оборудование для сборки-сварки цистерны ... Горячие трещины могут возникнуть и при термообработке или работе конструкции при повышенных температурах. Образование горячих трещин характерно ...
Так как для изготовления направляющей металлоконструкции выбрана полуавтоматическая сварка в защитном газе, то в качестве оборудования сварочного поста выбираем:
Сварочный полуавтомат
Эти сварочные аппараты отличаются высочайшими характеристиками рабочего цикла, компактным корпусом и малой массой, что способствует повышению производительности и мобильности на сварочной площадке.
В промышленной сварке MIG / MAG оборудование
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ПОЛУАВТОМАТА
Напряжение сети: 380 В (340 — 480)
Мощность при максимальной нагрузке: 15 кВт
Ток в режиме ММА: 15 — 450 А
Номинальное напряжение: 58 В
MIG / MAG cварочный ток: 20 — 450 А
MIG / MAG ток при ПВ 100%: 320 А
Класс защиты: IP 23 S
Коэффициент мощности (COSψ): 0.80
Напряжение холостого хода: 58 В
КПД: 88%
Потребляемая мощность: 15 кВА
Сварочное напряжение: 12 — 46 В
Рабочая температура: -20…+40 мм
Диапазон температуры хранения: -40…+60
Габаритные размеры: 590x230x430
Вес: 78 кг.
Одна из новейших разработок компании Kemppi–программируемый подающий механизм
До начала сварки выбираем желаемые настройки для подающего механизма и источника питания, в соответствии с требованиями сварки, а также используемыми основным металлом и сварочной проволокой.
С началом сварки подающий механизм контролирует параметры дуги, так что качество сварки всегда остается высоким. При сварке MIG/MAG значения параметров контролируются источником питания через управляющий кабель.

Рис.5. Сварочная горелка
Сварочная горелка
Таблица 3. Технические характеристики горелки
- Производитель
KEMPPI
Артикул
6603204
Номинальный сварочный ток, А
320
Режим работы (ПВ), %
35
Диаметр проволоки,мм
0,8-1,6
2.3 Выбор сварочных материалов
К сварочным материалам при дуговой сварке в среде защитных газов относятся: электродная проволока, присадочная и защитные газы. Поэтому для изготовления направляющей металлоконструкции я выбрал следующие сварочные материалы:
1. Защитный газ – сварочная смесь


Рис. 6 Баллоны со сварочной смесью
В качестве электрода я выбрал сварочную проволоку, сплошного сечения марки
2.4 Выбор параметров режимов сварки
К основным параметрам сварочных режимов сварки в защитных газах относят диаметр неплавящегося электрода или электродной проволоки, сварочный ток, напряжение дуги, скорость подачи электродной проволоки, скорость сварки, вылет электрода, расход защитного газа, наклон электрода вдоль оси шва, род тока и полярность.
Диаметр электродной проволоки выбирают в пределах 0,5…3 мм. В зависимости от толщины свариваемого металла и положения в пространстве с уменьшением диаметра проволоки при прочих равных условиях повышается устойчивость горения дуги, увеличивается глубина проплавления и коэффициент наплавки, уменьшается разбрызгивание жидкого металла. С увеличением диаметра проволоки должна быть увеличена сила тока.
Сварочный ток. С увеличением сварочного тока повышается глубина проплавления. Это приводит к увеличению доли основного металла в шве.
Напряжение дуги. С увеличением напряжения дуги глубина проплавления уменьшается, а ширина шва увеличивается. Чрезмерное увеличение напряжения дуги сопровождается повышенным разбрызгиванием жидкого металла, ухудшением газовой защиты и образованием пор в направленном металле. Напряжение дуги устанавливают в зависимости от выбранного сварочного тока.
Скорость подачи электродной проволоки связана со сварочным током. Её устанавливают с таким расчётом, чтобы в процессе сварки не происходил коротких замыканий и обрывов дуги, и плавление электрода было устойчивым.
Скорость сварки. С увеличением скорости сварки уменьшаются все геометрические размеры шва. При слишком большой скорости сварки конец электрода может выйти из зоны защиты и окислится на воздухе. Малая скорость сварки приводит к чрезмерному увеличению сварочной ванны.
Вылет электрода. С увеличением вылета электрода ухудшаются устойчивость горения дуги и формирование шва, а так же увеличивается разбрызгивание жидкого металла. Очень малый вылет затрудняет наблюдение за процессом сварки, вызывает частое подгорание газового сопла и токопроводящего контактного наконечника.
