
ОАО «Балтика-Хабаровск» — крупнейший пивоваренный завод на Дальнем Востоке. Он был построен в рекордно короткие сроки, за 13 месяцев. Завод оснастили самым современным оборудованием ведущих мировых фирм, производительность предприятия составила 100 миллионов литров пива в год. Открытие предприятия состоялось 11 апреля 2003 года. В экономику Хабаровского края «Балтика» инвестировала 54 миллиона долларов США. Особое внимание при производстве пива на хабаровском заводе уделяется качеству воды. Вода добывается из артезианских источников на территории завода и проходит многоступенчатую очистку и тщательный контроль качества на каждом этапе. В филиале «Балтика-Хабаровск» пристально следят за очисткой сточных вод. В 2004 году здесь были установлены биологические очистные сооружения немецкой фирмы ENVIRO CHEMIE стоимостью 3,6 миллиона долларов. «Балтика-Хабаровск» — единственное предприятие на Дальнем Востоке, имеющее систему очистки такого уровня. На заводе в Хабаровске производят популярное региональное пиво «ДВ». Пока шло проектирование и строительство завода, в Санкт-Петербурге специалисты создавали рецепт фирменного пива с учетом предпочтений потребителей Дальневосточного региона. Едва появившись на рынке, в 2003-м, пиво «ДВ Светлое» получило золотую медаль Международной выставки-ярмарки «Хабпродмаркет. Витрина-2003», а «ДВ Классическое» в том же 2003-м было признано лучшим на Межрегиональной Приамурской торгово-промышленной ярмарке. На протяжении нескольких лет бренд «ДВ» остается абсолютным лидером по объемам продаж на Дальнем Востоке. Сегодня производственные мощности завода составляют 1,6 млн. гл. пива в год.
Пиво — слабоалкогольный напиток , получаемый спиртовым брожением солодового сусла (чаще всего на основе ячменя) с помощью пивных дрожжей, обычно с добавлением хмеля. Содержание этилового спирта в большинстве сортов пива 3-6, при среднем содержании около 5,0 % об. (иногда и выше: крепкое содержит, как правило, от 8 % до 14 % об), сухих веществ (в основном углеводов) — 7-10 %, углекислого газа — 0,48-1,0 %. Пиво распространено во множестве стран мира и пользуется популярностью благодаря своим вкусовым качествам и аромату. Существуют около тысячи сортов пива. Вкусовые характеристики разных видов могут кардинально отличаться. В становлении стабильного разнообразия пива сильное влияние оказывают страны с наибольшим потреблением этого напитка на душу населения (Чехия, Германия, Ирландия, Австрия, Финляндия, Россия, Польша) и страны со специфической культурой производства (Ирландия, Бельгия, Бразилия, Япония).
Промышленность Дальнего Востока
... работы заключается в рассмотрении особенностей развития промышленности в Дальневосточном Федеральном округе. Для выполнения поставленной цели необходимо выделить задачи: 1. Изучить историю промышленности России, Дальнего Востока; 2. Проанализировать текущее состояние Российской промышленности ... В. Удовенко, В.И. Ишаев, К.М. Цагалов и другие. Курсовая работа состоит из введения, двух глав (в каждой ...
1. ИСТОРИЯ ПИВОВАРЕНИЯ В РОССИИ
Название «пиво» — общее для всех славянских языков (что свидетельствует о его древности) и происходит от слова «пить». В IХ веке пивоварение было широко распространено в Киевской Руси и Новгородских землях. Легкое пиво называли «полпивом». Более поздним словом является «брага». Медовые дани и перевары были широко распространены на Руси. Пиво, солод и хмель входили в состав оброков крестьян за пользование землей.
На Руси пиво и меды разной крепости, были ритуальными напитками, употреблявшимися на совместных пирах. Сельские и городские общины издавна варили пиво для братчин, совместных общинных трапез, проводимых за общий счет, которые обычно устраивали в дни больших церковных праздников. Как и на католическом Западе, центрами пивоварения и медоварения на Руси были монастыри. Известно, что уже иноки Киево-Печерского монастыря, подобно киевским князьям, употребляли мед на подаяние неимущим людям.
Когда миссионеры, продвигавшие ислам на север предложили Киевскому князю принять мусульманство, которое запрещало употребление хмельных напитков, Великий князь Владимир, попивая пиво, крепко думал, какая религия для Руси лучше — то ли католичество, то ли православие, а может, оставить язычество, благо оно родное и менять ничего не надо… Выпив не одну кружку пива, прежде чем найти решение, Владимир ответил миссионерам ислама: «Руси есть веселие пити, не можем без того быти». Известно, что новгородцы активно вели торговлю с иноземными странами, но пиво все же предпочитали свое, тогда как привозное считалось худого качества.
Алексей Михайлович, отец Петра I, любил пить пиво, сваренное специально для него в кремлевском Сытном дворе. Свою любовь к пиву царь Алексей Михайлович передал и своему сыну, будущему великому реформатору Петру I. Взойдя на престол, в годы своего великого европейского посольства (1697 — 1698 годы), Петр пристрастился к голландскому и английскому пиву. После возвращения из-за границы, даже в годы Северной войны, в походах Петр не забывал свой любимый напиток — пиво и мед. Любимая сестра царя, Наталья Алексеевна, разделяла его увлечение пивом. Собирая обозы для своего брата, она собирала пиво, сваренное царевым пивоваром Андреем Тимофеевым, и обязательно заморское — голландское и английское, которые особо были по вкусу царю. После создания регулярной армии, при Петре I официально пиво стали применять в армии как лечебное, и в частности, противоцинготное средство. Во время строительства северной столицы сразу же были заложены и первые пивоваренные заводы, призванные обслуживать нужды императорского двора и армии. Пиво всегда было в чести у наших царей и цариц, и слава приращивалась из династии в династию.
В 1741 году вступила на престол Елизавета Петровна, дочь Петра I. Она также благосклонно относилась к пиву. И притом хорошо разбиралась в технологии приготовления этого напитка. Во второй половине ХVIII века, в связи с модой на все английское, возникла мода и на пиво, и тогда вместо голландского царствующие особы стали предпочитать пиво английское. При Екатерине II английское пиво стало особенно популярным. Тогда-то и возникли в северной столице пивоваренные заводы, изготавливающие пиво по английской технологии. В ХVIII веке пиво для императорского двора продолжали варить придворные пивовары. И только в конце ХVIII века пивоваров вывели из штата императорского двора. Было признано целесообразным пиво покупать для нужд двора уже готовым или брать у подрядчиков. Одним из первых иностранцев, ставшим официальным поставщиком пива ко двору его императорского величества, был Абрахам Крон. Он был постоянным поставщиком Эля и Портера.
Технология производства пива (3)
... пивоваренный завод в Москве выпустил первое пиво. В 1887 г. производительность завода составила около 700 000 дал. Выпускаемое предприятием пиво на Всероссийских промышленных выставках в 1882 и 1896 гг. ... двухрядные – для производства солода, поэтому их называют пивоваренными. У пивоваренных сортов ячменя оболочка ... оброков крестьян за пользование землей. На Руси пиво и меды разной крепости (легкие ...
Первый пивоваренный завод в России был основан в 1795 году в Петербурге Абрахамом Фридрихом Кроном. Екатерина II одобрила пожелание Крона, и предоставила ему монополию на пивоварение, подарила участок земли на берегу Невы, в северной части от монастыря Александра Невского, а также 30 000 рублей. Пивзавод носил имя Александра Невского. В конце ХVIII века Петром Казалетом было основано производство пива близ Калинкина моста в Петербурге. Калинкинский пивзавод специализировался на выпуске лучших, элитных сортов пива. В 1848 г. Крон и Казалет объединили свои заводы, в дальнейшем пивоварение велось на Калинкинском пивзаводе ( в 1923 г. этому заводу Петросовет присвоил имя Степана Разина).
В далеком 1875 году родилась история Московского «Трехгорного пивоваренного завода» ныне «Бадаевского». Два энтузиаста — московский купец Б.А. Гивартовский, владелец спирто-дрожжевого завода на Дербеневской набережной, и молодой, хорошо образованный в Риге и Мюнхене пивовар А.А. Кемпе, одержимый идеей построить в Москве современный пивзавод, — решили объединить свои усилия и на окраине Москвы приобрели неухоженный участок земли для строительства пивоваренного предприятия. Так как финансов у двух зачинателей было недостаточно, они обратились к нескольким известным и богатым предпринимателям с предложением принять участие в создании завода на паях. Так учредилось «Трехгорное пивоваренное общество» с уставным капиталом. Руководить строительством поручили А. Кемпе, как специалисту по пивоварению, известному своими деловыми и организаторскими способностями. Спустя год завод стал выпускать свою продукцию. На Всероссийской промышленной выставке 1882 года в Москве завод выступил с размахом. Правительство отметило заслуги Трехгорного, удостоив его высшей награды — права изображать на заводской продукции государственный герб России — золотого двуглавого орла. Революция 1917 года пронеслась и над «Трехгорным» пивзаводом.
Интересна история Жигулевского пива. В середине ХIХ века обедневший австрийский дворянин Филипп фон Вакано открыл в г. Самаре небольшой пивоваренный заводик. Его сын Альберт сумел расширить дело отца и в 1879 году самарская Городская дума дала ему в аренду на 99 лет участок земли под строительство пивного завода. Строительство велось такими стремительными темпами, что уже в 1881 году было произведено 75 тысяч ведер пива. На заводе работала электростанция, хотя в городе ее не было. Пивные склады завода находились в 59 городах Поволжья, Урала, Средней Азии, Сибири Пиво поставлялось даже в Персию. Пиво Вакано было доступно бедным слоям населения. Самым популярным было Венское пиво. В 1913 году завод произвел уже 3,4 миллиона ведер пива и был третьим в списке крупнейших пивзаводов России. Но в 1914 году был введен сухой закон и в корпусах завода был размещен лазарет и налажен выпуск гранат. И только после революции завод начал налаживать производство. В 1936 году пиво Куйбышевского завода получило высшую оценку на конкурсе лучших марок советского пива. Этой маркой было Венское пиво, которое и переименовали в Жигулевское.
Идентификация и фальсификация пива
... (плотность) до 5 %, со средним - до 12 %, крепкое пиво - свыше 14%. С января 1981 года крепость алкогольных напитков, включая пиво, определяется в объемных долях алкоголя при 20 єС. ... и темное специальное, светлое оригинальное. В настоящее время пивоваренными заводами России разрабатываются и внедряются новые сорта пива, отличающиеся экстрактивностью начального сусла, набором зернового сырья, 11%-ной ...
Время и события предъявляли новые требования к пивоварению. Открывались пивзаводы. Качество пива напрямую зависило от мастера пивовара . Кому же было доверено это важное дело — пивоварение в России ? В ХVII — начале ХIХ в.в. владельцы небольших пивзаводов чаще полагались на свой опыт в изготовлении пива или брали на работу практиков самоучек без специального образования. В период расцвета промышленного пивоварения и возрастающей конкуренции ( со второй половины Х1Х века) процент пивоваров со специальной подготовкой был достаточно высок. Активно приглашались пивовары из Баварии, Пруссии, Австро-Венгрии, прошедшие курсы обучения в школах и академиях пивоварения в Мюнхене, Берлине, Вене, Пльзени, Праге.
Некоторые пивовары, накопив значительные капиталы на своих очень хорошо оплачиваемых местах, сами становились владельцами заводов. Если они возвращались на родину или умирали, чаще всего их заменяли российские помощники, пусть не дипломированные, но получившие достаточную практическую подготовку. Так постепенно росли отечественные кадры пивоваров-практиков. Однако часть владельцев пивзаводов, особенно крупных, полагались на опыт исключительно иностранных специалистов. Традиция почитания пива как полезного, тонизирующего и утоляющего жажду напитка продолжала сохраняться вплоть до 1917 года. А потом наступило время послереволюционное.
