
сталь наплавка электрошлаковый экскаватор
В 1802 г. Российский ученый В.В. Петров открыл явление электрического дугового разряда и указал на возможности использовании его для расплавления металла.
В конце 50-ых годов французскими учеными был разработан новый вид электрической сварки плавлением, получивший название электро-лучевой сварки. Этот способ сварки применяется и в нашей промышленности. В первые в открытом космосе была осуществлена автоматическая сварка и резка в 1969 году космонавтами В. Кубасовым и Г. Шаниным. Продолжая эти работы в 1984 году космонавты С.С. Савицкая и В. Джанибеков провели в открытом космосе ручную сварку, резку и пайку различных материалов.
Основные способы контактной сварки разработаны в конце прошлого столетия.
В 1887 г. Н.Н. Бенардос получил способ точечной и шовной контактной сварки между угольным электродами. Позднее эти способы, усовершенствованные применением электродов из меди и ее сплавов, стали наиболее широко распространенными способами контактной сварки.
Контактная сварка занимает ведущее место среди механизированных способов сварки. В автомобилестроении контактная точечная сварка является основным способом соединения тонколистовых конструкций. Кузов современного легкового автомобиля сварен более чем в десяти тысячах точек.
В настоящее время сварочное производство является самостоятельной отраслью машиностроительной промышленности и для дальнейшего развития требуется решение целого ряда вопросов, таких как разработка новых сварочных машин, аппаратов и материалов.
В основе опыта дуговой сварки возникли новые способы, получившие практические применения, которые разрабатывались в Институте электросварки им. Е.О. Патона. Разрабатываются новые виды сварки, в числе которых плазменная сварка, лазерная сварка, холодная сварка, лучевая сварка. Делаются попытки использовать для сварки энергию излучения Солнца (гелиосварка).
Основным способом соединение деталей является дуговая электрическая сварка. Возможно что, совершенствование существующих способов сварки и резки металлов и их синтез дадут новый способ сварки в твердой фазе, превосходящие все существующие по производительности и качеству сварного соединения.
Основным способом соединение деталей является дуговая электрическая сварка. Возможно что, совершенствование существующих способов сварки и резки металлов и их синтез дадут новый способ сварки в твердой фазе, превосходящие все существующие по производительности и качеству сварного соединения.
Сварка пластмасс
... сварок относятся сварка нагретым элементом, сварка горячим воздухом (газом), экструзионная и инжекционная сварка. Ко второму - электрическое соединение, ультразвуковая и высокочастотная сварка, сварка трением и др. Отличительной особенностью сварки пластмасс ... существует универсального способа сварки. Вид сварки выбирается в зависимости от молекулярной структуры и свойств свариваемой пластмассы, а ...
Наплавка металлов — один из наиболее эффективных способов повышения долговечности деталей машин — позволяет восстанавливать геометрические размеры изношенных деталей, а также упрочнять их путем применения специальных электродных материалов, обеспечивающих получение наплавленного металла с заданным физическим свойствам
Наиболее широкое распространение получило наплавку при ремонте изношенных деталей металлургического оборудования, сельскохозяйственной технике, дорожных и строительных машин, автомобильного транспорта. Наплавку успешно применяют также при изготовлении новых деталей таких, как лемехи плугов и лапы культиваторов почвообрабатывающих машин, конусы и чаши запасных аппаратов доменных печей.
Наплавки разработаны впервые в пятидесятых годах в институте электросварки им. Е.И. Пятона под руководством И.И. Фрумина ее промышленное использование с этого времени непрерывно расширяется.
Наша страна занимает ведущее место в мире в этой области сварочной технике. Повышения уровня механизации наплавочных работ, а также достижение в разработке новых наплавочных материалов позволяет непрерывно повышать эффективность процессов наплавки.
Изобретатель электрической дуговой сварки Н.Г. Славянов предлагал использовать свое изобретение для «…наливания слоя металла на изношенные поверхности…». Именно этот способ наплавки в дальнейшем получил наибольшее распространение, так как он позволяет применять разнообразные способы легирования наплавленного металла и легко приспосабливается к различным конструктивным формам изделий.
В начале нашего века преобладала газовая наплавка, не требующая сложного оборудования, к 30-м годам началось быстрее развитие технологии ручной электродуговой наплавки покрытыми электродами, обеспечивающей высокое свойства наплавленного металла.
1. Технологическая часть
1 Химический состав
Низколегированные и углеродистые стали.
Структура низколегированного наплавленного металла 10Г2 и 11Г3 — феррито — перлинг. В сплаве 30Х4Г, содержащем хром наряду с неравновесным перлитом возможно присутствие игольчатого троостита и мартенсите. С увеличением скорости охлаждения растет твердость наплавленного металла, при этом возможно образование трещин. Для получения оптимальной структуры надо так организовать термический цикл, чтоб охлаждение низкоуглеродистого и низколегированного металла проходило при скорости 10-40 0 C/c и температурах, близких к 5600 С.
Таблица 1
Низкоуглеродистые стали
|
Наплавленный металл |
Содержание элементов, % |
НВ |
|||
|
С |
Si |
Mn |
Cr |
||
|
10Г2 |
0,10 |
— |
2,0 |
— |
230-260 |
|
11Г3 |
0,11 |
— |
3,0 |
— |
280-310 |
|
12Г4 |
0,12 |
— |
4,0 |
— |
320-360 |
|
15Г2ХС |
0,15 |
1,2 |
1,7 |
0,7 |
220-270 |
|
30Х4Г |
0,30 |
0,5 |
1,4 |
4,0 |
350-450 |
Таблица 2
Углеродистые низколегированные стали
|
Наплавленный металл |
Содержание элементов, % |
HRC |
||||||
|
С |
Si |
Mn |
Cr |
Mo |
Ni |
Ti |
||
|
60Х3 |
0,60 |
0,25 |
0,40 |
3,0 |
— |
— |
— |
46-55 |
|
70Х3СМН |
0,70 |
1,0 |
0,9 |
3,0 |
0,6 |
0,5 |
— |
55-60 |
|
70Х3СМГ |
0,7 |
1,0 |
0,7 |
2,8 |
0,5 |
— |
0,20 |
52-60 |
|
80Х4С |
0,8 |
1,3 |
0,8 |
4,0 |
— |
— |
— |
56-62 |
Углеродистые низколегированные стали, содержащие более 0,4% и до 5,0% легирующих примесей, отличаются невысокой стоимостью. Для наплавки металла 60Х3 используют легирующие флюсы, для 70Х3СМИ — спеченную ленту ЛМ 70Х3МН, для 70Х3СМГ — Электроды ЭН 60М, для 80Х4С — электроды 13КН/ливт. Структура наплавленного металла состоит в основном из мартенсита и различных количеств остаточного аустенита, присутствует также игольчатый троостит. По границам кристаллов возникает прослойки ледебуритной эвтектики. Из-за повышенной склонности к образованию трещин нередко применяют подогрев наплавленных изделий. Отжиг наплавленного металла приводит к снижению его твердости примерно до НВ 200. При необходимости проводят механическую и заключительную термическую обработку-закалку. Металл этого типа пригоден для наплавки штампов, горячей штамповки, ножей грейдеров, бульдозеров и др.
Высокохромистые чугуны применяют для наплавки деталей, работающих в условиях абразивного, газоабразивного и гидроабразивнго износа при обычных и высоких температурах. Например, детали засыпанных аппаратов доменных печей, броневые плиты лотков, валки коксовых дробилок, ножи бульдозеров, зубья ковшей экскаваторов и т.п. Химический состав (в процентах) наплавленного металла и твердость приведены в таблице 3.
Таблица 3
Высокохромистые чугуны
|
№ |
Тип металла |
С |
Si |
Mn |
Cr |
Ni |
W |
Mo |
V |
Б |
Твердость после наплавки НRC |
|
1 |
250Х30СР |
2,4 |
2,0 |
1,0 |
26,0 |
— |
— |
— |
— |
1,7 |
54 …58 |
|
2 |
300Х28Н4С4 |
3,0 |
3,5 |
1,8 |
28,0 |
4,0 |
— |
— |
— |
— |
48…54 |
|
3 |
320Х23С2ГТР |
3,2 |
2,3 |
1,3 |
23,0 |
— |
— |
— |
1,0 |
1,0 |
55…62 |
|
4 |
400Х28Н2С2ВМ |
3,9 |
1,0 |
1,0 |
27,0 |
1,8 |
0,3 |
0,1 |
— |
— |
52…56 |
|
5 |
500Х38СГН |
4,9 |
2,1 |
2,0 |
38,0 |
1,4 |
— |
— |
— |
— |
55…60 |
Металл №№1, 2, 3, 4 и 5 наплавляют порошками из сплавов или смесями порошков газопламенным и плазменным способами, а также дуговым — нерасходуемыми электродами, металл №3 — покрытыми электродами дуговым способом. Для наплавки ПП-АН101 и ленту ПЛ-АН101. Наплавленный металл этой группы имеет высокую склонность к образованию холодных трещин, предотвратить которые почти невозможно. Даже предварительный подогрев до 6000 С и за медленного охлаждения не исключают возникновения трещин. Поэтому упрочненные детали эксплутатируют с трещинами в наплавленном слое, которые не оказывают существенного влияния на износостойкости — отсутствие трещин вдоль потока абразивных частиц.