Расход защитного газа зависит в основном от выбранного диаметра электродной проволоки и тепловой мощности дуги или от силы тока. Наклон электрода вдоль оси шва влияет на глубину проплавления и качество шва.
Ориентировочные режимы полуавтоматической дуговой сварки в среде защитных газов, выбранные в соответствии с рекомендованными в справочных материалах, указаны в таблице 2.
Таблица 2 Режимы полуавтоматической сварки в
Толщина металла, мм
Зазор, мм
Число проходов
Øсв.пр., мм
І, А
U, В
Vсв., м/ч
Вылет электрода, мм
Расход газа
Q Ar +СО2 , л
4
0-0.8
1
1.0-1.2
160-250
22-23
25-75
10-13
7-9
Режим сварки задается плотностью тока, т. е. значением тока, приходящегося на один мм сечения проволоки и напряжением. Плотность тока обычно составляет 30… 100 А/мм, напряжение регулируется от 16 до26В при этом глубина проплавления металла равна 7… 20 мм.
Исходя из размера выбранной проволоки и плотноститока, выбираю необходимый сварочный ток, он будет составлять143 А, подача проволоки 5,2 м/мин., напряжение 21,7В.
Раздел 3. ОРГАНИЗАЦИЯ ПРОИЗВОДСТВА
3.1. Заготовительные работы
Для изготовления направляющей конструкции используют профильный и листовой прокат. Поэтому необходимо произвести расконсервацию металла.
Расконсервация механическая, химическая.
1. Механическое удаление густых, консервационных смазок (пушечного сала, солидола, вазелина и др.), бумаги и пленок металлическими, деревянными, пластмассовыми и резиновыми скребками.
2. Промывание горячей водой (70 – 90
3. Просушка обдувкой сжатым воздухом для удаления запахов растворителей и влаги.
4. Протирка насухо ветошью или салфетками.
5. Струйная очистка стальной дробью, металлическим песком, рубленной проволокой, абразивными порошками для удаления глубокой коррозии, царапин, трещин, окалины, шлака, местных расслоений на большой плоскости с шероховатостью Rz 20.
6. Гидропескоструйная очистка для удаления глубокой коррозии, царапин, трещин, окалины, шлака, местных расслоений на большой плоскости с шероховатостью Rz 0.4 и последующей сушкой.
3.2 Подготовительные работы
Технология изготовления сварной конструкции включает в себя несколько последовательно выполняемых операций. Различают основные и вспомогательные операции.
Основными операциями считают заготовительные (18-24%), сборочные (10-32%), сварочные (14-27%) и отделочные. Отделочными являются контрольные операции, термическая и механическая обработка, окраска и упаковка.
Разметку следует производить с помощью рулеток, соответствующих второму классу точности, измерительных линеек, а также других измерительных инструментов и шаблонов.
Правка металлопроката должна проводиться способами, исключающими образование вмятин, забоин и других повреждений поверхности (рис. 8).
Правка металлопроката в горячем состоянии не допускается, если материал не нагрет до температуры ковки.
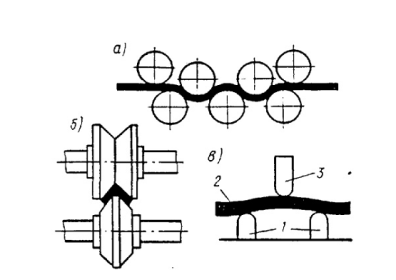
Рис. 8 Схема правки листовых и профильных элементов:
а – на листовых вальцах; б – в углоправильных вальцах;
в – на прессе
Гибка деталей должна проводиться, как правило, на прессах, листогибочных и профилегибочных машинах. Радиусы кривизны деталей устанавливаются проектом с учетом гибки в холодном состоянии. Для деталей из низколегированной стали, а также деталей толщиной более 6 ммдо гибки, следует зачистить механическим способом кромки, пересекающие линии гиба.
При изготовлении направляющей металлоконструкции производим разметку, вырезку заготовок, гибку и подготовку кромок к сварке.
Раскрой узла 2 показан на рис. 9.