Новая власть все, связанное с прошлым, отрицала и разрушала: ей было неважно, что пивоваренное производство холили и лелеяли веками. Во время гражданской войны пивоваренные заводы сначала национализировали, потом закрыли, а во время НЭПа снова начали их восстанавливать. В правительство пришли малосведущие руководители, они принесли в управление пивоваренной отраслью свое ограниченное знание и опыт… В 1925 году Наркомфин повысил ставки на пиво — сразу же упал спрос на пиво: ведь оно стало дороже вина и водки. Пиво просто перестали покупать. Что бы поправить финансовое положение власти уменьшили налоги, и пиво снова пошло продаваться.
В наше время история отечественного пива делается на наших глазах. В 90-х годах первыми поняли перспективность капиталовложений в российское пивоварение иностранные бизнесмены. В 1993 году стала реализовываться мощная программа инвестиций в российские предприятия. Модернизируется тульский завод «Таопин», ярославский «Ярпиво», основным успехом кампании считается крупнейший производитель пива в Восточной Европе — пивоваренный завод «Балтика».
Когда иностранные инвесторы поставили свое дело в российском пивоварении на широкую ногу, началась реорганизация ряда российских заводов уже без участия иностранных компаний. Зарубежные эксперты предполагают, что в России образуется более десятка заводов огромной производительности и независимые иностранные компании будут постепенно вытесняться с рынка. Ну а пока отечественные производители: Очаковский, Клинский, Майкопский заводы растут, увеличивают мощности, пробиваются на западный рынок.
Из истории российского предпринимательства видно — как и раньше, так и теперь непременными условиями развития пивоваренного бизнеса являются стартовый капитал, хорошее знание своего дела, удобное географическое положение завода и точек сбыта готовой продукции.
Технология производства пива
... оболочек (полифенольные, азотистые, липиды, кремниевая кислота, горькие вещества) влияют на качество пива. Химический состав зерна. Химический состав зерна сложный. Сухое вещество представляет собой ... цветков расположены золотисто желтые зернышки лупулина(5), содержащие смолистые вещества, которые придают аромат пиву. В хмелевой шишке лупулин составляет примерно 19,81%, чешуйки- 66,85%, стержень - ...
С развитием промышленного производства домашнее пивоварение было почти забыто. Но сегодня во всем мире происходить настоящий ренессанс традиционного, «допромышленного» пивоварения. Рождаются маленькие пивоварни, где готовится пиво по тщательно востановленным старинным рецептам, где поситителей угощают всегда свежим, «живым» пивом. Возродилась и традиция домашнего пивоварения. Достоинства домашнего изготовления пива известны даже начинающему домашнему пивовару — это вкусно, это удобно, это интересно./27/
1.1 История пивоварения на Дальнем востоке
Трудно установить точную дату появления во Владивостоке пива местного производства, поскольку первые опыты кустарного получения этого широко любимого напитка имели место до появления газет. Документы архивов позволяют утверждать, что производство пива во Владивостоке началось в 70-е годы XIX века. Одним из первых был завод германского подданного, купца 2-й гильдии Готлиба Штейнбаха на Первой Речке. В донесении военному губернатору г. Владивостока в апреле 1883 года сообщалось, что на этом заводе в 1882 году «произведено 55 варок и получено пива 9000 ведер, по розливу в бутылки получилось 153000 бутылок, каковое продано в г. Владивостоке — 95000 бутылок, в Посьете — 9000 бутылок, в селе Никольском, Хабаровске и окружности — 49000 бутылок. Пиво вываривают из ячменя, которого употреблено до 10 тыс. пудов, каковой покупался в Ханкайской и Суйфунской округах… Хмель доставлялся из Баварии». На этом заводе в 1882 году работали 25 китайских рабочих, а пивоваром был 27-летний германский подданный Александр Рейс.
В 1885 году владельцем завода значится купец И. И. Галецкий, хотя хозяин и был большим любителем пенящегося напитка, дело у него почему-то не заладилось, и он перепродал предприятие купцу Я. Л. Семенову. Но и Яков Лазаревич не осилил нового занятия и, как только подвернулся подходящий клиент, предложивший взять пивоварню в аренду, сразу же передал дело ему. Новым предпринимателем оказался баварец Адольф Рик — купец 2-й гильдии, принявшего российское гражданство и знавшего толк и в пиве, и в его производстве. За короткий срок он успел поставить дело на широкую ногу.
Рик выпускал пиво двух сортов: бутылка первого стоила 20 копеек, второго — 15. Всего в 1895 году его завод — на нем трудились восемь человек — выпустил свыше шести тысяч ведер пенящегося напитка двух сортов. Как свидетельствовали газеты того времени, качество продукта было отменным и нисколько не уступало лучшим образцам европейского пива.
Коммерция тех лет не терпела монополии, и вскоре на Семеновском покосе предприниматель Манаков открыл второй пивоваренный завод, который получил название Русский. Позавидовав успехам соседей, Я. Л. Семенов решил попытать счастья еще раз и запустил в работу свою пивоварню.
В начале XX столетия успешно работали и другие производители пива: В. А. Марек на Седанке, Фердинанд Ноюкс и С. Томашевский (завод на ул. Лазоревской, ныне ул. Пушкинская).
Купец Карл Фердинандович Ноюкс, в конце XIX века построил на ул. Лазаревской в Жариковском овраге пивоваренный завод, производивший в год 70 тысяч ведер первоклассного напитка, который так любили горожане. Он также владел пивоваренным заводом в Порт-Артуре.
Строительство нового завода по производству керамических труб
... условий. Для обеспечения качества изделий необходимо осуществлять контроль на всех стадиях производства: входной контроль сырьевых компонентов, текущий пооперационный контроль и контроль над качеством ... продукции. Нужно привести данные о функциях заводской лаборатории, отдела технического контроля. Результаты по организации контроля сводятся в таблицу [5]. Таблица 1.17 Технический контроль качества ...
Известно, что Карл Фердинандович Ноюкс, был арестован вместе с сыном после Революции. Их обоих расстреляли. Остались две дочери. У него была еще родная сестра, которая вышла замуж за доктора Томашевского и после революции уехала в Харбин. Сейчас в Москве живет внучка одного из первых владивостокских пивоваров.
февраля 1912 года во Владивостоке начал выпускать продукцию новый пивоваренный завод доктора Томашевского в Жариковском овраге на улице Лазоревской, ныне это Дальзаводской сквер. Томашевский приобрёл этот завод в полуразрушенном состоянии. Вероятно, это и был пивзавод Ноюкса. Здание пришлось капитально ремонтировать, а всё оборудование — чаны, бочки, машины — изготавливать заново. Хмель хорошего качества завод получал из Польши, а солод делали сами. В феврале 1912 года завод выпускал темное мюнхенское пиво, а также боярское и царское. Последние были светлыми сортами напитка. А по воспоминаниям современников пиво Томашевского имело приятный и мягкий вкус. За одну варку завод выпускал 300 вёдер пива, в месяц выходило около 5-ти тысяч. Завод в 1912 году выпускал следующие сорта пива: «Мюнхенское» темное, «Боярское» и «Царское» светлое. Хмель для производства пива завод получал из Польши, солод приготавливался на месте, а варкой пива заведовал опытный пивовар некто господин Бильд. Пиво завода Томашевского Владивостокские газеты характеризовали так: «Качество пива хорошее, приятный и мягкий вкус».
Пиво В. Марека было удостоено серебряной медали в 1913 году на выставке Приамурского края, посвященной 300-летию царствования дома Романовых. О своей продукции заводчик В. Марек писал в 1907 году в газете «Дальний Восток»: «Пивоваренный завод «Седанка» рекомендует выпущенное с 12 декабря сего года в продажу пиво, сваренное известным пивоваром Робертом Христиановичем Швальмом, имеющим 38-летнюю практику и работавшим на всемирно известном Пльзенском пивоваренном заводе, а также в Вене, Моравии и Чехии. Пиво несладкое, в натуральном виде и совершенно безвредное для здоровья и для желудка в особенности».
На базе этого предприятия позже будет создано уникальное винно-коньячное производство, сполна использующее особенности местного микроклимата и минеральную воду из подземных источников. Ныне это ОАО «ВИКОН-93.» (г. Владивосток, ул. Шишкина, 3, т. (4232) 334-189, ф. (4232) 334-189).
На заводе есть четыре линии разлива, на каждой из которых может быть разлито до 16000 бутылок за смену. Предприятие расположено на основной трассе в 20 минутах езды от центра Владивостока. Этот факт, как и высокое качество продукции, привлекает более 500 фирм со всего Приморья, которые постоянно покупают алкогольные напитки завода. Настойки «Золотые панты», «Шиповник дальневосточный», «Сакура», «Рябиновые бусы» получили высшие оценки авторитетных дегустационных комиссий и пользуются популярностью у приморцев.
В 1912 году во Владивостоке пивом торговали в 38 залах, они находились в основном в центре города, на улицах Семеновской, Пологой, Алеутской, Фонтанной, Корейской, Светланской, 1-й Морской, Пекинской. В этих залах предлагалось пиво в основном местного производства, но было и привозное, которое стоило значительно дороже.
Технология производства светлого пива
... количества экстрактивных веществ солода и несоложеных материалов. Светлое пиво изготавливают одноотварочным способом, при этом способе, по сравнению с настойным, создаются более благоприятные условия для получения сусла с высокой ... аппарата 1/2 - 1/3 заторной массы перекачивают в другой заторный аппарат при работе мешалок в обоих сосудах, где устанавливается температура 63°С, выдерживают при этой ...
Доставка пива во Владивосток из-за рубежа или из европейской России производилась в основном пароходами. Морская транспортировка была длительной и не всегда благополучной. Об одном случае такого неблагополучия рассказывает архивный документ — акт от 15 ноября 1888 года, составленный Владивостокскими купцами Иваном Кустером, Кузьмой Школьниковым, Ажелем Вальденом по заявлению Иоганна Лангелитье, который получил 300 ящиков пива санкт-петербургского завода «Новая Бавария», доставленного французским пароходом «Парис». При осмотре оказалось, что 878 бутылок были разбиты при полной сохранности ящиков, что составило более 60 проц. всей партии доставленного пива. В акте засвидетельствовано, цитирую: «Самая большая часть из бутылок с вышибленным дном, почему можно полагать, что пиво не было довольно выброжено и выдержано и при переходе из Санкт-Петербурга во Владивосток через тропики разорвало бутылки. Это подтверждается и тем, что попадаются бутылки с кислым, испорченным пивом, и большой вопрос — может ли эта партия сохраниться на долгое время». Хорошее пиво из этой партии продавалось во Владивостоке по цене 5 рублей за дюжину (12 бутылок).
Имеющиеся сведения говорят, что владивостокцы в подавляющем большинстве пили пиво местного производства, в том числе и китайских пивных заводов. В июле 1904 года Владивостокская городская дума на одном из своих заседаний рассмотрела вопрос «О санитарном состоянии китайских пивоваренных заводов в г. Владивостоке». Был подготовлен специальный доклад врача К. Десслера, который обследовал шесть действующих заводов. В своем докладе он писал: «Число заводов невелико, но количество пива, вырабатываемое ими, довольно значительно… Китайцы пьют пиво в подогретом виде и выпивают его за один раз от двух до трех фунтов. Китайское пиво пьют и русские люди, быстро привыкающие к его своеобразному горькому вкусу. Наши солдаты пьют китайское пиво даже с некоторым удовольствием». По свидетельству доктора Десслера, все шесть китайских пивоваренных заводов располагались в районе улиц Пекинской, Семеновской и Корейской, имели одинаковое устройство, каждый имел четыре рабочих отделения и пивную, в которой производилась «распивочная продажа» уже изготовленного пива. Каждое отделение пивных заводов имело свое название, связанное с производимыми там операциями по изготовлению из риса пива.
