
сварка плавление рафинирование металл
В зависимости от технологической задачи, физических свойств материала и условий протекания процесса требуются различные способы введения энергии в материал обрабатываемого изделия. Поскольку физические свойства соединяемых материалов и условия контактирования их между собой, форма и размеры изделий изменяются в весьма широких приделах, требования к источникам энергии также весьма разнообразны.
должно быть обеспечено выделение энергии источника в заданной поверхности или объема изделия;
- мощность источника, т.е. количество энергии, вырабатываемой в единицу времени, должна быть достаточной для нагрева заданного объема до требуемых температур и для компенсации отвода тепла из-за теплопроводности в окружающую массу холодного металла;
- удельная мощность источника, т.е. мощность, приходящаяся на единицу поверхности или объема, не должна быть меньше определенной величины потока энергии в зависимости от свойств материалов, формы и размеров свариваемых изделий.
Одним из требований к источникам энергии для сварки плавлением является точное дозирование выделяемой в материале тепловой энергии. Чтобы обеспечить минимально возможный перегрев расплавленного и остающегося в твердом состоянии металла. Это требование вызвано как оптимизацией условий протекания металлургических реакций, так и для предупреждения развития химической неоднородности и огрубления кристаллической структуры, что особенно важно при сварке качественных сплавов с повышенными механическими и специальными свойствами.
При сварке в твердом состоянии необходимо обеспечить либо равномерный общий нагрев крупногабаритных изделий с большой контактной площадью сварки сплошного или развитого сечения, когда радиационный, электроннолучевой становятся мало эффективными, либо местный; но равномерный по сечению нагрев приконтактных слоев.
При термической резке материала требования к источникам энергии обычно заключаются в сочетании высокой концентрации удельной мощности с силовым воздействием, необходимым для удаления или выноса разделяемого металла или продуктов его реакции с активной режущей средой.
Монтаж электроустановочных изделий
... различных географических поясах; уменьшение необходимой мощности аварийного и ремонтного резерва ... более 50% преобразуется в механическую энергию с помощью электропривода. Электропривод ... строительных конструкций на заводе железобетонных изделий. Если же этого нет, ... и улучшение режима их работы. Получаемый эффект существенно превышает ... групповых сетей 2.2 ВРУ Монтаж ВРУ, пунктов щитков производится ...
При металлургической обработке ванны расплавленного металла при сварке необходимо обеспечить определенный состав и давление газовой среды и характера переноса металла через нее с целью создания рациональных условий протекания окислительно-восстановительных реакций. [2]
По природе физического воздействия источники энергии можно подразделить на следующие группы:
струи горячих газов: газовое пламя, плазменная струя, энергообмен с поверхностью нагреваемого тела преимущественно конвекцией.
дуговой разряд между внешним электродом и пятном на поверхности нагреваемого тела, выделение энергии непосредственно в пятне на изделии, энергообмен со столбом разряда или выделенной из него струей плазмы — конвекцией и излучением, поступление тепла с расплавленным металлом электрода.
потоки заряженных частиц, ускоренных в электрическом поле — электронный луч вакууме, ионный луч, выделение энергии при соударениях частиц с поверхностью нагреваемого тела.
потоки излучения — концентрированные потоки солнечного излучения, излучение мощных ламп накаливания, луч оптического квантового генератора (лазера).
электрический ток, вводимый через контакты на поверхности тела — сварка сопротивлением, или наводимый в теле электромагнитным полем высокой частоты — радиочастотная сварка. Выделение в расплавленной ванне, металлической и неметаллической (электрошлаковая сварка).
[4]
2. Особенности кристаллизации металла в сварочной ванне
Переход металла из жидкого состояния в твердое сопровождается перегруппировкой атомов из неупорядоченного их расположения в упорядоченное, закономерное, определяемое кристаллической решеткой. Процесс образования кристаллов в металле при его затвердевании называется кристаллизацией.