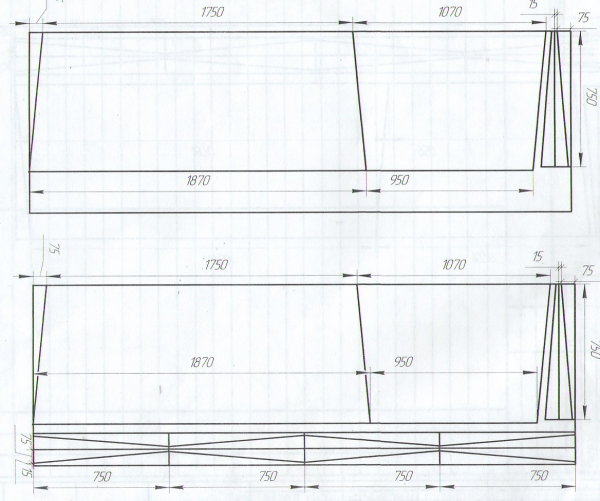
Рис. 9 Раскрой листа направляющей
3.3 Технология изготовления конструкции
Технологический процесс сварки – это последовательность выполнения операций, необходимых для получения готовой сварной конструкции: заготовительные работы, подготовка поверхности деталей под сборку и сварку, сборка, сварка, контроль.
При изготовлении сварных конструкций поверхность металла очищают от средств консервации, загрязнений, смазочно-охлаждающих жидкостей, ржавчины, окалины, заусенцев и грата, препятствующих нанесению защитных покрытий, затрудняющих процесс сварки и вызывающих появления дефектов сварных соединений.
В зависимости от вида и состояния поверхности материала, назначения и способа изготовления деталей и сварных узлов очистку осуществляют перед обработкой проката или после изготовления деталей до их сборки.
Перед сборкой под сварку выполняют прихватку для жёсткого закреплениядеталей и уменьшения пластической деформации.
Kemppi
Сварочная смесь –
Проволока Св –
Щиток защитный ГОСТ 12.4.035-78
KEMPPI
1.Установить, подогнать согласно чертежу в кондуктор стойки – 2 шт., большие и малые рёбра жёсткости — 8 шт. накладки – 2 шт. и прихватить в 50 точках. Длина прихватки L прих = 0,005м.
ПС
ПЛ
I ,А
U , R
Øсв.пр., мм
L
Св. пр.
кг
Q Ar + CO 2 , л
Катет шва, мм
нижняя
0
170-350
21- 32
1,2
0,25
0,013
2,9
3
Нормы расхода сварочных материалов на прихватку:
Рис.10. Правила расчёта прихваток
L
Q свпр. =
Q СО2 = L прих. × К Ar +СО2 = 0,25 × 11,6 = 2,9 л
Так как свариваются 2 таких узла, то расход материалов на прихватку и сварку увеличиваю в два раза.
2.Править собранный узел после сборки – прихватки, молоток 7850-0052 ГОСТ 2310-75.
3. Кантовать сборочный узел во время сборки с помощью кран-балки.
4. Обварить все прилегающие детали друг к другу согласно чертежу.
ПС
ПЛ
I ,А
U,R
Øсв.пр., мм
Lшва, мм
Q свпр.
кг
Q Ar+ СО2 ,л
Катет шва, мм
нижняя
0
170 – 350
21 – 32
1,2
4880
0,25
56,61
4
Нормы расхода сварочных материалов на сварку:
L
Q св.пр. =
Q СО2 = L шва × К Ar +СО2 = 4,88 × 11,6 = 56,61л
Так как свариваются 2 таких узла, то расход материалов на сварку увеличиваю в два раза.
5. Кантовать сварочный узел во время сварки с помощью кран-балки.
6.Установить, подогнать согласно чертежу две половины опоры, прихватить оставшиеся детали в 44 точкахи обварить. Длина прихватки L при=0,005 м.
ПС
ПЛ
I ,А
U , R
Øсв.пр., мм
L
Q свпр.
кг
Q Ar +СО2 ,
Л
Катет шва, мм
нижняя
0
170-350
21- 32
1,2
0,22
0,012
2,6
3
Нормы расхода варочных материалов на прихватку:
L
Q
Q СО2 = L прих. × К Ar +СО2 = 0,22 × 11,6 = 2,6 л
7.Править собранный узел после сборки – прихватки, молоток 7850-0052 ГОСТ 2310-75.
8. Обварить все прилегающие детали опорысогласно чертежу.
ПС
ПЛ
I ,А
U , R
Øсв.пр., мм
Lшва, мм
Q свпр.
кг
Q Ar +СО2 ,л
Катет шва, мм
нижняя
0
170 — 350
21 — 32
1,2
3420
0,18
39,67
4
Нормы расхода сварочных материалов на сварку:
L
Q св.пр. =
Q СО2 = L шва × К Ar +СО2 = 3,42 × 11.6 = 39,67 л
9. Кантовать сварочный узел во время сварки с помощью кран-балки.