Варили пиво на китайских заводах во Владивостоке в конце XIX — начале XX века: в 1904 году завод Ли Зичанга находился на улице Корейской; Ван Бен Тяня — на Корейской и Фонтанной; Цзао Цзун Цзо — на Алеутской (в доме Галецкого); Тун Литина — на Семеновской; Ван Фа — на углу Семеновской и Корейской; Юн Ченсина — на Пекинской (в доме Пьянкова).
В настоящее время улицы Корейская и Пекинская называются соответственно Пограничная и Адм. Фокина.
Путеводитель того времени называет еще имена Ли Сю Пянь, Юй Фу. Заводы располагались компактно, практически все — на Семеновском покосе, между улицей Китайской и берегом Амурского залива. Пиво китайского производства изготовлялось с добавлением овса, было белого цвета и предназначалось почти целиком для китайского потребителя. Торговали сами владельцы заводов, как мелким оптом, так и в розницу. (По материалам статей Нелли Мизь, Тамары Калиберовой и Амира Хисамутдинова специально для «Владивосток»).
Производство пивоваренного солода
... тёмного пива, специальных сортов "праздничного" пива и крепкого пива. Тёмный солод (венский тип) применяют для корректировки слишком светлого солода, перерабатываемого для производства "золотистого" пива, а также ... °C, достигая при этом цветности 5,5-6,0 ед. ЕВС. Венский солод применяют, прежде всего, для производства пива типов "Мерцен" (Marzenbier), "Праздничное" (Festbier) и "Домашнее" ( ...
Настоящий пивной бум в городе начался, когда в Голубиной пади заработал завод «Ливония». Его хозяином был купец первой гильдии Федор Петрович Зильгалв, профессионал высочайшего класса. Частично строения этого завода сохранились до наших дней).
Недаром владивостокцы, выехавшие в Москву или в Петербург, только качали головами, пробуя тамошнее пиво, которое не шло ни в какое сравнение с владивостокским напитком, производившимся на далекой окраине России. Первостатейную роль здесь играл особый «вкус» воды. «Ливония» является одним из старейших предприятий, существующих на территории Владивостока. Предприятие основано в 1895 г. в Голубиной пади (в то время пригородная зона) и принадлежало до революции купцу 2-й гильдии Ф. Зильгалву — выходцу из Прибалтики. Основным видом деятельности «той» «Ливонии» было производство пива. Особенно славились сорта «Пировое», «Пльзенское» и «Экспортное». До 1920-х годов выпускалось пиво трех основных сортов: «Рижское», «Чешское» и «Баварское». Живописные развалины старой «Ливонии» с характерной, архитектурно оформленной трубой до сих пор украшают этот исторический район города.
Голубиная падь была одноэтажной, кроме голубиных станций и школы. Они были в два этажа. Середину долины занимало монументальное сооружение — пивной завод «Ливония» купца первой гильдии Фёдора Петровича Зильгалва. Предприимчивый курляндец не только стал выпускать первоклассное изделие (его пиво «Пировое» было удостоено золотой медали), но и наладил производство фирменной керамической тары под него. Литровые кувшины и полулитровые кружки стоимость пива не намного удорожали, зато многократно увеличивали спрос. Кроме этой «Ливонии» ему принадлежала и другая. Это название Зильгалв дал и построенному рядом с железнодорожной станцией Океанской кожевенному заводу. И хотя предприятие в основном юфть выпускало, оно было весьма прибыльным. Для нижних чинов армии и флота, а также простонародья рабочую обувь тачали из нее. А сколько её шло на конскую упряжь! Недаром Федора Петровича избрали и членом Владивостокского биржевого комитета, и членом правления Общества взаимного кредита. По проекту пивоварня Зильгалва была рассчитана на выпуск 100 тысяч ведер хмельного напитка, но уже через два года она почти вдвое перекрыла эту цифру. Во времена нэпа пивзавод «Ливония» продолжал принадлежать Ф. П. Зильгалву и баловать владивостокцев прекрасным пивом. Но потом предприятие было национализировано.
В 1960 г. цеха по производству безалкогольных напитков на ул. Уборевича и Комарова были объединены с пивзаводом. В состав его входил также цех в Артеме (1970 г.).
Предприятие выпускало с 1960 по 1985 гг. 12 марок пива. Отличалось оно особенным вкусом, благодаря мягкой воде, добываемой из скважин, прорытых на территории завода еще Зильгалвом. Объем производства пива составлял 1,3 млн дал, безалкогольных напитков — 895 тыс. дал, кваса — 800 тыс. дал.
В 1985 г. по приказу правительства СССР выпуск пива был прекращен.
Сушка солода способы и приёмы
... раза, чем у горизонтальных сушилок. 2. Режимы сушки пивоваренного солода. Режим сушки светлого солода Сушку светлого солода, например на двухъярусной сушилке, проводят следующим образом. После ... заводах используют двухъярусные горизонтальные сушилки. Такие сушилки работают следующим образом. Свежепроросший солод загружают ровным слоем на верхнюю решетку, где происходит подвяливание и удаляется ...
В 1992-93 гг. была проведена приватизация завода, создано АООТ (позже — ОАО) «Ливония». Тогда же начат розлив природной лечебно-столовой минеральной воды «Шмаковка». ОАО «Ливония» является одним из крупнейших производителей газированных безалкогольных напитков, реализует их более 70 видов. Является единственным производителем природной воды Приморская из уникальной скважины, расположенной на территории предприятия. Только ОАО Ливония занимается на Дальнем Востоке производством и разливом коньяка Ширван, группы КС, 17-ти летней выдержки.
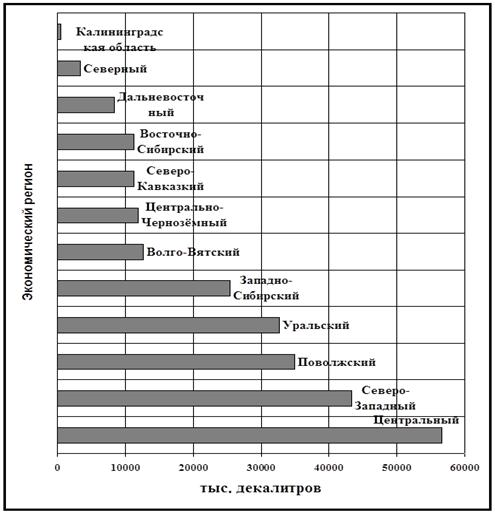
В 1998 году совместно с немецкой фирмой собиралось построить цех по производству пива, чтобы возродить основной вид продукции той «старой» «Ливонии». Предполагалось, что возобновленное пивное производство будет по количеству таким же, как и советское: был предусмотрен выпуск 12 марок пива с содержанием алкоголя от 0,1 до 6,5%. Но, судя по тому, что о производстве пива на предприятии больше нигде не упоминалось, грянувший в 1998 году кризис разрушил надежды на новое возрождение пивоваренного производства. Всего по России производится 252486 тыс. декалитров пива в год. Наибольшее количество пива производится в Центральном и Северо-Западном экономических регионах. /28/
Рисунок — 1 — Производство пива по экономическим районам России
Российский рынок пива является одним из наиболее емких пивных рынков в мире. По объемам продаж этого пенного напитка по итогам 2011 года (в натуральном выражении) Россия уверенно занимает четвертое место в мире, опережая таких признанных пивоваров как Германия или Чехия. Помимо этого, российский рынок является одним из наиболее перспективных, поскольку нереализованный потенциал рынка просто огромен — для этого достаточно посмотреть на российское потребление пива, которое на 20-30% ниже среднеевропейского. /27/
Рисунок — 2 — Объем производства пива в России в 2005-2011 годах

2. ТЕХНОЛОГИЯ ИЗГОТОВЛЕНИЯ ПИВА
Классическая технология производства пива включает следующие основные этапы: получение солода из ячменя, приготовление сусла, сбраживание сусла, выдержку (доб-раживание) пива, обработку и розлив пива. Это длительный сложный процесс, который длится 60-100 дней и во многом зависит от квалификации пивовара. Несмотря на то, что исходным сырьем являются одни и те же компоненты, качество пива, вырабатываемое разными предприятими, различно. Получение солода.
В пивоварении солод играет роль источника не только активных ферментов, но и того комплекса органических (прежде всего водорастворимых Сахаров) и минеральных веществ, который позволяет с участием этих ферментов получить пивное сусло, пригодное для сбраживания. Чем больше в солоде накопится простых Сахаров, необходимых для брожения, тем активнее будет идти сам процесс сбраживания и тем больше накопится спирта. Ячмень, используемый для приготовления солода, замачивают в специальных чанах с водой с температурой 12- 17°С. В зерне, по мере возрастания влажности, активизируются клеточные ферменты и ускоряются катализируемые ими биохимические процессы. Это приводит к резкому повышению интенсивности дыхательных процессов и ускорению гидролиза полисахаридов до простых Сахаров, необходимых для этих биохимических процессов. Замачивание приостанавливают при достижении влажности зерна 42- 45% при производстве светлого солода и 45-47% — темного.
Потери сахаров на процессы дыхания в период замачивания достигают 1,5%, при этом наибольшую активность приобретают амилолитические и протеолитические процессы.
Для проращивания замоченное зерно направляют в солодовни различных конструкций (ящики или барабанные установки).
Процесс солодоращения проводят при температуре 15-19°С и хорошей аэрации зерна в течение 5-8 суток. При этом эндосперм зерна к концу соложения размягчается и легко растирается за счет гидролиза крахмала амилазами, а гемицеллюлоз — цитазой (комплексом ферментов).
В проращиваемом зерне накапливаются растворимые сахара — мальтоза, глюкоза, фруктоза и другие сахара, придающие солоду сладковатый вкус. При гидролизе фитина ферментом фитазой образуются инозит и кальций-магниевая соль фосфорной кислоты. Присутствие инозита в сусле стимулирует жизнедеятельность дрожжей, а фосфорная кислота определяет кислотность солода и сусла. /22/
За счет активизации протеолитических процессов (протеиназ, пептидаз и амидаз) сложные комплексы азотистых соединений гидролизуются с образованием растворимых белков, пептонов, аминокислот, аммиака.
В процессе проращивания зерна, наряду с гидролизом, протекают и процессы синтеза физиологически активных соединений. Так, в соложеном ячмене накапливаются витамины группы В, токоферолы, аскорбиновая кислота. Особенно возрастает содержание рибофлавина (до 210 мг на 100 г сухого вещества).
В дальнейшем при химическом взаимодействии продуктов гидролиза с активными соединениями образуются новые, свойственные проросшему и высушенному зерну, ароматические и вкусовые вещества. Поэтому из сырого (зеленого) солода нельзя получить пиво.
Для придания необходимых свойств и хорошей сохраняемости солод сушат при различных температурных режимах до остаточной влажности 2-3,5%. Различные температурные режимы и продолжительность сушки позволяют получить солод с разными показателями качества и соответствующими технологическими свойствами. Именно от качества исходного солода, в свою очередь, будет зависеть тип производимого пива (светлое, полутемное, темное).
Для выработки отечественных сортов пива получают солод следующих видов: светлый, темный, карамельный и жженый.
Светлый солод получают высушиванием проросшего ячменя в течение 16 ч при постепенном повышении температуры с 25-30 до 75-80°С. В зависимости от качества светлый солод делят на три класса: высокого качества, первый и второй. В готовом виде он имеет светлую окраску, сладковатый вкус, солодовый аромат, рыхлый мучнистый эндосперм и высокую осахаривающую способность. Используют его для большинства сортов пива. /30/
Для получения темного солода проросшее зерно сушат 24-48 ч при более высокой температуре, достигающей 105°С в конце процесса. Темный солод на классы не подразделяют. Помимо коричнево-желтой окраски темный солод отличается от светлого хрупкостью эндосперма и меньшей осахаривающей способностью. Используют его для темных сортов пива.
Карамельный солод в зависимости от качества делят на два класса: первый и второй. По окраске он может быть от светло желтого до буроватого с глянцевым отливом. Для его производства используют сухой или зеленый солод с повышенным содержанием Сахаров, который обжаривают при температуре 120-170°С. Поскольку при такой высокой температуре происходит карамелизация Сахаров, а также процессы Майара, то вид зерна на срезе представляет собой спекшуюся коричневую массу. Для этого вида солода не допускается обугливание зерна.