Практика показала, что для уменьшения образования трещин наплавку высокохромистыми чугунами целесообразно осуществлять на металл с максимально низким пределом текучести. Для этой цели часто используют подслои, наплавленные сварочной проволокой Св-08А. С целью сохранения высокой износостойкости при наплавке высокохромистых чугунов необходимо стремиться так как разбавление наплавленного металла основным резко снижает его износостойкость.
.2 Материалы для наплавки
Получение нужных физических свойств наплавленного металла определяется главным образом применяемыми при наплавке материалами. Электродные материалы, наплавочные порошки, флюсы, защитные газы.
Электроды для ручной дуговой наплавки. Химический состав и диаметр электродного стержня, масса и химический состав покрытия определяют механические свойства наплавленного металла, технологические свойства электродов, режимы наплавки.
Для ручной дуговой наплавки поверхностным слоем с особыми свойствами применяют электроды по ГОСТ 10051-75. Кроме этого, могут применяться электроды для сварки конструкционных и теплоустойчвых сталей по ГОСТ 9467-75, в также электроды для сварки высоколегированных со особыми свойствами по ГОСТ 10052-75. Некоторые марки специальных электродов для наплавки чугуна и цветных металлов (меди, бронз, алюминия и др.) выпускаются промышленностью по техническим условиям. Сварочно-технологические свойства и общая характеристика наиболее распространенных марок электродов приведены в Таблице 3.
Таблица 3
Сварочно-технологические свойства электродов для ручной наплавки
|
Марка электрода |
Разбрызгивание (%) |
Коэффициент наплавки |
Расход электродов |
Образование трещин |
Род тока |
|
ОЗН-250У |
Повышенное (12) |
8,6 |
1,7 |
Малая |
Постоянный |
|
ОЗН-350У |
Повышенное (11,5) |
8,2 |
1,7 |
Малая |
То же |
|
ОЗШ-1 |
Малое (3,3) |
8,8 |
1,6 |
Очень малое |
Постоянный |
|
ЦН-5 |
Малое (2) |
13 |
1,4 |
Умеренная |
Постоянный переменный |
|
ОМГ-Н |
Малое (1) |
9,2 |
1,45 |
>> |
То же |
|
12АН/ливт |
Очень малое (0,5) |
8,3 |
1,6 |
Малая |
Постоянный переменный |
|
ЦС-1 |
Очень малое (0,3) |
Хорошая |
13,9 |
1.4 |
>> |
Наплавочная проволока. Наиболее распространенным материалом для механизированной электродуговой наплавки является стальная наплавочная проволока сплошного сечения по ГОСТ 10543-75. Стандартом предусмотрено 9 марок углеродистой, 11 марок легированной и 10 марок высоколегированной проволоки.
Для механизированной наплавки применяют также стальную сварочную проволоку по ГОСТ 2246-70. Этот стандарт предусматривает 6 марок низкоуглеродистой, 30 марок легированной и 41 марку высоколегированной проволоки.
Для наплавки бронзы применяют проволоку по ГОСТ 16130-72. Проволоку из алюминиево-железистой бронзы БрАЖМц 10-3-1,5, алюминиево-марганцовистой бронзы БрАМц 9-2, кремниево-марганцовистой бронзы БрКМц 3-1 используют для наплавки под флюсом АН-2- и АН-60 слоя бронзы на стальную основу при изготовлении биметаллических деталей металлургического оборудования, работающих в качестве пар трения, например сухарей и камней шпиндельных соединений привода валков прокатных станов.
Флюсы и защитные газы. Флюсы подразделяют по их назначению, способу изготовления, химическому составу, строению частиц. Различают флюсы общего назначения и специальные. Первые используют для механизированной дуговой наплавки углеродистых и низколегированных сталей, вторые — для дуговой и электрошлаковой наплавки легированных сталей и сплавов, цветных металлов.
Плавленые флюсы изготовляют плавлением шихты в электрических или пламенных печах с последующим гранулированием расплава мокрым или сухим способом. Исходные материалы для производства плавленого флюса: кварцевый песок, марганцовая руда, глинозем, плавиковый шпат, полевой шпат, магнезит и т. п.
Для изготовления керамических флюсов применяют смеси порошкообразных материалов, замешанных на жидком стекле и гранулированных до заданной фракции с последующей сушкой и прокалкой.
Для дуговой автоматической наплавки углеродистой и низколегированной проволокой используют плавленые высококремнистые марганцевые флюсы АН-348А, АН-348АН, ОСЦ-45М, АН-60, ФЦ-9. Для дуговой наплавки легированной и высоколегированной проволокой и лентой применяют плавленые низколегированные флюсы АН-20С, АН-20СМ, АН-20П, АН-60, АН-22, АН-26, АН-30, АН-70, 48-ОФ-6. Для получения легированной и высоколегированного наплавленного металла применяют углеродистую электродную проволоку Св-08 в сочетании с керамическими флюсами типа ЖСН или АНК. Для электрошлаковой наплавки используют флюсы АН-348А, Ан-8. Для наплавки высококремнистых чугунов используют безмарганцевые флюс Ан-28, наплавку медными сплавами выполняют под флюсом АН-60, АН-348А.
Защитные газы выпускают по ГОСТ 10157-79 (аргон); ГОСТ 20461 — 75 (гелий); ГОСТ 9293-74 (азот) и поставляют в стальных баллонах соответствующей окраски.
Неплавящиеся электроды. Неплавящиеся электроды из вольфрама, а также из специального электротехнического угля и синтетического графита.
В качестве вольфрамовых электродов применяют прутки из чистого вольфрама и из вольфрама с присадками оксидов лантана, тория, иттрия, при этом обеспечиваются эмиссионная способность и устойчивость дугового разряда, повышается стойкость электродов (табл. №4).
Таблица 4
Характеристика прутков из вольфрама
|
Марка |
Содержание активирующей присадки (%) |
Размеры прутка мм |
Технические условия |
|
|
диаметр |
длина |
|||
|
Чистый вольфрам |
||||
|
ЭВЧ |
— |
2…12 |
200…500 |
ТУ 48-19-39-73 |
|
Тарированный вольфрам |
||||
|
ЭВТ |
1,5…5,5 оксида тория |
4…9 |
100 |
ТУ 48-19-59-73 |
|
Лантарированный вольфрам |
||||
|
ЭВЛ |
0,9…1,1 оксида лантана |
1…10 |
150…600 |
ТУ 48-1927-77 |
|
Иттрированный вольфрам |
||||
|
ЭВИ |
1,5…2,3 оксида иттрия |
2…10 |
120…200 |
ТУ48-19-221-76 |
При наплавке вольфрамовыми электродами для защиты их от окисления применяют инертные газы (аргон, гелий) и их смеси между собой или с активными газами (кислород, углекислым газом, водородом, азотом).
Вольфрамовые электроды используют при дуговой наплавке в защитном газе, плазменной наплавке, плазменном напылении.
Электроды из вольфрама изготовляют методом волочения или ковки с последующем шлифовании до нужного диаметра. Наплавку вольфрамовыми электродами проводят постоянным или переменным током прямой полярности, что обеспечивает их минимальный расход. С этой же целью осуществляют мероприятия, исключающие применения защитного газа высокой влажности, возбуждение дуги непосредственным замыканием электрода на изделия (возбуждать дугу следует только с помощью осциллятора), окисление электрода воздухом (подучу защитного газа необходимо начинать до включения тока, а прекращать после его включения и остывания электрода до потемнения).
При наплавке переменным током конец электрода затачивают в виде сферы, при наплавки постоянным током — в виде конуса.