10. Установить, подогнать согласно чертежу детали направляющей и прихватить в 182 точках.
ПС
ПЛ
I ,А
U , R
Øсв.пр., мм
L
Q свпр.
кг
Q Ar+ СО2 ,л
Катет шва, мм
нижняя
0
170 -350
21 — 32
1 , 2
0 , 91
0 ,05
10 , 56
3
Нормы расхода варочных материалов на прихватку:
L
Q свпр. =
Q
11.Править собранный узел после сборки – прихватки, молоток 7850-0052 ГОСТ 2310-75.
12. Обварить все прилегающие детали направляющей согласно чертежу.
ПС
ПЛ
I ,А
U,R
Øсв.пр., мм
Lшва, м
Q свпр.
кг
Q Ar+ СО2 ,л
Катет шва, мм
нижняя
0
170 — 350
21 — 32
1,2
16
0,83
185,6
4
Нормы расхода сварочных материалов на сварку:
L
Q св.пр. =
Q
13.Править собранный узел после сварки, молоток 7850-0052 ГОСТ 2310-75.
14. Кантовать сварочный узел во время сварки с помощью кран-балки.
15. Соединить и прихватить в 27 точках согласно чертежа направляющую и опору.
ПС
ПЛ
I ,А
U,R
Øсв.пр., мм
Lшва, мм
Q свпр.
кг
Q Ar+ СО2 ,л
Катет шва, мм
нижняя
0
170 — 350
21 — 32
1,2
135
0,007
1,57
3
Нормы расхода сварочных материалов на сварку:
L
Q св.пр. =
Q СО2 = L шва × К Ar +СО2 = 0,135 × 11,6 = 1,57 л
16. Обварить состыкованные узлы
ПС
ПЛ
I ,А
U , R
Øсв.пр., мм
Lшва, м
Q свпр.
кг
Q Ar +СО2 ,л
Катет шва, мм
нижняя
0
170 — 350
21 – 32
1,2
5,4
0,28
62,64
4
Нормы расхода сварочных материалов на сварку:
L
Q св.пр. =
Q СО2 = L шва × К Ar +СО2 = 5,4 × 11,6 = 62,64 л
17. Кантовать во время сварки с помощью кран-балки.
18.Обработать при необходимости швы от наплывов, неровностей, около шовную зону от брызг.
3.4 Контроль качества
Качество продукции – это совокупность свойств продукции обусловливающих её пригодность, удовлетворять определенным потребностям в соответствие с её назначением. Качество сварных изделий зависит от соответствия материала техническим условиям, состояния оборудования, оснастки, правильности и уровня обработки технологической документации, соблюдения технологической дисциплины, а так же квалификации работающих.
Для обеспечения высоко качества сварных соединений необходимо проводить контроль на всех стадиях проектирования и производства.
Первый этап контроля осуществляется на стадии проекта и включает в себя контроль чертежей их согласование.
Второй этап контроля производится при подготовке и осуществлении технологического процесса: проверка сварочных материалов, проверка квалификации сварщика, проверка условий подготовки кромок, проверка исправности оборудования и измерительных приборов.
Третий этап контроля включает контроль готовых изделий и полуфабрикатов.
Четвертый этап контроля – дефектовка: контроль изделия и его отдельных частей после определенного срока службы.
При этом детали делаться на три группы: годные, негодные, неподлежащие восстановлению.
Методы контроля качества сварных соединений могут быть разделены на две основные группы:
1.Методы контроля без разрушения образцов или изделий-неразрушающий контроль
2. Методы контроля с разрушением образцов или производственных стыков-разрушающий контроль
Наиболее распространенным видом неразрушающего контроля является внешний осмотр и обмер сварных швов,который имеет существенное значение для получения качественных сварных конструкций.
Поэтому после сварки я проверял направляющую металлоконструкцию на качество внешним осмотром и замерами: соответствие размеров размерам чертежа, выдержка катета шва, отсутствие внешних дефектов и пластической деформации. Для этого использовал рулетку, угольник, различные шаблоны (рис. 11).