Жженый солод- это темнокоричневые зерна, без черного цвета. Его готовят из зеленого солода путем предварительного увлажнения и последующего обжаривания при температуре 210-260°С. В результате формируются вкус и запах, напоминающий кофейный, без привкуса горелого и горечи. Вид зерна на разрезе представляет собой темнокоричневую, но не черную массу. /30/
В процессе сушки и обжарки солода происходят интенсивные химические процессы с образованием специфических ароматических и красящих веществ. Накопившиеся в результате гидролиза пентозы преобразуются в фурфурол и другие альдегиды и ароматические вещества, обусловливающие запах солода (ржаной корочки).
Окрашенные компоненты солода — это продукты разрушения Сахаров в результате карамелизации и меланоидинообразования, протекающие наиболее интенсивно при температурах выше 80°С. Меланоидины, обладающие поверхностно-активными свойствами, являются хорошими пенообразователями, и поэтому темные сорта пива дают более обильную пену.
Солод после сушки освобождают от ростков, поскольку они придают ему гигроскопичность и горький вкус за счет присутствия алкалоида горденина. Необходимость проведения этой операции связана еще и с тем, что в ростках накапливаются аминокислоты, которые, попадая в сусло, являются источником образования сивушных масел при сбраживании. Солод приобретает окончательную готовность к использованию только после 3-5-недельной отлежки (дозревания) на складах.
Готовый солод полируют, освобождая от остатков ростков и загрязнений, пропускают через магнитные аппараты, а затем подают на солодовые дробилки. От степени дробления солода зависит в дальнейшем скорость осахаривания крахмала, уровень экстрактивности сусла, продолжительность фильтрования. Приготовление сусла. Дробленый солод, и при необходимости несоложеные материалы, смешивают с горячей водой в соотношении 1:4. Полученную смесь медленно перемешивают при подогревании до температуры 50-52°С в течение 10-30 мин. 15-20% растворимых веществ солода при этом переходят непосредственно в раствор без ферментативной обработки. Одновременно происходит ферментативный гидролиз водонерастворимых азотистых веществ и фитина. Затем смесь переводят в заторные чаны, где под действием ферментов солода происходят дальнейший гидролиз и превращение водонерастворимых веществ сырья в водорастворимые, формирующие экстракт будущего сусла. Для обеспечения максимального перехода веществ в раствор затор медленно нагревают при постоянном перемешивании до 70-72°С (настойный метод).
При другом (декокционном) способе 1/3 затора перекачивают в кипятильный котел, где кипятят 15-30 мин, после чего объединяют и перемешивают с остальной частью затора. Повторяя эту операцию 2-3 раза, доводят температуру всего затора до требуемого значения. При этом длительность всего процесса приготовления затора составляет 3-3,5 ч. Это затирание солода необходимо для дальнейшего ферментативного гидролиза крахмала. Последовательность превращений крахмала при гидролизе под действием а- и |3-амилаз такова:
- крахмал-амилодекстрины-эритродекстрины-ахро-декстрины;
- мальтодекстрины-мальтоза-глюкоза.
Наряду с полным осахариванием крахмала до глюкозы в заторе завершается протеолиз белков, продукты которого играют большую роль в формировании органолептичес-ких свойств и устойчивости пива при хранении.
Осахаренный затор затем направляют на фильтрование для отделения жидкой части сусла от твердой фазы затора. При этом фильтрующий слой образует сама твердая фаза затора — пивная дробина (негидролизуемые компоненты, клеточные оболочки, коагулированные при нагревании белки), оседающая на сетках фильтрационных чанов, фильтр-прессов, применяемых для фильтрования пивного сусла. Отделять пивную дробину молено и с помощью саморазгружающихся центрифуг. Отфильтрованное сусло и полученные после промывания дробины воды переводят в сусловарочный котел для кипячения с хмелем, упаривания до нужной концентрации и стерилизации. При высокой температуре полностью инак-тивируются ферменты и коагулирует часть растворимых белков, а горькие и ароматические вещества хмеля растворяются в сусле. При этом крупные хлопья коагулированного белка, оседая, захватывают частицы мути и тем самым осветляют сусло.
Хмелевая а-кислота (гумулон), которая при кипячении переходит в изогумулон (хорошо растворимый в воде), является в основном источником своеобразной горечи, свойственной пиву. Растворимость (3-кислоты незначительна, а мягкая сх-смола гидролизуется с образованием (3-смолы и отщеплением изобутилового альдегида и уксусной кислоты, участвующих в формировании специфического аромата и вкуса как сусла, так и пива. Норма расхода хмеля, в зависимости от сорта пива и его рецептуры, составляет от 22 до 45 г/да л. /22/
Охмеленное сусло, доведенное до нужной плотности, пропускают через хмелецедильник, охлаждают до 4-6°С, а затем освобождают от коагулированных белков с помощью сепараторов. Во время этих операций сусло окончательно осветляется и насыщается кислородом, что необходимо для развития дрожжей.
Сбраживание сусла происходит в открытых или закрытых, деревянных или металлических емкостях специальными расами дрожжей низового и верхового брожения. Для особых сортов портера в конце брожения вводят сла-бобродящие дрожжи рода бреттаномицетов, придающие пиву особый специфический аромат. На поверхности сусла через 15-20 ч после внесения дрожжей появляется полоса белой пены (стадия забела), а затем вся поверхность бродящего сусла покрывается мелкоячеистой пеной с постепенно увеличивающимися завитками. Достигнув максимума, завитки опадают, пена уплотняется и становится коричневой. Осевшую пену (деку) из-за горького вкуса обязательно удаляют с поверхности сусла. В конце брожения низовые дрожжи оседают на дно. Осветлившаяся жидкость называется зеленым, или молодым, пивом. В нем, наряду с накопившимися в результате брожения этилового спирта и углекислого газа, накапливается и целый ряд побочных продуктов, участвующих в создании вкуса и аромата пива. Процесс главного брожения завершается за 7-9 сут. К этому моменту в пиве остаются несброженными еще около 1,5% Сахаров.
Выдержка (дображивание) пива способствует окончательному формированию потребительских достоинств пива. Для дображивания молодое пиво перекачивают в герметично закрывающиеся металлические танки, внутренняя поверхность которых покрыта специальным пищевым лаком. В зависимости от сорта пиво выдерживают при температуре 0-3°С в течение 11-100 сут. В результате дображивания остаточного сахара несколько возрастает крепость пива, происходит дополнительное насыщение его углекислотой и осветление. Взаимодействие разнообразных первичных и вторичных продуктов главного и побочных процессов брожения приводит к формированию новых веществ, обусловливающих характерные вкус и аромат зрелого пива, а также его сортовые особенности.
Обработка и розлив пива. После лабораторного и орга-нолептического контроля, подтверждающих качество выработанного пива, его обрабатывают и разливают. Для придания прозрачности пиво фильтруют через прессованные пластины из различных фильтрующих масс, и лучшими из них являются диатомитовые (кизельгуровые) фильтры. В процессе осветления пиво теряет значительную часть двуокиси углерода, поэтому допускается дополнительное введение углекислоты перед розливом с последующей выдержкой в течение 4-12 ч для ее ассимиляции.
Пивное сусло приготавливают из дробленых зерно-продуктов: преимущественно ячменного или пшеничного солода, ячменя, пшеницы, кукурузы и другого зерна, воды, сахара и хмелепродуктов.
Основным сырьем для производства пива являются ячменный солод, хмель и вода. От их качества и подготовки зависят вкусовые, питательные и другие потребительские свойства пива.
Производство пива включает ряд последовательных взаимосвязанных технологических стадий, характеризуемых строго регламентированными параметрами. Правильность проведения всех процессов во многом определяет качество пива. Солод получают путем проращивания злаков в искусственных условиях при определенной температуре и влажности. /22/
По способу приготовления различают следующие типы солода: светлый, темный, карамельный и жженый. По своим качественным показателям он должен удовлетворять требованиям стандарта — ГОСТ 29249-92. /33/
Для производства солода используют ячмень, отвечающий требованиям ГОСТ 5060-86. Данный вид сырья, поступающий на завод, должен сопровождаться удостоверением качества. /34/
3. МЕТОДЫ КОНТРОЛЯ КАЧЕСТВА ПИВА
3.1 Техника отбора проб для микробиологического анализа
При одновременном отборе проб для микробиологического и химического анализов отбор проб начинают с предназначенных для микробиологического анализа.
Пробы отбирают с соблюдением условий, исключающих вторичное обсеменение посторонними микроорганизмами.
Жидкости и сыпучие вещества отбирают в стерильную стеклянную посуду. Посуду и инструменты, используемые при отборе пробы, стерилизуют . Инструменты для вскрытия тары, упаковки или отбора проб допускается обрабатывать этиловым спиртом с последующим фламбированием.
Пробу сыпучих материалов отбирают металлической или фарфоровой ложкой, шпателем, пробоотборником из разных мест и с разной глубины в одну или раздельную посуду в зависимости от цели исследования. Пробку и горлышко посуды обжигают в пламени.
Пробу жидких и пастообразных продуктов из большой емкости отбирают с разной глубины. Если отбирают только одну пробу, то содержимое тщательно перемешивают пипеткой или металлическим пробоотборником. Пробу переносят в посуду, горлышко которой обжигают в пламени.
Пробы жидкости из емкостей, оснащенных краном, отбирают следующим образом:
- кран промывают, вытирают ватным тампоном, пропитанным этиловым спиртом, и обжигают в пламени факела или спиртовки;
- сливают часть жидкости (от 1 до 10 куб. дм в зависимости от вместимости резервуара и диаметра крана);
- пробу в количестве, необходимом для анализа, отбирают в стерильную посуду, горлышко которой предварительно обжигают в пламени.
Отобранные пробы переносят в лабораторию и приступают к выполнению анализа. Если нет возможности сразу приступить к анализу, пробы помещают в холодильник при температуре от 0° до 5 °C не более чем на 6 часов.
Масса (объем) пробы должна быть достаточной для выполнения комплекса определяемых микробиологических показателей.
Отобранная проба предназначена для приготовления разведения или непосредственного высева в питательные среды.
На анализ отбирают:
- не менее 1 шт. — от продуктов в потребительской упаковке;
- до 500 куб. см (г) — жидких, пастообразных, сыпучих продуктов.
Количество вскрываемых единиц расфасовки для отбора проб зависит от размеров партии и определяется по действующим ГОСТ, ОСТ, ТУ на соответствующие продукты.
Партия — определенный набор продуктов одного вида, изготовленных в один день, на одном предприятии, из одного вида сырья, согласно одной технологии, в одной упаковке, сохраняемых и транспортируемых в одних и тех же условиях и предназначенных для однократной передачи или приемки.
Единица продукции — отдельный экземпляр штучной продукции или определенное в установленном порядке количество нештучной продукции.
Проба — определенное количество единиц продукции, отобранное для контроля. /21/
3.2 Методы выполнения микробиологических анализов
Микробиологические анализы отобранных проб проводят с соблюдением правил асептики.
Микробиологические анализы выполняют следующими методами:
- высев исследуемого образца в питательные среды поверхностным или глубинным способом;
- использование мембранной фильтрации с последующим переносом фильтров на поверхность питательной среды;
- микроскопия. /21/
4. МИКРОБИОЛОГИЧЕСКИЙ КОНТРОЛЬ ПИВОВАРЕННОГО ПРОИЗВОДСТВА
В пивоваренном производстве микробиологическому контролю подлежат:
- ячмень, солод, несоложенные материалы;
- вода;
- дрожжи пивные;
- сусло;
- пиво готовое;
- бутылки;
- укупорочные материалы;
- технологическое оборудование, коммуникации, автоцистерны (эффективность санитарной обработки).