При наплавки торрированными электродами следует выполнять санитарные нормы и правила работы с радиоактивными веществами. Угольные электроды для наплавки изготовляют из электротехнического угля в соответствии с ГОСТ 10720-75. Стандартом предусмотрены электроды марки СК, имеющие круглое сечение диаметром 4, 6, 8, 10, 15, 18, мм и длину 250 мм с омедненной и неомедненной поверхности. В отличие от вольфрама угольные электроды имеют низкую теплопроводность. По сравнению с угольными, графитовые электроды обладают большой стойкостью против окисления при высоких температурах.
1.3 Технология
Ручная наплавка. Ручная наплавка износостойких сплавов на рабочие органы мелиоративных машин из-за универсальности и простоты широко распространена на ремонтных и эксплуатационных предприятий.
Электродуговая наплавка. При такой наплавке между электродом и деталью возникает электрическая дуга. Под действием выделяемой ею теплоты подплавляются поверхность детали и присадочный металл, которые прочно соединяются и затем кристаллизуется.
В качестве электродов применяют плавящиеся сплошные или трубчатые металлические стрежни и неплавящиеся вольфрамовые, угольные и углеродные электроды.
Плавящиеся электроды обычно выпускают диаметром от 3 до 6 мм.
При использовании сплошным металлическим стержнем легированием наплавленного металла происходит или за счет легирующих элементов, содержащихся в самом стержне, или за счет легирующих элементов, находящихся в их обмазке. Диаметр электрода выбирается в зависимости от толщины наплавляемой детали. Так, для деталей толщиной 1-2, 3-5, 4-10, 10-24 мм и более берут электроды диаметром соответственно 2-3, 3-4, 4-5, и 5-7 мм.
В случае применение трубчатых электродов легирующие элементы располагаются во внутренней полости трубки. Зона наплавочной дуги защищена от кислорода и азота воздуха веществами, находящимися в обмазке электродов.
Питание электрической дуги может быть как от переменного, так и от постоянного тока. Дуга на постоянном токе более устойчива. Для уменьшения глубины проплавления основного металла при наплавке постоянным током применяют обратную полярность. Для повышения производительности пользуются прямой полярностью.
При наплавке, особенно износостойких материалов типа рэлит и вокара, пользуются металлическим электродом и присадочным прутком ( Рис.1 ).
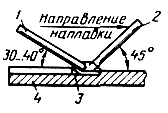
Рис.1 Наплавка специальным металлическим электродом и присадочным прутком: 1 — присадочный пруток; 2 — основной электрод; 3 — наплавленный слой; 4 — основной металл.
При наплавке переменным током на обоих полюсах электродуги выделяется приблизительно одинаковое количество теплоты. Для получения широкого валика электроду сообщают сложное движение. Валик рекомендуется делать шириной не более 2,5 диаметр электрода. Угол наклона электрода к наплавляемой поверхности 45 градусов.
Длину дуги устанавливают приблизительно равной диаметру электрода. Если длина дуги больше, такую дугу называют длинной, меньше — короткой. С сокращением длины дуги уменьшается потери теплоты и соответственно повышается производительность наплавки.
Режимы на различные виды сталей приведены в таблице 5. В среднем плотность тока поддерживают 1,1 — 1,2 А/мм2.
Таблица 5
Режимы наплавки плавящимися электродами
|
Характеристика |
Значение характеристик при диаметре электрода, мм |
||||
|
1,5 |
2,0 |
3,0 |
4,0 |
5,0 |
|
|
Толщина наплавляемого слоя, мм Сила тока, А |
0,5 |
2,0 |
3,0 |
4,0 |
5,0 |
|
1 |
150…180 |
170…200 |
240…250 |
250…270 |
270…290 |
|
2 |
90…100 |
120…150 |
150…200 |
200…225 |
225…250 |
|
3 |
40…50 |
80…90 |
100 …120 |
140 …180 |
140…190 |
|
Напряжение, В |
|||||
|
1 |
18…25 |
18…25 |
20…25 |
25…27 |
27…30 |
|
2 |
18…20 |
18…25 |
20…25 |
22…25 |
22…26 |
|
3 |
18…20 |
16…25 |
18…25 |
18…25 |
|
Неплавящиеся графитовые и угольные электроды при наплавке применяют для легирования при помощи порошка или присадочного стержня. Порошок укладывают в валик шириной 30-50 мм и толщиной в 2 — 3 раза большей, чем заданная толщина наплавляемого слоя, уплотняют и выравнивают мерным шаблоном. Получаемый за один проход слой наплавленного металла должен быть толщиной не более 2 мм и шириной менее 50 мм. Допускается наплавлять не более двух-трех слоев.
При использовании неплавящихся электродов применяют постоянный ток плотностью 1,2-1,5 А/мм2 для угольных электродов и 1,8-2,5 A/мм2 — для графитовых. На рисунке 2 показана схема наплавки угольным электродом. Диаметр неплавящихся электродов должен быть от 5 до 40 мм.
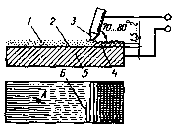
Рис. 2. Наплавка порошкообразных смесей угольным электродом:11 — слой порошка износостойкого сплава толщиной 3…5 мм; 2 — слой прокаленной буры толщиной 0,2… 0,3 мм; 3 — угольный электрод; 4 — слой наплавленного металла; 5 — наплавляемая деталь; А — общее направление наплавки
Некоторые режимы наплавки этими электродами при постоянном токе прямой полярности приведены в таблице 6.
Таблица 6
Режимы наплавки неплавящимся электродом
|
Электрод |
Диаметр электрода, мм |
Сила тока, А |
Напряжение дуги, В |
|
Угольные |
10 |
160…200 |
24…26 |
|
12 |
200 …300 |
24…26 |
|
|
14 |
300…350 |
25…28 |
|
|
16 |
350…400 |
25…28 |
|
|
20 |
400…500 |
26…30 |
|
|
Графитовый |
6 |
120…160 |
26 |
|
8 |
200…250 |
26 |
|
|
10 |
250…300 |
26 |
Качество наплавленного слоя при использовании угольных и графитовых электродов недостаточно высокое из-за окисления легирующих элементов, образование пор, внедрения в наплавленный слой неметаллических частиц и т. п. Поэтому рекомендуется применение вольфрамовых электродов и использование аргона для защиты зоны дуги. В этом случае можно применять горелки и прочее оборудование, предназначенное для аргонодуговой сварки. Режим такой наплавки приведены в таблице 7.
Таблица 7
Режимы аргонодуговой наплавки
|
Ток |
Диаметр присадочной проволоки, мм |
Сила сварочного тока, А |
Скорость, м/ч |
Расход аргона, л/мин |
|
Переменный |
1,6 |
35…75 |
9…20 |
3…4 |
|
1,6…2 |
45…85 |
9… 20 |
4 |
|
|
Постоянный |
1,6 |
30…60 |
7…17 |
3 …4 |
|
1,6…2 |
40…75 |
5,5…12 |
4 |
|
|
Переменный |
1,6 |
40…60 |
6…8 |
3…4 |
|
1,6 |
40…60 |
4…5,5 |
4 |
При ручной наплавке стержневым и трубчатыми электродами один рабочий наплавляет за 1 час около 0,8 — 1кг сплава.
Электродуговая наплавка металлическим электродом с присадочным прутком заключается в том, что в зону электродной дуги вводят присадочный пруток. Его периодически прижимают к кромке электрода, в результате чего дуга возникает не только между электродами и деталью, но и между прутком и деталью.
При этом способе производительность работы повышается на 30-40% (около 1-1,3 кг/ч), но при этом требуется ток повышенной плотности.
Диаметр присадочного прутка должен быть на 1-2 мм больше диаметра электрода.
Наплавка пучком электродов характеризуется тем, что увеличивается количество одновременно расплавляемого электродного металла. Такая наплавка происходит под действием блуждающей дуги (рис. 3).
Электрическая дуга переходит с электрода на электрод несколько раз в секунду проплавления основного металла. Производительность этого способа 1,2-1,6 кг/ч.
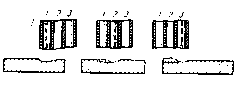
Рис.3.Схема горения в пучке электродов : 1,2 и 3 — электроды.
При наплавке пучком электродов можно пользоваться как переменным, так и постоянным током. Рекомендуется режимы и техникоэкономические показатели наплавки приведены в таблице 8 и 9.