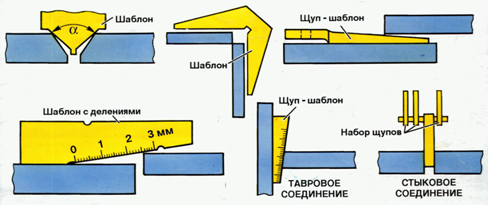
Рис. 11Инструмент контроля сборки перед сваркой
Универсальный шаблон сварщика, конструкции В.Э. Ушерова-Маршака
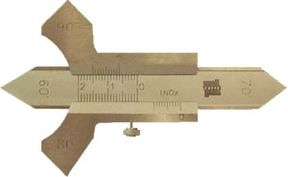
Рис.12. шаблон Ушерова-Маршака
Технические характеристики шаблона Ушерова-Маршака
-
Материал – нержавеющая сталь;
-
Диапазон измерения: 0-20 мм;
-
Точность — 0,1 мм;
-
Угол скоса кромки (4 угла подготовки: 60°, 70°, 80°, 90°)
Раздел 4. ОХРАНА ТРУДА
4.1 Мероприятия по защите окружающей среды
Наиболее эффективной формой защиты природной среды от выбросов промышленных предприятий является разработка и внедрение безотходных и малоотходных технологических процессов во всех отраслях промышленности.
Безотходная технология – это активная форма защиты окружающей среды от вредного воздействия, которая представляет собой комплекс мероприятий технологических процессов от обработки сырья до использования готовой продукции, в результате чего сокращается до минимума количества вредных выбросов.
К пассивным методам защиты относят устройства и системы окружающей среды, которые применяют для очистки вентиляционных и технологических выбросов от вредных примесей; рассеяния их в атмосфере; очистки сточных вод; глушения шума уменьшения уровней инфразвука, ультразвука и вибраций на путях их распространения; экранирование источников энергетического загрязнения окружающей среды; захоронения, ликвидации и обезвреживания токсичных и радиоактивных отходов.
Можно выделить два основных направления по обеспечению чистоты атмосферы от загрязнений «сокращение количества выброса вредных веществ и их обезвреживания».
Широко применяют газо, пыли – и туманно-улавливающие аппараты и системы.
Загрязнения, поступающие в окружающуюсреду, могут быть, естественного и антропогенного происхождения. К естественным источникам относятся пыльные бури, вулканические извержения, космическая пыль, лесные пожары, и др. к источникам антропогенного воздействия на окружающую среду относятся выбросы промышленных предприятий, транспортно-энергетических систем и др.
Предлагается на данном производстве использовать несколько мероприятий для уменьшения негативного воздействия работы предприятия на окружающую среду:
1. общецеховая система вытяжки с встроенными в нее фильтрами и обратной подачей в цех свежего воздуха;
2. вытяжка с места сварки, которая осуществляется при помощи руководствующихся непосредственно на расстоянии 30-50 см от места горения дуги. Эти рукава почти полностью поглощают отходы горения сварочной дуги;
3. надежная система утилизации и переработки промышленных отходов во избежание почвы тяжелыми металлами и их оксидами;
4. высаживание зеленых насаждений;
5. для уменьшения шума применяют экраны, кожухи и глушители.
Важная роль в деле охраны окружающей среды отводятся организационным мероприятиям и архитектурно – планировочным решением: выведение промышленных предприятий из крупных городов и сооружений новых в малонаселенных районах с малопригодными для сельского хозяйства; рациональная планировка городской застройки; установление санитарно-защитных зон вокруг предприятий.
4.2 Охрана окружающей среды
Промышленные отходы по существу является продуктами незавершенного производства, поскольку они в большинстве случаев представляют собой недоиспользованное сырье. С экономической точки зрения оправдано комплексное размещение различных производств с целью использования отходов одной промышленности в качестве сырья для другой.
Т.к. сварочных и лакокрасочных цехах сточные воды имеют в своем составе кислоты, масло продукты, механические примеси и т.д. В состав сточных вод входят бытовые стойки, атмосферные, сточные воды, образующиеся в результате смыло загрязнений, имеющихся на территории предприятия. Для предотвращения попадания загрязненных сточных вод в окружающую среду на предприятиях вводят многоступенчатую очистку воды и многогранное ее использование.
В процессе производства образуются твердые промышленные отходы в виде лома, стружки, шлаков, окалины, залы, пыли и мусора. Чтобы эти отходы не попадали в почву и атмосферу их подвергают переработке и используют вторично.
Важное значение практический во всех отраслях промышленности имеют решения проблемы улучшения качественных характеристик потребляемых материальных ресурсов, их комплексной переработке, т.к. снижение уровни материальных издержек в целом по промышленности на 1 % приводит к снижению общих издержек производства больше, чем на 0,7 %. Все это свидетельствует об определяющем воздействие материальных издержек на уровень себестоимости продукции.