Микробиологический контроль осуществляется путем отбора проб и определения показателей по участкам производства. /21/
4.1 Вода
При производстве пива используют воду, отвечающую требованиям ГОСТ 2874-82 «Вода питьевая». Пробу воды для санитарно-микробиологического анализа отбирают в производственных помещениях. Отбор проб воды и анализы проводят по ГОСТ 18963-73. Контроль воды проводят не реже 1 раза в месяц. Бактериологические показатели качества воды должны соответствовать требованиям ГОСТ 2874-82 «Вода питьевая». /23/
4.2 Дрожжи пивные
Пивные дрожжи из аппарата чистых культур или из последней бутылки перед передачей в цех (при ручном разведении) анализируют методом микроскопирования в капле метиленовой сини с добавлением 10% раствора NaOH или KOH. Определяют процент нежизнеспособных дрожжевых клеток. Присутствие бактерий и диких дрожжей не допускается.
Дикими называются виды дрожжей, не характерные для данного производства и попадающие в него случайно.
Берут 1 куб. см дрожжей из аппарата чистых культур и разводят стерильной водой.
Поверхностным способом высевают по 0,1 куб. см суспензии из разведений
Посевы инкубируют 48 ч при (30 +/- 1) °C. Результаты учитывают следующим образом: на сусловом агаре растут как пивные, так и все виды диких дрожжей; на среде с кристаллическим фиолетовым растут только дикие дрожжи рода Saccharomyces; на среде с лизином только дикие дрожжи р. р. Candida, Torulopsis, Brettanomyces и др., не относящиеся к роду Saccharomyces. При инкубировании свыше 48 ч на селективных средах начинают расти и пивные дрожжи.
Отбор проб семенных дрожжей производят из каждой ванночки или монжю. Пробы отбирают с разных уровней чистой стеклянной трубкой или пипеткой с расширенным концом и помещают в небольшие колбочки или пробирки.
В семенных дрожжах микроскопированием определяют упитанность по гликогену процент нежизнеспособных дрожжевых клеток и содержание бактерий. /30/
Обращают внимание на морфологию дрожжевых клеток. Наличие сильно удлиненных или заостренных клеток свидетельствует о дегенерации культуры или о заражении дикими дрожжами. В этом случае делают посев на селективные среды так же, как и для дрожжей из аппаратов чистых культур, но с добавлением в питательную среду стрептомицина — 80 мг/куб. дм или левомицетина — 50 мг/куб. дм, или другого антибиотика для подавления роста бактерий.
В семенных дрожжах количество бактерий не должно быть больше 1% от общего числа дрожжевых клеток; количество нежизнеспособных дрожжевых клеток должно быть в пределах 5%; в 70 — 75% дрожжей должен содержаться гликоген.
Дрожжи, не отвечающие данным требованиям, необходимо подвергать антисептической обработке. /22/
4.3 Сусло
В охлажденном сусле определяют общее число микроорганизмов высевом 1 куб. см пробы глубинным способом на питательный агар или мясо-пептонный агар. После инкубации при температуре (30 +/- 1) °C в течение 48 ч подсчитывают число выросших колоний. Общее число микроорганизмов в 1 куб. см сусла не должно быть больше 300. Посевом 1 куб. см пробы сусла глубинным способом на сусловый агар с мелом выявляют кислотообразующие бактерии. После инкубации при (30 +/- 1) °C в течение 72 ч кислотообразующие бактерии дают вокруг выросших колоний зоны растворения мела. В охлажденном сусле кислотообразующие бактерии должны отсутствовать. /30/
Сусло из стерилизатора после его охлаждения при разведении чистой культуры дрожжей высевают в объеме 1 куб. см глубинным способом на питательный агар или мясо-пептонный агар и сусловый агар. После инкубации в течение 48 ч рост любых форм микроорганизмов должен отсутствовать. Свежеприготовленный сухой солод, очищенный от ростков, подают в приемный бункер 1, откуда норией 2 поднимают на весы 4, взвешивают и шнеком 5 распределяют по сил осам 6, где выдерживает его не менее 4-5 нед. При этом влажность солода от 3-4% повышаеается до 5-6%. Отлежавшийся солод из силосов пневматическим транспортером направляют на дальнейшую переработку. Под действиям вакуум-насоса 7 в разгрузителе 8 и трубопроводах создается разрежение. Атмосферный воздух засасывается через воронки 3, увлекая с собой солод, и поднимает его в разгрузитель 8. Из разгрузителя через шлюзовой затвор солод поступает в полировочную машину 9, где очищается от пыли, других примесей и норией 2 подается через магнитный сепаратор 10 на автоматические весы 4. Для ускорения процecсa экстрагирования компонентов зерна солод после взвешивания измельчают в вальцовой дробилке 11 и накапливают в бункере 12. Дробленый солод смешивают с горячей водой температурой около 54°С в заторном аппарате 13а. После тщательного перемешивания (затирания) часть затора (смесь солода с водой) насосом 14 перекачивают в другой заторный аппарат 136, где нагревают до температуры 68-70°С. При таким режиме происходит осахаривание — ферментативный гидролиз крахмала с образованием растворимых, не окрашиваемых иодом Сахаров и декстринов. Большая часть нерастворимых веществ под действием ферментов становятся растворимыми. Затем затор доводят до кипения и после кратковременного кипячения (для разваривания крупных частиц солода — крупки) затор (первую отварку) насосом 14 возвращают в аппарат 13а. При смешивании кипяченой части затора с затором, оставшимся в аппарате 13а, температура всей массы устанавливается примерно 70°С, что необходимо для его осахаривания. По окончании осахаривания часть затора снова перекачивают насосом 14 в котел136 (вторая отварка) для нагревания до кипения и разваривания крупки. Вторую отварку возвращают в аппарат 13а, где после смешивания обеих частей затора температура повышается до 75-78°С. После этого всю массу из аппарата 13а насосом 14 перекачивают в один из фильтрационных аппаратов 24, где отделяют сусло от дробины. Сусло — водный раствор экстрактивных веществ, получаемых при затирании солода. Мутное сусло, получаемое в начале цикла фильтрования, насосом 21 возвращают обратно в фильтрационный аппарат 24. Прозрачное сусло (первое сусло), проходя через фильтрационную батарею или через регулятор давления 22, стекает в один из сусловарочных аппаратов 19. Промытую солодовую дробину (гущу, оставшуюся после фильтрования затора и промывания его горячей водой) из фильтрационного аппарата насосом 29 перекачивают в бункер для продажи на корм скоту. Промывная вода, содержащая небольшое количество экстрактивных веществ, стекает в сборник 23, откуда насосом 14 перекачивается в аппарат 13а для приготовления следующего затора. В сусловарочном аппарате 19 сусло кипятят с хмелем. При кипячении в сусло переходят горькие и ароматические вещества хмеля, выпаривается некоторое количество воды, происходит частичная денатурация белков и стерилизация сусла. Горячее сусло спускают в хмелеотделитель 16, где задерживаются вываренные хмелевые лепестки, а сусло насосом 15 перекачивается в сборник горячего сусла 17.
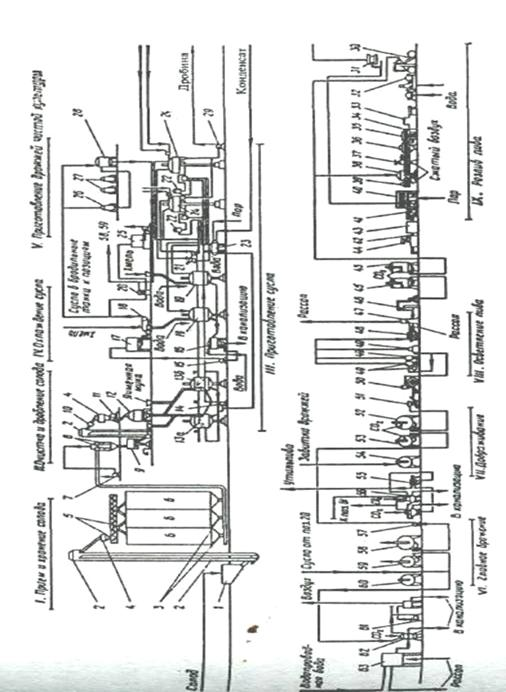
Рисунок — 3 — Аппаратурно-технологическая схема производства пива
Этот способ приготовления горячего сусла не является единственным, но он получил наибольшее распространение. Из сборника 17 горячее сусло стекает в центробежный сепаратор 18, в котором очищается от взвешенных частиц белка. После сепаратора сусло пропускается через пластинчатый теплообменник 20 (где охлаждается до 5-6°С) в сборник 25, откуда его перекачивают в бродильные аппараты. Осветленное и охлажденное сусло со стандартной концентрацией экстрактивных веществ называется «начальным суслом».
Для обеспечения чистоты брожения семенные дрожжи периодически заменяют дрожжами чистой культуры, получаемыми из одной клетки в стерильных условиях. Для размножения дрожжей чистой культуры охмеленное сусло после осветления его в сепараторе 18 стерилизуют в аппарате 26 и перекачивают в бродильные аппараты 27 и 28, в которые вводят чистую культуру дрожжей (из лаборатории).
Дальнейшее размножение дрожжей происходит в аппарате 60. Охлажденное (начальное) сусло заливают в закрытые бродильные аппараты 58 и 59, сюда же добавляют дрожжи из аппарата 60 для разбраживания. По окончании главного брожения, протекающего в течение 6-8 суток, молодое пиво насосом 57 перекачивают в аппараты 52 и 53 для дображивания. Дрожжи, остающиеся на дне бродильных аппаратов, посредством вакуума, создаваемого вакуум-насосом 61, направляются в сборник 62 для повторного использования или в сборник 56 для продажи. Из сборника 56 давлением сжатого диоксида углерода дрожжи перемещают в фильтр-пресс 55. Пиво, отфильтрованное в фильтр-прессе, сливается в танк 54 для переработки.
Отмывание дрожжей от остатков пива и охлаждение их производят водой, охлаждаемой в баке 63. Дображивание молодого пива происходит в аппаратах для дображивания в течение 15-90 сут. в зависимости от типа приготовляемого пива и принятой технологии. По окончании дображивания пиво под давлением диоксида углерода стекает из аппаратов 52 и 53 в смеситель 51, затем насосом 50 нагнетается в сепараторы 49. В сепараторе пиво освобождается от взвешенных в нем дрожжей, Других микроорганизмов и мелких частиц. /29/
Для придания готовому Напитку полной прозрачности и блеска его после сепарирования фильтруют в фильтрпрессе 48. Осветленное пиво охлаждается рассолом в Пластинчатом теплообменнике 47, насыщается диоксидом углерода в Карбонизаторе 46 и сливается в сборники 45. Отфильтрованное пиво из сборников 45 под давлением СО2 подают в отделение розлива. Ящики с грязными бутылками поступает из склада к автомату 44, который извлекает бутылки из ящиков. Пластинчатым транспортером 42 бутылки направляются в бутылкомоечную машину 40 с щелочным раствором, поступающим из бака 31. Пустые ящики после очистки от мусора в автомате 43 ленточным транспортером 41 подаются к автомату 33 для укладки в них бутылок с продукцией. Вымытые бутылки из моечной машины 40 пластинчатым транспортером 34 передаются к световому экрану 39 для отбраковки, а затем к линии машин-автоматов: разливочному 38, укупорочному 37, бракеражному полуавтомату 36, этикетировоч-ному 35 и укладчику бутылок в ящики 33. Готовая продукция транспортерами передается в экспедицию. Металлические или осмоленные деревянные бочки, а также кеги перед заполнением их пивом ополаскиваются внутри при помощи шприца, затем обмываются снаружи на полуавтомате 32, снова ополаскиваются внутри, а затем изобарическим аппаратом 30 заполняются пивом, укупориваются вручную и направляются в экспедицию. /30/
4.4 Готовое пиво
Отбор проб осуществляют от каждого сорта в соответствии с ГОСТ 12786-80. /35/
Непосредственно перед вскрытием бутылок с пивом их перемешивают 10-кратным переворачиванием с донышка на пробку или круговым движением. После вскрытия горлышко стеклянных бутылок обжигают и отбирают пиво в объеме, необходимом для анализа. Анализ производят не менее чем из двух бутылок.