Таблица 8
Режимы наплавки пучком электродов
|
Характеристика |
Значение характеристики при электродов в пучке |
||
|
2 |
3 |
4 |
|
|
Диаметр электрода, мм |
3 4 5 |
3 4 5 |
3 4 |
|
Сила ток, А |
120 180 250 150 250 300 |
200 230 300 250 280 350 |
230 280 270 320 |
Таблица 9
Технико-экономические показатели наплавки пучком электродов
|
Показатель |
Значение показателя при числе электродов в пучке |
|||
|
1 |
2 |
3 |
4 |
|
|
Производительность наплавки, % |
100 |
130…135 |
160…165 |
170…180 |
|
Экономии, % электроэнергия электродного метала |
||||
|
— |
8,5 |
14 |
23 |
|
|
— |
15 |
24 |
29 |
|
Газопламенная наплавка. Процесс осуществляется под действием теплоты, выделяющейся при горении газа в струе кислорода. Основным газом служит ацетилен. В зависимости от соотношения газа и кислорода различают три вида пламени: нейтральное (избыток кислорода 10-30%), окислительное (кислорода более 30%), науглероживающее (в смеси преобладает ацетилен).
Производительность газопламенной наплавки 0,7-0,8 кг/ч. Способ применяют, как правило для наплавки мелких деталей.
При использовании присадочных прутков перед началом наплавки поверхность подогревают горелкой, расположенной на расстоянии 15-20 мм. Затем горелку пододвигают на расстояние 3-5 мм и в зону пламени вводят присадочный пруток. В начале наплавки угол наклона горелки составляет 80 градусов, в дальнейшем его несколько уменьшают. Схема газовой наплавки показана на рисунке 4.
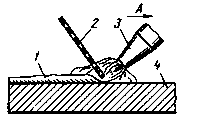
Рис.4. Наплавка газовым пламенем: 1 — наплавленный слой; 2 — присадочный пруток; 3 — газовая горелка; 4 — наплавляемая деталь; А — направление наплавки.
Газовую грелку перемещают слева направо, присадочный пруток следует за ней. Диаметр присадочного металла при толщине детали до 15 мм и 6-8 мм — при большей толщине. Применяют прутки из сплавов ЦС-1, рэлит, вокара.
Газопорошковая наплавка — разновидность газопламенной. При такой наплавке присадочный легированный порошок (например, ФБХ-6-2 или сталинит) поступает в зону пламени через закрепленную на стволе горелки воронку в зависимости от давления кислорода. Горелку располагают под углом 80 градусов к наплавляемой поверхности. Зерна порошка должны быть размером 40…150 мкм и температурой плавления не выше 1200…1300 С. Высокой плотности наплавленного металла достигают при использовании нейтрального и науглероживающего пламени.
Толщина наносимого за один проход слоя металла не должно превышать 1 мм.
Плазменная ручная наплавка. При этом способе плазменную горелку перемещают слева направо перед присадочный пруток, а дугу направляют на жидкую ванну металла и формирующийся наплавленный металл. Благодаря подобной схеме процесса обеспечивается хорошая защита расплавления основного металла. Толщина создаваемого за один проход слоя — от 0,5 до 6 мм при ширине валика от 8…10 мм (без поперечных колебаний горелки) до 25 мм (с поперечными колебаниями).
Процесс проводят при силе тока 90…100 А.
Метод рекомендуется использовать для наплавки композиционных сплавов.
.4 Механизированная наплавка
Легирование наплавленного металла при помощи флюсов. Легирование металла в этом случае осуществляется при автоматической и полуавтоматической электродуговой при ручной наплавке за счет перехода легирующих элементов из флюса и металла. От химического состава флюса и режима наплавки в значительной мере зависит содержание легирующих элементов, образование карбидных композиций и пор в слое наплавленного металла, формирование наплавленного валика и отделение шлаковой корки.
Наплавку можно проводить металлическим электродом по слою шихты. Метод позволяет довести до 30% общее содержание легирующих компонентов в наплавленном металле.
В первом случаи (рис.5,а) наплавляемый участок засыпают толстым слоем (50…60 мм) гранулированного флюса, оказывающего на расплавленный металл давление около 40 Па. Сквозь слой пропускают металлический электрод в виде одной или нескольких проволок диаметром 1…6мм или электродной ленты толщиной 0,4…1 мм и шириной 20…100 мм. Электродуга создается между электродом и деталью, к которой подведен ток. Под действием дуги при движении электрода на поверхности изделия образуется валик расплавленного металла. Электродугой расплавляется нижний слой флюса. Создавшая полость горения с эластичной оболочкой из расплавленного флюса защищает расплавленный металл от кислорода и азота воздуха, предупреждает разбрызгивание и уменьшается теплопотери. Этим способом можно наплавлять слой металла толщиной до 4 мм и более.
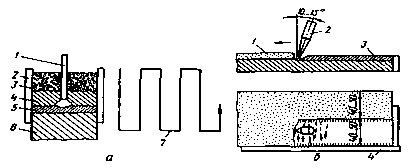
Рис. 5. Способы наплавки: а — под флюсом: 1 — электрод; 2 — ограничители; 3 — флюс; 4 — шлаковая корка; 5 — наплавленный металл; 6 — деталь; 7 — путь движения электрода; б — угольным электродом по слою шихты: 1 — шихта; 2 — угольный электрод; 3 — слой наплавленного металла; 4 — приставные пластины.
Во втором случае (рис. 5, б) на деталь наносят легирующих шихту. Она расплавляется сверху электродугой, образующейся между деталью и электродом. Этим способом можно наплавлять слои толщиной до 4 мм. Твердость и вязкость наплавленного слоя зависит т состава шихты.
Неплавящиеся электроды изготавливают из вольфрама, электротехнического угля и синтетического графита.
Вольфрамы прутки выпускаются следующих наименований. Табл. 10.
Таблица 10
|
Марка |
Диаметр, мм |
Длина, мм |
Состав |
|
ЭВЧ |
2…12 |
200…500 |
Чистый вольфрам |
|
ЭВТ |
4…9 |
100 |
Торированный вольфрам |
|
ЭВЛ |
1…10 |
150…600 |
Лантанированный вольфрам |
|
ЭВИ |
2…10 |
120…200 |
Иттированный вольфрам |
При работе с прутками ЭВТ необходимо соблюдать правила работы с радиоактивными веществами.
Угольные электроды марки СК имеют круглое сечение и стандартные диаметры в 4, 6, 8, 10, 15 и 18мм при длине 250мм с омедненной и неомеднненой поверхностями. Эти электроды имеют более низкую по сравнению с вольфрамовыми теплопроводность.
Графитовые электроды более стойки, чем угольные, к окислению при высоких температурах.
Способы расщепленной дуги и многоэлектродной наплавки (рис.6) характеризуется тем что, дуга автоматически переходит с одной электрода на другой. Все электроды объединены общим токоподводом. По мере сгорания одного электрода и увеличение длины дуги она разрывается и мгновенно возникает на ближе расположенном к наплавляемой поверхности электроде. В результате перемещения дуги происходит рассеянное тепловложение в основной металл и обеспечивается незначительная глубина проплавления при достаточно высокой производительности процесса.
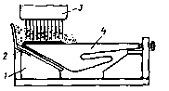
Рис. 6. Приспособление для многоэлектродной наплавки зубьев ковшей слоями металла шириной 120 мм: 1 — подставка; 2 — медная теплоотводящая планка; 3 — мундштук многоэлектродного аппарата; 4 — зуб.
Силу постоянного тока обратной полярности в зависимости от диаметра электрода выбирают по таблице 11.
Таблица 11
Режимы наплавки под флюсом
|
Диаметр электрода, мм |
Сила тока при наплавки, А |
|
|
Одноэлектродной |
Шестиэлектродной |
|
|
1,6 |
120…300 |
160…800 |
|
2,0 |
160…400 |
180…1200 |
|
2,5 |
180…450 |
200…1400 |
|
3,0 |
220…500 |
250…1600 |
Чем больше желаемая слоя, тем больше следует выбирать диаметр электрода и силу тока.
Благодаря многоэлектродной наплавке обеспечивает небольшая глубина и равномерность проплавления. Доля основного металла даже при интенсивных режимах не превышает 22%, тогда как после одноэлектродной наплавки она равна 60…70%.
При многоэлектродной наплавке сочетание электродов может быть различным, что позволяет за один проход получать широкую полосу однородного металла или несколько рядом лежащих неоднородных полос.
Угол наклона электрода для наплавки плоских поверхностей выбирают в пределах 30-50 градусах, при этом вылет электрода должен быть больше, так как в этом случае глубина проплавления уменьшается. Для электродов диаметром 2-3 мм вылет рекомендуется 20-30 мм, диаметром 4-5 мм — 40-50 мм.