Кристаллизация металла в сварочной ванне протекает в таких специфических условиях:
- распределение температуры по объему металла ванны неравномерно;
- кристаллизация металла осуществляется с большими средними скоростями роста кристаллов.
В настоящее время установлено, что кристаллизация металла в сварочной ванне носит прерывистый характер.
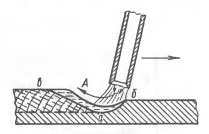
Рисунок 1. Схематическое изображение продольного сечения сварочной ванны первого типа
Кристаллизация металла в сварочной ванне первого типа рисунок 1. Если плавление металла начинается в передней части ванны — на участке б — и заканчивается примерно на участке а, то кристаллизация протекает от участка а на задней стенке сварочной ванны до участка в. При этом жидкий металл постоянно перемещается в сторону А, противоположную направлению сварки.
Кристаллизация металла сварочной ванны второго типа характерны такие особенности кристаллизации:
- большой объем и замедленное охлаждение металла, приводящие к увеличению размеров кристаллов;
- равномерный теплоотвод по всему периметру шва, определяющий радиально — осевое направление роста кристаллов;
- непрерывное наличие над растущими кристаллами значительного объема жидкого металла и шлака, облегчающее отделение от металла неметаллических включений.
Схематическое продольное и поперечное сечение кристаллизующегося металла в сварочной ванне показана на рисунке 2.
Технология сварки
... металл деталей. 4.1 Сварочная проволока - Для ручной и автоматической аргонодуговой сварки ... сварка., Лазерная сварка. Для изготовления своей конструкции я выбрал сварку способом TIG. Aргонодуговая Сварка ... представляет собой, бак, сваренный из ... проточно-накопительного типа посредством теплоносителя ... вода, а по мере ... сварка сохранит свое значение и в будущем, в том числе при различного рода монтажных работах ...
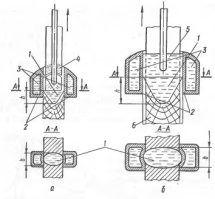
Рисунок 2. Схематическое изображение продольного сечения сварочной ванны второго типа
Сварочная ванна 1 второго типа образуется при дуговой сварке под флюсом 4 (а) и при электрошлаковой сварке (б) с принудительным формированием шва. Такая ванна заключена между свариваемыми кромками основного металла и охлаждающими стенками медных ползунов (2), формирующих внешние поверхности шва (6).
Искусственное водяное охлаждение (3) ванны придает ей чашеобразную симметричную форму и весьма существенно влияет на процессы первичной кристаллизации жидкого металла. В отличие от ванны первого типа, здесь верхняя часть ванны в процессе ее перемещения все время находится в жидком состоянии, что создает благоприятные условия для наиболее полного удаления из металла шлаковых включений и газов.
Процесс кристаллизации металла в ваннах первого и второго типа носит прерывистый характер и потому швы имеют слоистое строение. Слои в общем случаи повторяют очертания сварочной ванны. [1]
3. Рафинирование металла при сварке плавлением
Металлургическая фаза протекающая одновременно с раскислением и легированием металла называется рафинированием, т.е. очищение от вредных примесей — серы и фосфора. Условия взаимодействия металла и шлака для рафинирования металла шва по сере при электродуговой сварке благоприятны, чем в сталеплавильном производстве.
Особенности условий десульфурации в процессе сварки:
- более высокая температура металла и шлака, особенно на стадии образования капель, способствует диссоциации сульфидов, ослабляет химические связи серы и облегчает удаление ее из металла в шлак;
- интенсивное перешивание металла со шлаком в каплях и в сварочной ванне увеличивает относительную массу шлака от 100 до 1000 раз по сравнению с аналогичным показателем в мартеновском производстве;
- Несмотря на кратковременность взаимодействия металла со шлаком, при электродуговой сварке есть возможности получать металл шва более чистым по содержанию серы, чем основной металл.