Определяют общее число микроорганизмов на питательном агаре или мясо-пептонном агаре, наличие бактерий группы кишечных палочек и стойкость пива в товарной упаковке при (20 +/- 2) °C.
Общее число микроорганизмов в 1 куб. см не должно превышать 500 клеток.
Для специальных сортов бутылочного пива с массовой долей сухих веществ в начальном сусле 12% и более бактерии группы кишечных палочек не допускаются в 10 куб. см; для массовых сортов бутылочного пива с массовой долей сухих веществ в начальном сусле 10 — 11% бактерии группы кишечных палочек не допускаются в 3 куб. см; в пиве розливном бактерии группы кишечных палочек не допускаются в 1 куб. см.
Патогенные микроорганизмы, в том числе сальмонеллы, не допускаются в 25 куб. см готового пива. /35/
4.5 Укупорочный материал
Кроненпробки отбирают с рабочего места стерильным пинцетом в количестве 10 штук в стерильную широкогорлую колбу, заливают 100 куб. см стерильной водой и встряхивают в течение 5 мин. Определение общего количества микроорганизмов производят высевом 1 куб. см смыва глубинным способом на мясо-пептонный агар или на питательный агар. Число микроорганизмов в пересчете на одну пробку не должно быть более 100. /36/
5. ТАРА И УПАКОВКА
Готовое пиво разливается в кеги, бутылки c одноразовой (кроненпробка) или многоразовой пробкой, пластиковые бутылки различных объёмов, алюминиевые либо жестяные пивные банки.
Бутылки обычно маркируются (и украшаются) этикетками. Помимо основной (корпусной) этикетки могут применяться:
Кольеретка — этикетка, украшающая верхнюю часть бутылки
Контрэтикетка — этикетка на обратной стороне бутылки. Обычно там располагается штрих-код, информация о составе пива, производителе и т. п.
Банки в некоторых случаях упаковываются в паки (pack) — затянутые в термоплёнку упаковки из 2, 4, 6, 8 банок, для мелкооптовой продажи. Бутылки, аналогично, — в картонные упаковки/коробки по 2/4/6 штук)./32/
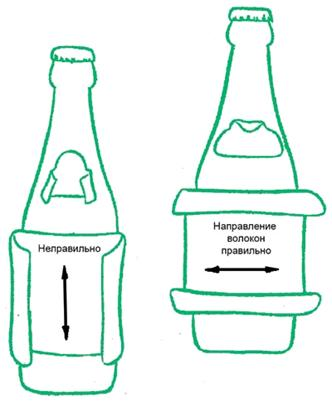
5.1 требования качества, предъявляемых производителями пива к этикеточной бумаге
Направление волокон относительно оси бутылки — волокна должны располагаться горизонтально, если смотреть на вертикально стоящую бутылку; достаточная прочность на разрыв в сухом и влажном состоянии — достаточная прочность к разрыву требуется также для того, чтобы можно было использовать быстро схватывающийся клей, создающий дополнительные усилия к разрыву этикетки в зоне передачи и обеспечивающий этикетке более прочную «посадку» на бутылке; достаточная эластичность, при этом сопротивление изгибу должно быть значительно ниже адгезийной силы клеевой пленки и этикетки с легкостью должны принимать форму различных поверхностей бутылки; достаточная способность впитывать воду обратной стороны этикетки при гладкой, хорошо подходящей для печати лицевой стороне — это свойство позволяет краскам блестеть и играть на лицевой стороне этикетки, тогда как шероховатая обратная сторона быстро впитывает воду и дает возможность рационально расходовать клей; достаточная прочность к истиранию — чем дольше и сложнее путь от этикеточной машины до потребителя, тем нужнее эта характеристика этикеточной бумаги и красок печати; достаточная влагостойкость и устойчивость к щелочи.
Если этикеточная бумага изготовлена с недостаточной влагостойкостью, то в процессе транспортировки бутылок могут появиться царапины, надрывы, пятна и другие повреждения этикеток. Этикеточная бумага должна учитывать технологию очистки бутылок — этикетки должны сниматься моечными машинами целиком. /26/
Рисунок — 4 — Направления волокон на этикетке бутылки
5.2 Мониторинг блока розлива и укупора
Эта операция позволяет инспектировать различные параметры во время и сразу после процесса розлива, а также производить отбор образцов из производственного потока по желанию оператора или лаборанта.
Бутылка инспектируется во время розлива, и если выявлена лопнувшая, то находящиеся рядом бутылки (предшествующие и последующие), которые могут содержать битое стекло, отбраковываются до инспекции контроля налива. Во избежание возврата таких бутылок в производственный поток вручную (так как оператор не выявил дефект и считает их пригодными) такие контейнеры можно намеренно недоливать. Устройство омывающее клапан, включается для смывания стекла с поверхности прилегания бутылки к клапану. Следующие инспекционные процессы происходят в разгрузочной секции блока розлива: контроль уровня налива, наличия крышки и при необходимости ее расположения, остаточного воздуха (особенно для пива) и герметичности.
Технология, применяемая для измерения уровня налива, существенно зависит от самого продукта и емкости. В самом простом случае достаточно фотоэлемента. Часто применяется измерение с помощью поглощения излучения от рентгеновских или гамма-лучей. Такая технология требует минимум обслуживания. Однако в этом случае необходимы специальная лицензия и хорошо подготовленный персонал, обученный правилам радиационной защиты. Во время технологического процесса контейнер проходит через высокочастотное электромагнитное поле. Объем жидкости у горлышка бутылки воздействует на данное поле и изменяет его. Результат можно записать и оценить. С помощью такой технологии можно измерить наполняющий объем вспененной жидкости. Данная технология стала большим вкладом в расширение сферы применения высокочастотных технологий измерения.
Кроме того, ведется математическая обработка параметров с помощью микропроцессоров для получения и сравнения полученных значений. Современные инспекционные устройства не только отводят недолитые и перелитые бутылки, они также осуществляют обработку и получение статистических данных о том, сколько раз клапан налива произвел недолив. Эти данные облегчают обнаружение неисправностей и ремонтные работы оборудования, а также помогают обслуживающему персоналу поддерживать высокую эффективность блока розлива за счет выявления неисправностей на ранней стадии.
Возможности для проверки укупорки начинаются от простой проверки с помощью фото-сенсоров или датчиков металла и заканчиваются проверкой позиции и правильного расположения с помощью системы камер. Последняя может быть важна в случае укупорки бутылок кронен-пробкой для идентификации выступающего металла, который был срезан во время процесса укупоривания и может причинить травму обслуживающему персоналу. Системы камер наиболее часто используют для проверки правильности посадки и наличия защитного кольца у завинчивающихся пробок и колпачков. Для пива, разливаемого в бутылки, было разработано специальное устройство для остаточного обнаружения воздуха в контейнере. Это связано с тем, что даже маленькие воздушные пузыри в свободном пространстве над продуктом могут привести к его быстрой порче. Акустический сигнал, отраженный от пробки, анализируется инспектором, в результате чего даже мельчайшие воздушные пузыри могут быть идентифицированы. По состоянию крышки проверяется герметичность стеклянной бутылки. В случае использования пластмассовых бутылок полная бутылка проверяется на наличие утечек.
В настоящее время существуют системы, которые, надавливая на боковую стенку бутылки, определяют степень ее реагирования на данное воздействие. Если бутылка имеет утечку, то уровень налива значительно повышается, пока стенки сдавлены, что и определяет инспектор.
Хорошо укомплектованная система мониторинга блока розлива также имеет интегрированную программу отбора проб, необходимую для возможности проверки качества налитого продукта. Также можно выбирать и отводить наполненную бутылку с помощью определенного клапана или группы клапанов, а так же отводить целый круг, начиная с любого выбранного оператором клапана. /31/
После прохождения этикетировочной машины перед упаковкой в ящик бутылка подвергается окончательной инспекции. Сначала проверяется наличие этикеток при помощи фотодатчиков внутри этикетировочной машины, либо на выходе из нее, если этикетка круговая. Ответственность за качество выпускаемой продукции и увеличивающиеся с каждым днем требования по качеству обусловили необходимость модернизации инспекционных устройств. Все чаще используют системы камер для контроля не только качества наклейки (правильность позиции, перекос, положение этикеток по отношению друг к другу), но и наличия даты и качества ее печати.
На этом этапе могла быть произведена инспекция пробки, так же как и после блока розлива. Таким образом, разработанные модульные системы могут иметь несколько инспекционных камер в инспекционном устройстве, тем самым упрощающая обслуживание.
После этикетировочной машины часто устанавливается вторая инспекция уровня налива. Изобилие проверок гарантирует увеличение надежности, а для сильно пенящегося продукта, такого как пиво, оно просто необходимо для более точного определения уровня, так как перед упаковкой в коробки или ящики пена в бутылке полностью оседает. /26/
Другая важная проверка касается содержимого бутылок. Во время заполнения стеклянных емкостей (особенно бутылок с широким горлышком) осколки могут попасть внутрь бутылки от соседней разбитой.
Металлические посторонние объекты или камни могут попасть в продукт во время прохождения бутылок по транспортеру. С помощью рентгеновской технологии и процедуры обработки изображения в специальной, очень компактной установке эти посторонние объекты могут быть обнаружены очень маленькой дозой рентгена, в сто раз меньшей, чем естественный фон радиации солнца в солнечный день. Емкости с дефектами отводятся из производственного потока.
После того, как ящик упакован, перед укладкой выполняется еще одна проверка. Полный ящик контролируется на правильность положения в нем бутылок.
Самая простая версия инспекторов использует фотосенсоры или сенсоры, реагирующие на металл. Рентгеновская технология становится более широко распространенной. С помощью этого метода в ящике можно обнаружить даже недолитые бутылки. Кроме того, можно проверить размеры ящика с помощью фотодатчиков, чтобы избежать сбоев процесса укладки.
Правильность выбора инспекционного оборудования зависит от потребностей заказчика, типа применяемой им тары и оборудования на линии. Однако, в связи с тем, что на современном этапе производитель несет ответственность за качество выпускаемой продукции и исходя из закона защиты прав потребителя, вопрос приобретения данного оборудования должен быть рассмотрен в первую очередь при проектировке линии розлива. /31/
6. ПРОЕКТ ЗАКОНА О «ЗАПРЕТЕ ПОВТОРНОГО ИСПОЛЬЗОВАНИЯ СТЕКЛОТАРЫ ПЭТ — УПАКОВОК»
пивоварение бутылка качество этикеточный
Российские производители сырья для ПЭТ-тары собираются обратиться в ФАС с просьбой не допустить появления в обсуждаемом проекте техрегламента Таможенного союза России, Беларуси и Казахстана положений, ограничивающих конкуренцию на рынке упаковки.
В настоящий момент подготовлен проект технического регламента «О безопасности алкогольной продукции», текст которого на прошлой неделе был впервые размещен на сайте Таможенного союза. Новый техрегламент подразумевает полный запрет на использование пластиковой упаковки для розлива алкоголя.
Как заявляют представители компании «Сибур», при общем объеме потребления ПЭТ в России (около 570 тыс. т) на долю его компании приходится 210 тыс. т, из них почти 30% идет на пивоваренную отрасль. «Развитие целого сегмента отечественной нефтехимии будет поставлено под угрозу», — резюмирует представитель компании.
Запрет на использование ПЭТ-упаковки может уничтожить рынок производства полимерной тары, считают его представители. «Мы не понимаем, у кого возникла эта идея и почему запрет касается только тары для алкоголя», — заявил на пресс-конференции управляющий директор сосновоборского завода «Европласт» Артем Ткачук. По его словам, ПЭТ-упаковка отвечает всем санитарным нормам и экологическим стандартам. Наглядный пример — страны с самыми жесткими стандартами пищевой безопасности, где полимерная тара очень популярна. Но самое главное, как отметил А.Ткачук, если запрет будет введен, это приведет к остановке предприятий по производству ПЭТ-упаковки и массовым увольнениям рабочих.