При наплавке изношенной поверхности режимы процесса выбирают по таблице 12.
Таблица 12
Режимы наплавки под флюсом изношенных поверхности
|
Износ поверхности, мм |
Диаметр электрода, мм |
Сила тока, А |
Напряжение, В |
Скорость наплавки, м/ч |
Скорость подачи электрода, м/ч |
|
2…3 |
1,6…2,0 |
160…220 |
30…32 |
20…25 |
100…125 |
|
3…4 |
1,6…2,0 |
320…350 |
32…34 |
25 |
150…200 |
|
4…5 |
2,0…3,0 |
350…460 |
32…34 |
20…25 |
180…210 |
|
5…6 |
4,0…5,0 |
650…750 |
34…36 |
25…30 |
200…250 |
.5 Проверка качества наплавки
Основная причина появления дефектов в наплавленном слое — нарушение принятой технологии наплавки. Дефекты подразделяются на внутренние и наружные.
Внутренние дефекты обнаружить наружным осмотром нельзя. К ним относятся непровар, повышенная пористость, наличие скрытых трещин и шлаковых включений, значительный перегрев металла.
Непровар — это отсутствие прочного сплавления между основным и наплавленным слоем или слоями металла. Этот дефект является следствием плохой подготовки наплавляемой поверхности, в результате чего на ней остается ржавчина, окалина, жировые пятна, грязь; недостаточной мощности электродуги; значительный колебаний силы тока и напряжения; плохого качества наплавочных материалов. Непровар на деталях, подвергающихся абразивному изнашиванию под действием нагрузок высокой динамичности, совершенно недопустим. По кромкам дефекта образуется концентрация напряжений, приводящих к разрушению и отслаиванию наплавленного металла. Непровар устраняют вырубкой дефектных мест, если это возможно, и повторной наплавкой на заданных режимах.
Поры образуется при быстром остывании наплавленного металла. В этом случае находящиеся в металле газы не выходят из него. Появлению пор способствует и образование усадочных раковин. Пористость металла отрицательно сказывается на его износостойкости, особенно в условиях действия нагрузок высокой динамичности. Наплавленный слой интенсивно раскрашивается по всей своей толщине.
Поры в наплавленном металле появляется в следствие повышенной влажности флюса или электродных покрытий, плохой подготовки наплавляемой поверхности, недостаточной защиты наплавочной ванны и дуги от кислорода и азота воздуха, высокого содержания углерода в наплавленном металле.
Трещина — это местное тонкое разрушение наплавленного металла. Трещину нарушают в наплавленном слое сплошность, понижает статическую и динамическую прочность слоя вследствие появлении локальных концентраций напряжения. Трещины образуются в результате увеличения глубины расплавления металла, повышение интенсивности охлаждения в процессах наплавки углеродистых и конструкционных легированных сталей, использования для наплавки легированных сталей электродов с высоким содержанием углерода, наплавки при низких температурах.
Перегрев наплавляемого металла способствует образование благоприятных структур в зоне сплавления металлов. Этот дефект можно устранить последующей термической обработкой всей наплавляемой детали.
Наружные дефекты Легко определяется визуально. К ним относятся незаваренные кратеры, наплывы и прожоги наплавленного слоя, а также деформации самой детали.
Незаваренные кратеры на наплавленной поверхности является следствием низкой квалификации исполнителя.
Наплыв представляет собой избыток наплавленного металла. Причинами его образования считается снижение скорости наплавки, увеличение длины дуги, отклонение перемещения электрода от заданной траектории. Наплыв может повлечь за собой непровар наплавленного слоя, поэтому дефект рекомендуется вырубать и повторно заплавлять.
Прожог образуется при сквозном проплавлении детали. Дефект является следствием завышения силы тока, уменьшения скорости наплавки, использования электродов увеличенного диаметра, плохой техники владения электродом. Место прожога заплавляют, подкладывая под внутреннюю поверхность детали медную пластинку.
Деформация детали происходит в результате неравномерного охлаждения и нагревания. Этот дефект может быть вызван различными нарушениями технологии наплавки, лишнем количеством наплавленного металла. Для предотвращения деформация деталь рекомендуется держать в жестком кондукторе. Деформацию устраняют способом холодной или горячей правки.
Для обеспечения высокого качества продукции устанавливают контроль за проведением всех подготовительных и основных технологических операций. Его подразделяют на предварительный, технологический и контроль готовых изделий.
Предварительный контроль включает в себя проверку качества подготовки наплавляемой поверхности, сравнение с данными сертификатов и паспортов, характеристик наплавляемых материалов и флюсов, контроль процесса сушки электродов и флюсов.
Технологический контроль преследует цель систематической проверки всех звеньев технологического процесса наплавки детали. Особое внимание уделяют контролю: качество основного металла детали; соответствие марки, качество электродов, флюсов; качество подготовки под наплавку, а также технического состояния применяемого оборудования; квалификация наплавщиков и соблюдение установленного технологического процесса и режимов наплавки ( сила тока, напряжение и длина дуги ).
Помимо этого, проверяют установку наплавляемой детали в кондукторе или приспособления, траектории движения заданной дуги, подачи флюса и работу наплавочной установки или стенда.
Контроль готовых изделий представляет собой определение качества работы. Контроль качества наплавленного металла выполняют следующими основными способами.
Внешний осмотр проводят невооруженным глазом, с помощью 6-20-кратной лупы, а также с использованием различного рода шаблонов и мерного инструмента для контроля слоя наплавленного металла по толщине и конфигурации.
Металлографические способы представляет собой изучение микро- и микрошлифов. Такими способами можно определять наличие внутренних
дефектов, глубину зоны термического влияния, твердость различных составляющих и структуру наплавленных слоев.
К недостаткам металлографических способов относятся необходимость полного или частичного разрушения контролируемого изделия и то, что различного рода дефекты обнаруживаются только на рассматриваемой поверхности шлифа. Способы весьма дороги и связаны с трудоемким приготовлением макро- и микрошлифа.
Механические испытания наплавленного металла сводятся в основном к определению его поверхностной твердости с помощью приборов Бринелля,
Роквелла и Виккерса. На больших деталях твердость устанавливают переносным прибором Польди. Микротвердость отдельных составляющих наплавленного металла оценивают на приборах ПМТ-3.
Методы дефектоскопии (ультразвуковой, магнитный, индукционный и люминесцентный) позволяют устанавливать качество наплавленного металла на своей глубине нанесенного слоя. Рекомендуется применять ультразвуковые дефектоскопы УЗД-7Н, НИИМ-5 и УЗД-59. При общей оценке качества наплавочных работ следует руководствоваться ГОСТ 15467-79 «Качество продукции. Показатели качества и методы оценки уровня качества продукции».
Химический спектральный анализ дают возможность установить химический состав наплавленного металла. Для химического анализа необходимо 30…40 г стружки толщиной 1,5 мм.
Выявленные дефекты устраняют обработкой с помощью абразивного круга, затем заплавляют вручную.
Число трещин в наплавленном на рабочие органы слое износостойкого материала должно быть оговорено В ТУ на их изготовление или ремонт. Не допускается отслоение и выкрашивание наплавленного слоя.
.6 Режим наплавки
Электроды марки ГН-1 со стержнем из сплава сормайт-1 используя для ремонта и изготовления быстроизнашивающихся детали засыпных аппаратов доменных печей, а марки ЦС-1 с таким же стержнем автогрейдеров и др. Литые стержни, кроме того, используется для аргонодуговой наплавки вольфрамовых электродов.
Для уменьшения доли основного металла в наплавке применяют пониженный сварочный ток, обеспечивающие устойчивое горение дуги. При однослойной наплавке использование таким режимом уменьшает долю основного металла до 0,3-0,45. При поперечном колебании электрода эта доля может быть уменьшина до 0,25.
Для наплавки твердых сплавов применяют порошкообразные зернистые материалы, например сталинит, который приготовляют перемешиванием порошков феррохрома, чугунной стружки и нефтяного кокса. Этот материал используют для наплавки ножей бульдозеров, детали ковшей экскаваторов.
Электрошлаковую наплавку зубьев ковшей экскаваторов была проведена с применением композиционных наплавочных материалов. В результате износостойкость увеличилась в 2,5 раза. Установлено, что в зоне контакта зерен рэлита с матрицей происходит встречная диффузия и перерасприделение W и Cr с образованием карбидов, что способствует повышению износостойкости матричного сплава. Расход рэлита составляет 5-7% от объема наплавленного металла, причем в зоне передней грани зуба находится 70-80% общего количество введенных армирующих частиц.