Один из наиболее важных путей рационального использования материальных ресурсов является их комплексная переработка. При этом исключительное место отводится вопросом сбора, хранение и переработки производственных отходов, содержащих определенное количество как полезных, так и вредных для окружающей среды веществ.
Отходами производства считается остатки сырья материалов, полуфабрикатов, образовавшихся при производстве продукции или выполнение работ и утратившие свои потребительские свойства.
4.3 Утилизация промышленных отходов
Отходами производства являются остатки сырья, материалов, химических соединений, образование при производстве продукции или выполнении работ и утрачивании полностью или частично исходные потребительские свойства.
Отходы производства и потребления являются вторичными материальными ресурсами, которые в настоящее время могут вторично использоваться в народном хозяйстве.
Охрана природы, водных ресурсов, а так же для утилизации содержащихся отходов ценных веществ и компонентов в мировой практике ведутся разработка и широкое внедрение различных технологий механизированного обезвреживания и переработке отходов. Выбор метода обезвреживания и переработки отходов для конкретного города определяется необходимостью, в первую очередь, оптимального решения, проблем охраны природной среды и здоровья населения с учетом экономической эффективности, рационального использования земельных ресурсов.
Наиболее большое распространение получили складирование на полигоне, сжигание, переплавка, биотермическое компостирование.
Цех по утилизации и переработки промышленных отходов можно назвать главным санитаром завода, т.к. здесь с помощью уникальных биохимических очистных сооружений очищают все промышленные стоки предприятий. Очищенные стоки возвращают в систему водоснабжения предприятия.
Комплекс применяемых методов включают биохимическую обработку сточных вод, сульфатвосстанавливающих бактерий, озонирование, отстаивание сточных вод в тонкослойных отстойниках, фильтрование осветленных вод через фильтры, термическую обработку отработанных растворов смазочно-охлаждающих жидкостей. В сутки установка может очистить 2400 м 3 и главное ее преимущество – качество и низкая себестоимость возвратной воды, а также минимальное количество осадков.
ЗАКЛЮЧЕНИЕ
При работе над проектом по ПМ.02. « Разработка технологических процессов и курсовым проектирование изделий» была разработана технология изготовления направляющей металлоконструкции из профильного и листового проката дуговой сваркой в среде защитного газа плавящимся электродом . В качестве основного металла использовали сталь марки 12Х18Н10Т ГОСТ 5632-72 , в качестве сварочных материалов сварочная смесь Ar + CO 2 ТУ 2114-001-87144354-2012 Ar/20CO2 и сварочную проволоку марки M -308 LSi “ KISWEL ” . В ходе работы над курсовым проектом были приобретены практические навыки разработки и проектирования конструкций из листового и профильного проката. Знания и умения, полученные при изучении междисциплинарных курсов МДК.02.01.«Основы расчёта и проектирования сварных конструкций» , МДК.02.02 . «Основы проектирования технологических процессов» , МДК. 01.01. «Технология сварочных работ», МДК.01.02. «Основное оборудование для производства сварных конструкций», практический опыт при прохождении учебной и производственной практики на предприятии позволили легко определить свариваемость материала, разработать технологию сварки: подобрать способ сварки,сварочные материалы, рассчитать нормы расхода сварочных материалов и длины сварных швов. В ходе выполнения курсового проекта были рассмотрены различные источники информации: учебная литература, пособия, отраслевые и государственные стандарты, атласы чертежей, проспекты современного сварочного оборудования, средств коллективной и индивидуальной защиты сварщика, и другая техническая документация.
СПИСОК ЛИТЕРАТУРЫ
[Электронный ресурс]//URL: https://inzhpro.ru/kursovaya/konstruktsiya-i-proekt/
1. Думов С.И. – «Технология электрической сварки плавлением » — М : Машиностроение, 1987г.
2. Козьяков А.Ф, Морозова Л.Л «Охрана труда в машиностроении» — М : Машиностроение, 1990г.
3. Куркин А.С «Сварочные конструкции» — М: Машиностроение, 1991г.
4. Китаев А.М «Сварочная книга сварщика » — М: Машиностроение, 1985г.
5. Рыморов К.С «механизация и автоматизация сварочного производства» — М: Машиностроение, 1990г.
6. Методическое пособие по курсовому проектированию, НМТ,2003
7. Нормативы на полуавтоматическую сварку в среде защитных газов – Москва, Экономика, 1989г.