Ранее, 16 августа с.г., Таможенным союзом был утвержден технический регламент «О безопасности упаковки», который запрещает повторно использовать стеклянные бутылки для розлива алкогольных напитков и детского питания. Это приведет к тому, что сбор и повторное использование практически всех видов стеклянной тары в России, Беларуси и Казахстане с 1 июля 2012г. станут вне закона.
В результате, по мнению экспертов, это приведет к значительному увеличению объема стекольного мусора в городах и «смерти» целого сегмента, связанного со сбором вторсырья, поскольку именно стеклотара является основой «вторички».
«Гринпис России», как и другие общественные организации полагает, что запрет на повторное использование стеклотары утопит города в стекольном мусоре, а кроме того, загубит переработчиков вторичного сырья», — рассказал РБК руководитель токсической программы «Гринпис России» Алексей Киселев. По его мнению, целью нового регламента было направить всю использованную стеклотару на заводы по переплавке стекла. Однако при отсутствии в стране системы раздельного сбора мусора и мизерных ценах на сдачу стеклянного боя «этим намерениям не суждено сбыться».
«Сейчас люди сдают бутылки в пункты приема и получают за это от 50 копеек до 1,5 рубля за штуку (данные по Санкт-Петербургу), а за стеклобой для переплавки можно выручить только 10-20 копеек за бутылку. Конечно, в таком случае никто не пойдет сдавать бутылки, которые останутся валяться на улицах городов или поступят на свалки», — считает эксперт.
Заместитель директора Центра экологических решений Беларуси Евгений Лобанов отметил, что большинство стран мира в качестве приоритета рассматривают вопросы развития отрасли вторичного использования, в том числе стеклянной тары. Для производства 1 т бутылок расходуется около 1,2 т природного сырья, в том числе 0,59 т кварцевого песка, 0,172 т известняка 0,186 т соды и 0,072 т полевого шпата. Энергии, которая уходит на создание одной бутылки, хватает на семичасовую работу компьютера или на сутки работы энергосберегающей лампы. «В европейских странах стеклотару стараются вовлечь в больший оборот для того, чтобы минимизировать образование мусора, у нас получается обратный эффект», — сказал собеседник в интервью БЕЛТА.
Предусмотренные техрегламентом нововведения могут привести к закрытию пунктов приема стеклотары, которые действуют на территории трех стран. В этом случае это приведет к негативным экономическим последствиям: потере рабочих мест и исчезновению целого сегмента, и как следствие — к ухудшению финансового положения малоимущих слоев населения.
В ООО «СИМ», которое занимается сбором вторсырья, считают, что принятый техрегламент имеет целью не защиту здоровья нации, а передел рынка упаковки. «Мы обоснованно считали и продолжаем считать, что вторичные ресурсы, в обороте которых мы принимаем участие, служат на благо людям и на благо нашей страны. Именно эта фактическая сторона дела и является аксиомой. А все остальное относится исключительно к вопросам передела рынка. И если мы будем давать объективную характеристику происходящим процессам, не будет необходимости утверждать, что Россия якобы не способна даже осуществлять контроль за чистотой тары, контроль за производителем, что в ней отсутствуют либо не соблюдаются должные санитарно-гигиенические нормы, что она находится в той стадии, в которой способна только загрязнять свою территорию, а не сохранять ее в чистоте, только исчерпывать свои ресурсы, а не рационально их расходовать», — говорится в открытом письме компании.
«Наша специализация дает нам основание со знанием дела утверждать, что предприниматели в России имеют высокую степень ответственности, да и просто в силу своих экономических интересов не могут и не используют загрязненную и вредоносную стеклотару. Правильно было бы их на государственном уровне поддержать в стремлении эти вторичные ресурсы очистить и применить, как это делается во всем мире, а не принуждать политикой экономического и правового диктата отступать на уровень первичной организации производства», — считают специалисты предприятия.
В Федеральной службе по регулированию алкогольного рынка РФ вчера «НГ» сообщили, что техрегламент находится на стадии первого обсуждения заинтересованными ведомствами и его публичное обсуждение еще не начиналось. Поэтому говорить о принятии конкретных норм и их последствиях преждевременно. Однако сами участники рынка уверены, что запрет на пластиковую тару в техрегламенте зафиксирован и касаться будет всех алкогольных напитков. Предположения об инициаторах запрета среди участников рынка звучат самые разнообразные — от водочного до стеклянного и алюминиевого лобби. Также вызывает у экспертов много вопросов и тот факт, что запрет на пластиковую упаковку обсуждается только по отношению к алкогольной продукции, а о других напитках, разлитых в пластиковые бутылки, чиновники почему-то забывают.
Если ПЭТ-тара будет запрещена, то россиянам придется либо покупать пиво в стекле и алюминиевых банках, либо вообще от него отказаться. Ведь пластиковая упаковка значительно удешевляет продукт для потребителя. «Использование ПЭТ-тары снижает стоимость конечной продукции на 20-25%», — говорит гендиректор ОАО «Мытищинская ярмарка»
В России на ПЭТ-тару приходится до 50% всего рынка пива. Около 30% от всех объемов ПЭТ-преформы и полиэтилентерефталата в РФ производится для пивоваренной отрасли. Это значит, что запрет на пластиковые бутылки для пива, если он будет принят, приведет к сокращению объемов всего ПЭТ-рынка и росту себестоимости ПЭТ-упаковки. Отсюда — вполне очевидное удорожание и таких продуктов, которые к алкогольному рынку не имеют никакого отношения, но которые упаковываются в ПЭТ-тару. Речь идет о безалкогольных напитках и детском питании.
Но в первую очередь пострадают любители пенного напитка. Как сообщил Янсон, по опыту ОАО «Мытищинская ярмарка» можно сказать, что около 30% объемов реализуемой пивной продукции приходится на ПЭТ-упаковку. «Самые популярные объемы — 1 и 2 литра. Продукция эта, естественно, не относится к премиум-сегменту, — добавляет Янсон. — Если решение о запрете будет принято, то, возможно, выиграют также производители слабоалкогольных коктейлей, перетянув на себя часть аудитории». Многие эксперты вполне отчетливо прочитывают в запрете пива в ПЭТ-бутылках стремление властей уменьшить потребление алкоголя в стране. И планируется это сделать прежде всего за счет представителей не самых обеспеченных слоев населения, ведь именно они и являются основными покупателями пива в пластиковых бутылках. Однако на самом деле нет никаких гарантий, что запрет на пиво в ПЭТ-бутылках решит проблему алкоголизации. /24/
7. ПРЕДЛОГАЕМЫЕ ТЕХНОЛОГИИ
7.1 Инспектор ящиков с пустой тарой
Проверка ящиков с пустой тарой имеет большое значение для повышения эффективности розлива при работе с возвратной бутылкой. Широкий ассортимент контейнеров и возвратной тары на современном рынке делает необходимой точную инспекцию поступающих ящиков с возвратной тарой во избежание нарушения процесса распаковки и большого количества бракованных бутылок на конвейере. При инспекции ящиков выявляют неподходящие бутылки (по цвету, высоте, размеру и материалу).
Для определения высоты бутылок и выявления инородных объектов (мусора, осколков и т. п.) в ящиках применяют ультразвуковой способ измерения. С помощью новейших систем обработки изображения можно отбирать контейнеры по высоте. Таким способом можно сортировать ПЭТ-бутылки с различными транспортными кольцами. В случае, если бутылки одинаковой формы, но различаются по цвету, их выявляют с помощью цветной камеры или цветового датчика. Так же производится проверка на наличие пробок на пустых бутылках. По разработанным алгоритмам ящики с неподходящей тарой перемещают на дополнительный транспортер для последующей пересортировки. /25/
7.2 Инспекция пустых ящиков
Распакованный ящик инспектируют на предмет пригодности к дальнейшему использованию в производстве. Он не должен быть поврежден или содержать посторонние объекты, а его цвет и логотип должны соответствовать выпускаемому продукту. В настоящее время эти критерии обычно проверяют с помощью камер. Новая тенденция в выявлении посторонних объектов — более надежный ультразвуковой метод измерения, который все чаще применяют для проверки ячеек ящика и какой требует меньше ухода и обслуживания.
7.3 Сортировка пустых бутылок
Из-за широкого ассортимента пустых бутылок, применяемых для розлива в настоящее время, их сортировка в пунктах приема стеклотары не всегда выполняется. Попадая на линию розлива такие ящики требуют сортировки. Наиболее важный элемент системы сортировки пустых бутылок — система видеокамер: полученное изображение обрабатывают и сравнивают с заданным. Инспектирование бутылки может быть дополнено проверкой цвета и при необходимости контролем наличия пробки. Система обработки с использованием алгоритмов нечеткой логики доказала свою состоятельность в получении достоверных результатов измерения. Сортировка ящиков с пустой бутылкой на входе линии розлива позволяет сократить трудовые затраты на сортировку и снизить время сортировки.
7.4 Инспектор пустой бутылки LOELL LINOS
Он разработан для инспекции горла, дна, боковых стенок, способен определять остаточную жидкость, и посторонние объекты, а также сколы и трещины. Скорость работы: 24000 бут/ч. Каждая бутылка, поступающая после бутыломоечной машины, проверяется на стандарт высоты и целостность инспектором пустой бутылки. Бутылка, не прошедшая предварительный контроль, отбраковывается, и не попадает в инспектор во избежание повреждения его механики. В инспекторе пустые бутылки подвергаются различным видам инспекции. Существует два способа установки и перемещения бутылок в пределах машины: ранее применяли только так называемые «роторные конвейеры», однако наиболее перспективно линейное перемещение бутылок в инспекционных машинах HEUFT. Технологии инспектирования, используемые в инспекторе пустой бутылки, основаны на получении и последующей обработке цифровых изображений различных частей бутылки с помощью CCD-камер. Для инспекции дна и горлышка бутылки обычно достаточно одного изображения этих частей для их оценки на пригодность. Прозрачные посторонние включения, такие как прозрачная пленка, можно обнаружить с помощью специально разработанного фильтра во время повторной инспекции дна. /25/
Инспекция боковой стенки более сложная из-за бóльшей площади инспектируемой поверхности. Для полноценного анализа изображения бутылки должны быть получены с разных углов. Это достигается за счет нескольких снимков бутылки во время ее поворачивания или с помощью системы зеркал для увеличения угла обзора камеры. Обе технологии сочетаются в самых эффективных инспекторах пустой бутылки.
Инспекционная техника на линиях розлива:
В современных условиях жесткой конкурентной борьбы между производителями пищевой продукции, на первый план выходит проблема постоянного контроля качества выпускаемого продукта. Ведь потребитель, хоть раз купив некачественный товар, возможно, уже никогда не остановит свой выбор на производителе данной продукции.
В условиях современных высокоскоростных линий розлива, визуальный контроль продукции уже не может гарантировать то, что конечный потребитель получит 100% качественный товар. Это связано, прежде всего, с человеческим фактором. Поэтому все большее число производственных линий розлива оснащаются инспекционными машинами, которые могут выполнять все большее количество функций контроля производимой продукции. Так, в развитых странах уже имеются конкретные нормы, касающиеся минимального оснащения важнейших инспекционных машин, которые должны иметься на линии розлива в оборотную или новую тару.
В настоящее время на рынке представлено большое количество инспекционного оборудования и, в связи с этим, перед пищевыми предприятиями встает проблема выбора.
В данной статье мы постараемся осветить важнейшие моменты, которые необходимо учитывать при покупке инспекционной техники, ведь рынок в условиях жесткой конкуренции между производителями требует постоянного внедрения все новых вариантов упаковки, оформления продукции, чтобы сделать ее более привлекательной для покупателей. Все это существенно усложняет выбор инспекционных систем для линий розлива. До недавнего времени комплектация инспекционных машин определялась при приобретении линии розлива и затем, в зависимости от состояния техники, производилась доработка или дооснащение оборудования.