В другом случаи электрошлаковую наплавку зубьев проводили под флюсом АН-20 и АН-384А (1:1) в полупостоянной (шамотной) форме вольфрамовым электродами диаметром 5 мм и длиной 600мм. Наплавленный слой 5мм при толщине слоя шихты 10мм. Параметра режима: ток 300-350 А, напряжение 28-30 В, глубина шлаковой ванны 40-45мм. Источник питания — однофазный трансформатор ТС-500.
Наработка зубьев ковшей экскаваторов, наплавленных износостойкими соединениям (на основе карбидов, хрома, боридов, титана) и электродами Т-590 составила соответственно 4238 и 1400 м3 на 1г износа. Износостойкость зубьев наплавленных тугоплавкими соединениями на основе карбида и хрома. Износостойкость зубьев при наплавке электродами Т-590 повышается в 3 раза.
Параметрами режима наплавки является при ручной дуговой наплавки величина, род и полярность тока, диаметр электрода напряжение, скорость наплавки, величина поперечного колебания конца электрода а так же величина вылета электрода, состав и толщина покрытия электрода, положения в процессе наплавки.
Напряжение при наплавке на глубину провара оказывает допалнительное влияние. Ширина наплавки связана с напряжением при увеличением напряжения ширина наплавки увеличивается.
.7 Техника наплавки
Техника наплавки должна обеспечивать хорошее формирование наплавленного металла, отсутствие в нем дефектов, в минимальное проплавление основного металла и максимально возможную производительность процесса.
Каждый вид наплавки имеет свои основные элементы режима, влияющие на производительность и качество процесса. Для дуговой наплавки основными элементами режима являются сила тока, напряжение и скорость перемещения дуги, вылет и число электродов, шаг наплавки, а также смещение электрода с зенита при наплавке тел вращения.
Наплавку обычно ведут на постоянном токе, обеспечивающую высокую стабильность процесса. Ток дуги при наплавке зависит от скорости подачи электродной проволоки. С увеличением скорости подачи возрастает сила тока, а следовательно, и производительность наплавки. Однако с возрастанием тока дуги увеличиваются глубина проплавления и доля основного металла в наплавленном. Кроме того, образуются узкие и высокие валики, ухудшается формирование наплавленного металла. Поэтому ток дуги ограничивается условиями качества наплавки. Напряжение дуги определяет форму наплавленного валика. Повышение напряжения дуги увеличивает ширину и уменьшает высоту валика, при этом возрастают длина дуги и окисляемость легирующих примесей, особенно углерода. В связи с этим стремятся к минимальному напряжении, которое должно согласовываться с током дуги. При очень малом напряжении дуги получается узкий и высокий валик с плохим формированием. Увеличением напряжения и уменьшение тока дуги усиливает взаимодействие шлака и металла, повышает окисляемость углерода, хрома, титана и других легирующих элементов. Обычно наплавку ведут при напряжении дуги 28-32 В и сила тока 300-450 А для электродной проволоки диаметром 3-4 мм.
Скорость перемещения дуги, влияющая на форму наплавленного валика и его формирование, выбирают в пределах 20-40 м/ч. Вылет электрода — участок, ограниченный нижней контактной точкой мундштука и дугой, -принимают 30-40 мм в зависимости от диаметра и материала электрода. Число электродов влияет на производительность процесса и форму ванны. При наплавке один и двумя электродами применяют обратную полярность (плюс на электроде), обеспечивающую оптимальное формирование наплавленного металла. Наплавку тремя и более электродами с целью повышения скорости их плавления осуществляют на прямой полярности. С увеличением числа электродов, подаваемых в общую ванну, растет ширина валика и уменьшается глубина проплавления.
При наплавке лентой также достигается малая глубина проплавления, а доля основного металла в наплавленном первом слое может быть снижена до 20%. Для снижения доли основного металла в наплавленном уменьшают шаг наплавки.
.8 Оборудование для наплавки
Механизированную наплавку осуществляют с помощью установок, в состав которых входит: наплавочные оборудование (источники питания, наплавочные аппараты, аппаратура управления) механическое сварочное оборудование (манипуляторы, механизмы крепления и перемещение наплавленного изделия и наплавочного аппарата).
Источники питания
[Электронный ресурс]//URL: https://inzhpro.ru/kursovaya/iznosostoykost-metallov/
В качестве источников питания дуги при наплавке на переменном токе применяют сварочные трансформаторы при наплавки на постоянном токе дуговой наплавке под флюсом, а также открытой дугой и в защитном газе применяют выпрямители и преобразователи тока.
Для ручной дуговой наплавки используют источники переменного и постоянного тока, однако в большой степени обеспечивают стабильность процесса и качество наплавки. Устойчивость процесса наплавки зависит в первую очередь от внешней характеристики источника питания — зависимости напряжения на его зажимах от тока нагрузки.
Наиболее перспективными источниками питания постоянного тока являются полупроводниковые выпрямители. Их преимущество перед электромеханическими преобразователями весьма значительны и в основном сводится к таким показателями, как экономичность, надежность.
Трансформаторы для наплавки. Для ручной и механизированной наплавки применяют однофазные понижающие трансформаторы с воздушным охлаждением, падающей или пологападающей характеристиками. К первой группе относятся трансформаторы с нормальным магнитным рассеянием и дополнительным индуктивным сопротивлением типа ТСД (рис. 7).
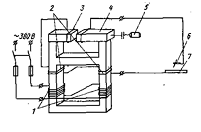
Рис. 7. Принципиальная электрическая схема трансформатора типа ТСД: 1 — первичная обмотка; 2 — вторичная обмотка; 3 — реактивная обмотка; 4 — сердечник дросселя; 5 — привод перемещения сердечника; 6 — электрод; 7 — наплавляемое изделие.
Вторую группу составляют трансформаторы с увеличением магнитным рассеянием, выполненные в одном корпусе (СТШ, ТДФ, ТД, ТС).
Технические характеристики приведены в таблице 13.
Таблица 13.
Технические характеристики сварочных трансформаторов
|
Тип трансформатора |
Сварочный ток |
Напряжение |
Мощность |
Габариты |
Масса |
||
|
Номин. |
Пред. регул. |
Рабочий ход |
Холостой ход |
||||
|
ТДФ |
1000 |
400-1200 |
44 |
68-71 |
82 |
1200+830 |
720 |
|
ТДФ — 1601 |
1600 |
600-1800 |
60 |
75-105 |
182 |
1200+830 |
1000 |
|
ТД — 300 |
300 |
60-400 |
30 |
61-79 |
19,4 |
640+715 |
137 |
|
ТД — 500 |
500 |
100-560 |
30 |
6076 |
34 |
720+580 |
210 |
|
ТСМ — 500 |
500 |
— |
40 |
68 |
— |
650+560 |
130 |
|
ТСМ — 250 |
250 |
92-250 |
25 |
60 |
14,5 |
480+360 |
32 |
|
ТСД — 1000 |
1000 |
400-1200 |
42 |
70 |
76 |
950+818 |
540 |
Для электрошлаковой наплавки применяют одно или трехфазные трансформаторы с воденым или воздушным охлаждением (ТШС, ТРКМ) и жесткой внешней характеристикой. Технические характеристики трансформаторов для электрошлаковой наплавки указаны в таблице 14.
Таблица 14.
Технические характеристики сварочных трансформаторов. Применяемых для электрошлаковой наплавки
|
Тип трансфор |
Сварочный ток, А |
Пределы регулирования напряжения, В |
Число фаз |
Потребит. кВ А мощность |
Охлажд |
Мас |
|
ТСШ-1000-1 |
38-62 |
1 |
56 |
Воздух |
510 |
|
|
ТСШ-3000-1 |
3000(6000) |
13,5-46 |
1 |
138 |
Вода |
600 |
|
ТСШ-3000-3 |
3000(6000) |
8-63 |
3 |
500 |
— |
2200 |
|
ТШП-10 |
10000 |
36-61 |
1 |
724 |
— |
3050 |
|
ТШП-20-1 |
21000 |
21-54 |
1 |
760 |
— |
3100 |
|
ТРМК-3000-1 |
3000 |
31-57 |
1 |
170 |
Воздух |
1100 |
Выпрямители для наплавки. Основными элементами выпрямителей являются трансформатор с регулирующим устройством и блок вентилей селеновых или кремневых. В состав некоторых выпрямителей входит также дроссель, предназначенный для улучшения процесса переноса электродного металла в дуге. В современных выпрямителей все более широкое применение находят транзисторы, используемые для наплавленного регулирование тока и стабилизация выходных параметров источника.