В процессе, сварки отмечается, что, чем сильнее в шлаке активность окислов кальция, тем больше происходит смещение реакции вправо и полнее удаляются из металла сера и фосфор. Наилучшими рафинирующими свойствами обладают высокоосновные шлаки, богатые СаО.
Серу из сварочной ванны можно удалить частично в шлак при легировании металла марганцем, который образует с серой прочный сульфид MnS (температура плавления 1620°С).
Сульфид марганца слабо растворим в металле и хорошо в шлаке, поэтому он в значительном количестве переходит в шлак. Основной реакцией связывания серы с марганцем является:
[FeS]+[Mn]=(MnS)+[Fe].
Этот металлургический способ борьбы с серой является основным, когда шлаки не содержат СаО и имеют малую основность
Связывание серы известью основано на образовании весьма прочного сульфида кальция, практически нерастворимого в металле. Процесс протекает в соответствии с реакцией:
Понятие и сущность сварки и сварочных работ
... почетное место во всех странах мира. Сейчас существует много способов сварки металлов, но примерно 95% всех сварочных работ выполняется способом Славянова. Николай Гаврилович отработал свое изобретение до ... знавшие Николая Гавриловича, И. Г. Кетов и П. А. Скачков тепло отзываются о нем. Первые в мире электросварщики братья Павел и Семен Шиловы, Н. И. ...
[FeS]+(CaO)=(CaS)+[FeO]
Этот металлургический способ борьбы с серой является основным, когда шлаки не содержат СаО и имеют малую основность.
Удаление фосфора из сварочной ванны основано на окислении и последующем связывании фосфорного ангидрида Р 2 О5 в прочное легкоотшлаковываемое комплексное соединение. Образовавшееся комплексное соединение переходит в шлаковую фазу. Окисление фосфора может происходить по следующим реакциям:
Fe 3 P+5FeO=P2 O5 +11Fe;
Fe 2 P + 5FeO=P2 O5 + 9Fe. [2]
4. Определить температуры точек по оси наплавляемого валика, находящихся на расстоянии 0,25 и 0,5 см впереди движущейся дуги, при наплавке на стальную массивную деталь. Режим наплавки: I = 600 А; U = 28 В; u = 0,8; v = 16 м/ч. Теплофизические характеристики стали: λ= 0,38 Вт/(см К); а = 0,1 см2 /с.
Определить полезную мощность дуги:
q=I*U, где
I — сила тока, А
U — напряжение источника, В
[Электронный ресурс]//URL: https://inzhpro.ru/kontrolnaya/teoriya-svarochnyih-protsessov/
q= 600*28*0,8=13440 Вт.
При определении температур точек впереди движущейся дуги, будем иметь в виду, что для них R=x, тогда
T(x)=![]() e-(V/2a)(x+R) +298, где
e-(V/2a)(x+R) +298, где
λ — коэффициент теплопроводности, Дж/см;
- U — скорость сварки, см/с;
- а — коэффициент температуропроводимости;
- R — расстояние от точки плавления до точки, в которой необходимо определить температуру;
Т (0,25)= ![]() е—
е— ![]() (0,25+0,25)+298=2307,59 К
(0,25+0,25)+298=2307,59 К
Список используемой литературы
[Электронный ресурс]//URL: https://inzhpro.ru/kontrolnaya/teoriya-svarochnyih-protsessov/
сварка плавление рафинирование металл
1. Багрянский К.В., Добротина З.А., Хренов К.К. Теория сварочных процессов. Ки-ев: Выща шк., 1976.
2. Волченко В.К., Макаров Э.Л. Шип В.В. Сварка и свариваемые материалы. Том 1: Свариваемость материалов. М.: Металлургия, 1991.
— Коновалов А.В., Куркин А.С., Макаров Э.Л., Неровный В.М., Якушин Б.Ф.; Теория сварочных процессов: учебник для вузов /Под ред. В.М. Неровного. — М.: Изд-во МГТУ им. Н.Э. Баумана, 2007.
— Рыкалин Н.Н. Источники энергии для сварки // Сварочное производство. №11. 1974.