Наиболее распространенными, выпускаемых промышленностью выпрямителях, являются одно или трехфазное мостовые схемы двухпериодного выпрямления.
Балластные реостаты. Для автоматической наплавки под флюсом можно применять многопостовые выпрямители и преобразователи с жесткой внешней характеристикой. В этом случае необходимые падающие внешние характеристики получают с помощью включения последовательно с дугой балластных реостатов. Схема включения многопостового преобразователя с балластным реостатами дона на рисунке 8.
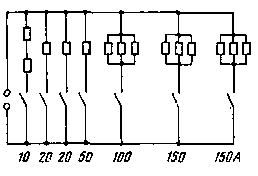
Рис.8. Структурная электрическая схема балластного реостата РБ-501.
Технические характеристики балласных реостатов приведены в таблице 15.
Таблица 15
|
Тип реостата |
Сварочный ток, А |
Габаритные размеры |
Масса, кг |
|
|
Наминальный |
Пределы регулирования |
|||
|
РБ — 201 |
200 |
10 — 200 |
580+355+648 |
30 |
|
РБ — 301 |
300 |
10 — 300 |
580+410+648 |
35 |
|
РБ — 300 |
300 |
10 — 300 |
550+370+700 |
38 |
|
РБ — 501 |
500 |
10 — 500 |
580+465+648 |
45 |
|
РБГ — 301 |
300 |
10 — 315 |
600+410+390 |
32 |
|
РБГ — 502 |
500 |
10 — 500 |
580+465+648 |
40 |
Аппараты для наплавки.
Механизированную наплавку осуществляет с помощью обычных сварочных аппаратов или специализированных полуавтоматов и автоматов, обладающими определенными технологическими возможностями. Специализированные аппараты для наплавки должны обеспечивать: возможность выполнения широкослойной наплавки ( лентой расщепленным электродом, колеблющимся в поперечном в поперечном направлении электродом ); подачу специальным порошковой проволоки или порошковой лентой с большим содержанием легирующих элементов; регулирование доли основного металла в наплавленном слое; длительную, бесперебойную работу для нанесения на поверхность изделия большого кол-ва металла.
Полуавтоматы для наплавки. Полуавтоматы обеспечивает механизированную автоматическую подачу электродной проволоки, все остальные движения, необходимые для осуществления процесса наплавки, выполняются в ручную. Полуавтомат сочетает в себе преимущества автомата с маневренностью электродержателя для ручной наплавки. Хорошее саморегулирования дуги при наплавке тонкой проволокой на больших плотностях тока позволяет легко компенсировать случайные изменения длины дугового промежутка, вызванные неточностью ручного перемещения горелки полуавтомата.
Основными элементами полуавтомата являются падающий механизм, глубокий направляющий канал с ручной горелкой, катушка с проволокой, источник питания с пуско-легулирующей аппаратурой. Рисунок 9.
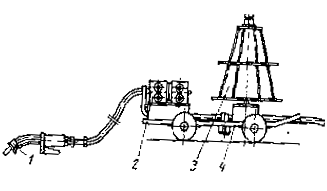
Рис.9. Полуавтомат А-1197: 1- горелка; 2- подающий механизм; З — катушка для проволоки; 4- тележка.
.9 Организация рабочего места
Высокая производительность и качество ремонтных работ определяется рациональной организацией как рабочих мест наплавщиков, так и всего участка.
Рабочее место наплавщика огораживается стенками из непрозрачного и негорючего материала. Оно должно быть удобным для работы и отвечать всем требованиям безопасности труда.
Рабочее место должно быть оборудовано столом-верстаком, стулом, а так же всем необходимым вспомогательным оборудованием (манипуляторами, позиционерами, кантователями, держателями, приспособлениями и т. п.).
В набор обязательно оборудования рабочего места наплавщика входят: шкаф для хранения личного инструмента и документации (технологических карт, чертежей, справочных материалов инструкций и т. п.); емкости для хранения наплавочных материалов (электродов, лент, флюсов, порошков); набор электродержателей, соединенных с отрезками медного кабеля длиной не менее 1,5 м; набор слесарного инструмента (кувалда, молоток, зубило, напильник, плоскогубцы, стальные щетки, электрический или пневматический инструмент, необходимый измерительный инструмент); передвижные для защиты от воздействия лучистой энергии и брызг расплавленного металла.
Площадь рабочего места наплавщика должна составлять не менее 4-5 м2.
Пол кабины делается из огнестойкого материала.
В процессе работы, а также после окончания рабочей смены рабочего места наплавщика следует убирать.
Расстановка наплавочного оборудования должно быть проведена в соответствии с правилами: расстояние между передвижными агрегатами и преобразователями — не менее 0,8 м, между ними и стенами — преобразователями — 1,5 м; проходы между сварочными трансформаторами — не менее 0,3 м, между стеной и сварочным трансформатором — 0,5 м. Стеллажи и прочее оборудование должны отстоять от крупногабаритных наплавляемых деталей не менее чем на 1 м. Вокруг автоматических наплавочных установок предусматривается свободное пространство шириной 1,5 м.
Освещенность рабочего места должна быть 50 лк при использовании ламп накаливания и 150 лк — люминесцентных. Стены участка окрашивают в светлые тона для снижения контраста с электродугой. Для того чтобы стены не отражали вредно действующие на человека ультрофеолетовые лучи, возникающие при горении электрической дуги, в краску для стен добавляют окись цинка, титановые белила, желтый крон. Недостаточная освещенность приводит к общей физической усталости, притупляется внимание, снижается производительность и качество работы.
Прочно-вытяжные вентиляция необходима в помещении наплавочного участка. Расход воздуха должен быть не менее 40 м3/ч на каждого рабочего.
Вентилятор располагают так, чтобы рабочий находился вне потока отсасываемых газов.
Спецодежда наплавщика должна содержаться в порядке. Ее необходимо регулярно чистить.
Индивидуальные щитки и маски массой не более 0,6 кг служат для защиты глаз и лица от излучения электрической дуги, искр и брызг расплавленного металла. Изготовление щитков и масок регламетировано ГОСТ 12.4.035-78. Применяемые в них светофильтры марок Э-1, Э-2, Э-3, и Э-4 предназначены для работы соответственно с токами 30-75, 75-200, 200-400 и более 400 А. Рабочие, занятые на вспомогательных работах, применяют светофильтры В-1, В-2 и В-3. Для защиты светофильтров от брызг раскаленного металла щитки и маски комплектуются сменными стеклами.
2. Зубья ковшей одноковшовых экскаваторов
Зубья изнашиваются до предельного значения при наиболее жестких условиях работы (разработка мерзлого грунта, скальных пород) за 3…4 сут, а в легких условиях их ресурс составляет 4 мес и более.
Форма износа зубьев ковшей сохраняется в течение всего времени работы зуба и зависит от типа грунта. На мелкодисперсных грунтах, обладающих высокой абразивностью, зуб заостряется, на крупнокусковых — затупляется.
Абразивное изнашивание зубьев в зависимости от типа грунта характеризуется появлением царапин глубиной 4…5 мм и длиной 40…50 мм, а также вырывов глубиной 3…5 мм и площадью до 8… 12 мм2 . Вся площадь зубьев покрыта макро- и микроцарапинами и вырывами глубиной от 5 до 200 мк.
Значение поверхностной твердости изготовленных из стали 110Г13Л зубьев в процессе их изнашивания под действием нагрузок высокой динамичности быстро возрастает до 40 НКС, после чего стабилизируется. Исследования показали, что наклеп, распространяется на глубину 8 мм, а эпюра его распределения в целом повторяет эпюру распределения поверхностной твердости т. е. его максимум совпадает с максимумом эпюры износа. При этом наибольшие значения твердости совпадают с максимумами износа (рис. 10).
Объясняется это явление тем, что наклеп наиболее интенсивно образуется в зоне наиболее жестких контактов с грунтом, т. е. в зоне максимального износа.
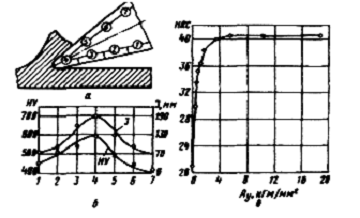
Рис. 10 Распределение наклепа по поверхности зуба ковша экскаватора из стали 110Г13Л, работавшего на твердых грунтах: а — размещение экспериментальных участков 1…7по профилю зуба; б — изменение износа и твердости зуба; в — изменение твердости поверхности в зависимости от удельной работы ударов Ау.
Изменение в результате износа первоначальной формы зубьев рабочих органов одноковшовых экскаваторов приводит к резкому возрастанию сопротивлений, снижающему их производительность. Так, при достижении предельного износа зубьев ковшей одноковшовых экскаваторов сопротивление копанию возрастает до 230%.
При полном износе зубьев их угол заострения увеличивается в 2…2,5 раза, достигая 65…70, а рабочая длина сокращается в 3…4 раза. Характер износа во многом определяется принятой схемой наплавки (рис. 11).
Для ориентировочных расчетов предельный износ зуба принимают равным половине его рабочей длины.
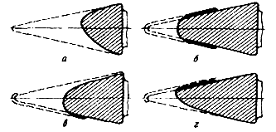
Рис.11. Характер изменения формы зуба ковша в зависимости от места нанесения износостойкой наплавки: а — без наплавки; б — наплавка по двум плоскостям; в — наплавка по наружной плоскости; г — наплавка по внутренней плоскости.
Форма наплавки зубьев зависит от динамичности абразивного изнашивания- При незначительной динамичности, когда наблюдается самозатачивание, наплавке подвергают верхнюю грань зуба; при значительной динамичности, когда радиус затупления возрастает, проводят корончатую наплавку зуба (рис. 12).
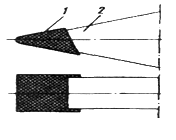
Рис. 12. Корончатая наплавка зуба ковша: 1 -износостойкая наплавка; 2 — тело зуба.
Износ зубьев ковшей экскаваторов измеряется десятками миллиметров, поэтому полностью восстановить их наплавкой невозможно. Исключением является метод электрошлаковой наплавки. В связи с этим наплавляют или новые зубья, или в порядке профилактики зубья с изношенным первоначальным слоем наплавки.
Профилактическую наплавку зубьев проводят как непосредственно на ковше, так и в условиях наплавочного участка. Там их вместе с новыми зубьями укладывают в специальные кондукторы, обеспечивающие горизонтальность наплавляемых поверхностей (рис. 13).
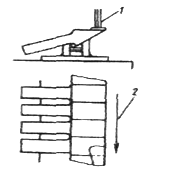
Рис 13. Установка зубьев ковшей экскаваторов при их наплавке: 1 — электроды; 2 — направление движение стол.
Многоэлектродная наплавка зубьев ковшей экскаваторов износостойкими сплавами выполняется следующим оброем (Харьковский турбинный завод).
Наплавляемые зубья устанавливают в кондуктор. Его располагают на столе специально переоборудованного токарного станка с высотой центров 200 мм, который перемещается относительно автоматической наплавочной головки. Наплавка идет одновременно несколькими электродными проволоками под слоем флюса (рис. 14).
Легирующая шихта подается в слой флюса через боковой вырез дозатора, закрепленного на головке. Для предотвращения сваривания зубьев между собой специальный механизм смещает их относительно один другого в процессе кристаллизации ванны на их стыке. Установка потребляет ток 950,.. 1050 А при ширине ваплавки-60 мм. Максимальная ширина наплавленного слоя 120 мм, толщина 5…6 мм. Износостойкость наплавленных зубьев в 2…3 раза больше новых.
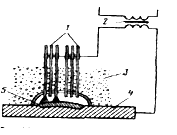
Рис 14. Многоэлектродная наплавка: 1 — электроды ; 2 — источник тока; 3 -флюс; 4 — наплавляемая деталь; 5 — наплавленный слой.
3. Экономическая часть
Экономия (гр.) — бережливое ведение хозяйства, в основе которого лежит уменьшение сдержек, расходов, затрат экономических ресурсов. Экономия достигает снижением потерь, использованием ресурсосберегающих технологий, рассчитанным ведением хозяйства, правильной организации труда.
Норма — установление, документально подтвержденная величина, определяющая нормативный уровень расходования ресурсов, получение доходов прибыли, затрат, времени, выработки продукции.
Объектом нормирования является промышленного шва выполненного в нижнем положении, при определении основного времени при наплавке.
Сравнение времени работы испытываемого объекта с экономии. Этот метод недостаточно объективен, так как в нем не учитывается физический объем выполнения работы и качество перерабатываемого материала, которые определяют изнашивание рабочих органов.
Физический объем выполнение работы испытываемых объектов с эталонным до их предельного износа.
Подсчет экономической эффективности применения износостойких сплавов для повышения долговечности рабочих органов.
Ориентировочная стоимость некоторых наплавочных сплавов
|
Наплавочный сплав |
Рэлит |
ВСН-6 |
Н-8 Н-9 |
Т-620 |
КБХ |
Сталинит |
ЦН-11 |
ЦС-1 |
ЦН-5 |
|
Стоимость руб. за 1 кг |
8,00 |
2,40 |
1,80 |
0,37 |
0,63 |
0,38 |
0,45 |
0,40 |
0,40 |
Хорошие результаты показали электрошлаковая наплавка зубьев экскаваторов проволокой VUS-TD16 состава С — 29%; Сr — 14,4; W — 3,5; Mo — 1,5; V — 1,1 и Cu — 1,0%.
Использование ток 380 А, напряжение 32 В, скорость подачи электрода 120м/ч. Зуб перованачально подогревали до 300 С.
Время его наплавки 9 мин, за это время наплавлялось 3,5 кг металла. Этими методами можно выполнять многократно. Износостойкость возрастала в 2 раза.
4. Техника безопасности
Электросварочные и газосварочные и огневые работы.
Огневые и другие пожароопасные работы в подразделениях производства проводятся в соответствии с признаками, регламентирующими их порядок проведения, в которых учтены требования «Правил пожарной безопасности в РФ» ППБ 01-03, «Типовой инструкции по организации безопасного проведения огневых работ на взрывоопасных и взрывопожароопасных объектах» РД 09-364-00.
На проведение всех видов огневых работ на временных местах необходимо оформлять наряд-допуск. На местах постоянного проведения огневых работ оформление наряда-допуска не требуется.
Места проведение огневых работ должны быть обеспечены первичными средствами пожаротушения.
Газоэлектросварочные и другие огневые работы относятся к работам, к которым предъявляется дополнительные требования безопасности и установлен особый порядок допуска работников к их выполнению, требующий специального обучения работников перед допуском их к самостоятельной работе. Требование безопасности при производстве электросварочных, резательных и наплавочных работ изложены в инструкции ИОТ.Р.0-34; требования к хранению и эксплуатации газовых баллонов — в инструкции ИОТ.Р.0-84.
Требование безопасности в газовом хозяйстве.
В цехах производства вырабатываются или применяются:
горючие газы: доменный, коксовый, природный и их смеси, конвертерный, пропан-бутан;
продукты разделения воздуха: кислород и инертные газы (азот, аргон).
Все газы в повышенных концентрациях представляют опасность для находящихся в их зоне персонала. При запахе газа, либо другом неприятном запахе, необходимо немедленно вызвать работников газоспасательной станции. Постараться удалить персонал из опасной зоны. Зону оградить, выставить дежурные посты, находиться с проветренной стороны. При необходимости сообщить в добровольную газоспасательную дружину (ДГСД) цеха, руководителю, мастеру, начальнику смены и диспетчеру.
Содержание кислорода в воздухе составляет от 19 до 23%. Низкое содержание кислорода в воздухе (менее 16%) очень опасно. При содержании кислорода в воздухе 14 до 10% возможна потеря сознания, нарушается правильность суждений и чувствительность.
Список литературы
[Электронный ресурс]//URL: https://inzhpro.ru/kursovaya/iznosostoykost-metallov/
1. Гоненко А.П. «Оформление текстовых и графических материалов». Уч. Пособие, Москва «Академия», 2000 г.
. Казаков Ю.В. «Сварка и резка материалов» Уч. Пособие, Москва «Академия», 2002 г.
. Фрумин И.И. «Автоматическая электродуговая наплавка» Уч. Пособие, Москва «Металлургия» 1988 г.
. Шехтер С.Я. «Машиностроение» Москва «машиностроение» 1982 г.
. Петров И.В. «Износостойкая наплавка в ремонте машин» Техника в сел. хоз-ве Москва «Агропромиздат» 1988 г.
. Шварцев А.Я. «Наплавка деталей» Уч. Пособие, Москва «Металлургия» 1981 г.
. Сидоров А.И. «Восстановление деталей машин наплавкой» Уч. Пособие Москва «Машиностроение» 1987 г.