В сегодняшних условиях производитель должен уделять особое внимание вопросу гибкости. Инспекционная система, которая сегодня устраивает по всем параметрам, уже завтра может не справиться со своей задачей. Исходя из этого, инспекционные приборы должны иметь гибкую модульную конструкцию, всегда должна иметься возможность за приемлемую цену переоснастить машину под изменившиеся требования и задачи. Поэтому, чтобы учесть все возможные функции, которые могут потребоваться от инспекционного оборудования в будущем, необходимо очень тщательно подходить к вопросу его выбора.
Инспекция пустой бутылки:
На сегодняшний день предполагается, что инспектор пустой бутылки должен выполнять, как минимум, следующие функции:
- Инспекция донышка бутылки — с использованием CCD — камеры
- Инспекция горлышка бутылки — с использованием CCD — камеры
- Контроль остаточной жидкости, высокочастотный — специально для остаточной щелочи
- Контроль остаточной жидкости, инфракрасный — для щелочи и других жидкостей
- Инспекция боковой поверхности бутылки — с использованием CCD — камеры
- Инспекция внутренней поверхности бутылки через горлышко с использованием широкоугольного объектива
- Определение наличия целлофана в бутылке с использованием «светлого (темного) поля»
- Программа тестовых бутылок
Для стеклянных бутылок с резьбой должна быть предусмотрена отдельная система контроля резьбы с использованием дополнительной видеокамеры.
Выбор тех или иных функций необходимо тщательно продумать:
Контроль остаточной жидкости можно считать важнейшей функцией инспекции. Особенно важно контролировать остаточную щелочь, так как она создает непосредственную опасность для потребителя. Как правило, контроль остаточной жидкости производится двумя методами. При помощи высокочастотного контроля можно определить даже небольшие количества оставшейся на стенках бутылки щелочи, абсолютно невидимые для человеческого глаза. Однако эта система реагирует только на проводящие жидкости. Для выявления наличия в бутылке других непроводящих жидкостей, например, масла или бензина, необходимо предусмотреть инфракрасный контроль остаточной жидкости.
Инспекция боковой стенки бутылки также является одной из наиболее важных функций инспекции, особенно при использовании оборотной тары. Система позволяет обнаруживать различные дефекты, расположенные как на внешней стенке бутылки, так и внутри нее, например, неотмытую этикетку, трещины, сильные потертости стекла, загрязнения и т.д.. Для обеспечения гарантированного просмотра всей поверхности бутылки инспекция может производиться как в процессе вращения бутылки в специальных направляющих, так и в двух отдельных инспекционных модулях, между которыми бутылка проворачивается на 90 градусов.
Инспекция внутренней поверхности бутылки производится через горлышко с использованием специальной широкоугольной оптики и видеокамеры. При выборе инспектора необходимо учитывать, что даже при наличии функции контроля внешней боковой стенки не всегда удается обнаружить небольшой или полупрозрачный посторонний предмет, находящийся, например, за зоной потертости или какого-либо логотипа. Инспекция внутренней поверхности бутылки через горлышко использует отражение света, излучаемого вспышкой дна, от гладких внутренних стенок бутылки. Посторонний предмет минимальной толщины создает сильную тень, которую легко обнаружить.
Как дополнительный эффект, получаемый от использования системы контроля внутренней стенки бутылки, ее донышко инспектируется второй раз. /25/
В то время, как камера системы контроля дна сфокусирована на донышко бутылки для детектирования на нем малейших объектов, широкоугольная оптика системы контроля внутренней стенки дает изображение всего внутреннего пространства бутылки. Поэтому не составляет труда обнаружить стоящие в бутылке предметы (иглы, палки и т.д.), а также объекты, прилипшие к стенке. Некоторые дефекты производителя стекла, такие как «перемычки», могут быть гарантированно обнаружены только системой контроля внутренней поверхности бутылки. Данный дефект встречается довольно часто и представляет собой стеклянные нити, которые идут от стенки к стенке внутри бутылки и могут располагаться на любой высоте.
Если при покупке инспектора пустой бутылки производитель по каким-либо причинам отказывается от системы контроля внутренней стенки, то должна гарантироваться возможность дооснастить машину данной опцией в будущем.
Так, в случае внедрения нового типа бутылки, например, с напечатанной этикеткой, это будет единственная возможность производить инспекцию стенок бутылки!
x 3 x 1 mm посторонний предмет, расположенный за напечатанной этикеткой.
Изображение системы контроля внутренней стенки бутылки. Объект обнаружен по его теням.
Что происходит с отбракованными бутылками?
Благодаря огромному прогрессу инспекционной техники за последние годы, так называемый ложный брак становится, скорее, исключением. Визуальный контроль отбракованных бутылок влечет за собой опасность того, что дефект, обнаруженный машиной в бутылке, не будет замечен человеком, и бутылка опять попадет на конвейер.
Для исключения или минимизации визуального контроля инспектор должен располагать двумя каналами отвода отбракованных бутылок. Так, бутылки, имеющие, например, сколы на горлышке или сильную потертость, могут транспортироваться непосредственно в контейнер «боя», а бутылки, имеющие загрязнения могут быть отправлены на повторную мойку в бутыломоечную машину.
Новые тенденции инспекции наполненных контейнеров
В то время, как в сфере инспекции пустой бутылки за последние годы едва ли можно выделить появление каких-либо новых функций, инспекторы наполненных контейнеров сейчас позволяют решать те задачи, контроль которых раньше был невозможен или стоил очень дорого.
Могут контролироваться следующие параметры:
- Уровень налива (недолив и/или перелив)
- Контроль крышки/пробки
- Наличие укупорки
- Корректность укупорки (цвет / рисунок)
- Корректность посадки
- Контроль оформления
- Наличие этикетки
- Корректность этикетки (проверка по рисунку, цвету и т.д.)
- Корректность наклейки
- Читаемость штрих-кода
- Контроль кодирования/датировки
- Наличие кода
- Читаемость кода
Контроль уровня налива
Обычно базовым прибором контроля наполненных контейнеров является инспектор уровня налива. Для этой функции применяются различные методы инспекции, каждый из которых имеет свои недостатки и преимущества. Большое распространение получил радиометрический метод, который обеспечивает высокую точность измерений, не зависящую от материала контейнера и этикетки. В то время, как для гамма — измерений используется натуральный излучатель — изотоп, источником излучения при радиометрическом методе является искусственный излучатель — рентгеновская трубка.
Оба метода имеют тот недостаток, что их применение требует официального разрешения, лицензий и специальных допусков к применению от государственных учреждений.
Намного проще использование высокочастотных приборов, которые не требуют каких- либо специальных разрешений, однако, необходимо учитывать ряд ограничений на их применение. Высокочастотные инспекторы уровня налива имеют более низкую точность измерения, стоит избегать их использования в случае розлива напитков с высоким пенообразованием, а также в случае наличия в зоне измерения метализированных этикеток или фольги. Они также непригодны для инспекции жестяных банок. Однако, в тех случаях, где это возможно, высокочастотные приборы являются хорошей альтернативой, так как имеют большой срок службы и относительно низкую цену.
Контроль оформления
Простой дополнительный контроль, как, например, контроль наличия пробки и этикетки, могут производить все вышеназванные приборы контроля уровня налива, причем сенсоры частично могут располагаться в этикетировочной машине, где бутылка ориентирована.
В этой сфере появляется все больше машин, использующих для инспекции видеокамеры с последующей обработкой полученного изображения. /25/
Рисунок — 5 — Инспектор пустой бутылки LOELL LINOS
Рисунок — 6 — Пример диагностики тары при помощи Инспектора пустой бутылки LOELL LINOS
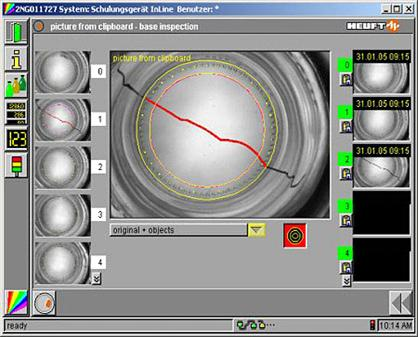
Рисунок — 7 — Основные особенности инспектора пустой бутылки LOELL LINOS
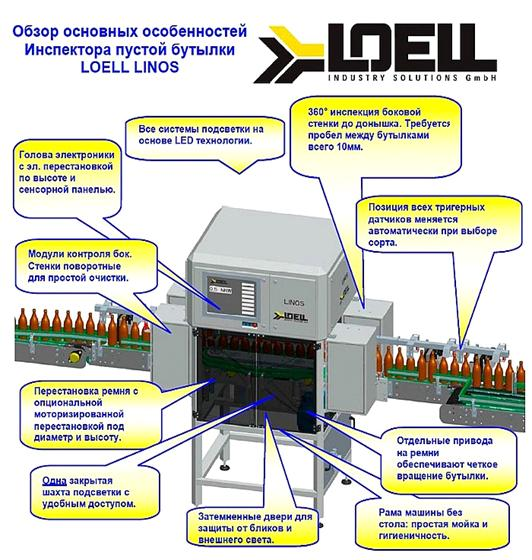
Таблица — 1 — Основные технические характеристики прибора LOELL LINOS
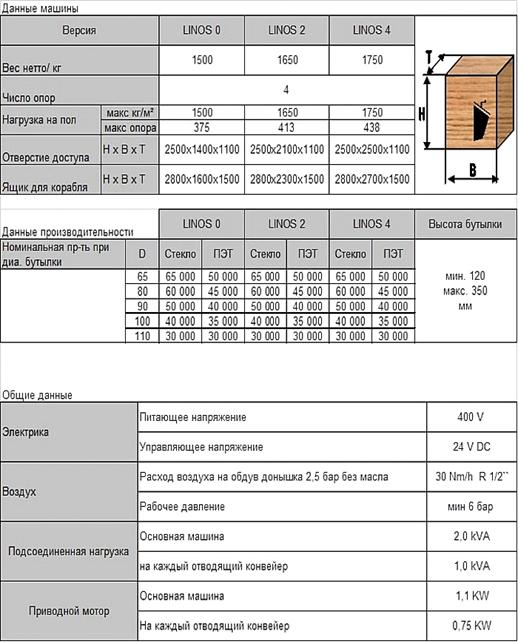
Проведя анализ трех приборов по основным техническим характеристикам, можно сделать вывод, что целесообразней установить на предприятие инспектор LOELL LINOS 0, так как именно этот прибор выигрывает за счет своих относительно небольших габаритов по сравнению с другими, но по производительности оборудование компании LOELL LINOS не уступают друг другу.
8. ФУНКЦИИ ИНСПЕКТОРА ПУСТОЙ БУТЫЛКИ LOELL LINOS
Функции инспектора :
- Контроль дна
- Контроль горла
- Инспекция стенок для распознавания загрязнений и повреждений
- Инспекция для распознавания повреждений резьбы
- Инспекция распознавания прозрачной пленки в бутылке
- Распознавание минерального кольца
- Распознавание повреждений
- Распознавание остатков жидкости (щелочи и воды, а также красок и масел)
- Обнаружение ржавчины кольца
9. ПРЕИМУЩЕСТВО ВНЕДРЕНИЯ
Серийное производство обеспечивает короткие сроки поставки. Быстрая и точная настройка на новый сорт.
Превосходное качество распознавания благодаря индивидуальному аппаратному и программному обеспечениюLINOS — система обработки изображений для высокого контроля качества при минимальном ложном процессе отбраковки. Очень гигиенична благодаря открытой конструкции, платформа для установки станка с без фланцевой надстройкой. Навесной, крепящейся к боковой стене, модуль для оптимального доступа. Прост в модернизации и переоборудовании модульной конструкции системы. Соответствующий требованиям завтрашнего дня встроенный сетевой интерфейс (Промышленный Ethernet, TCP / IP) Удаленное подключение услуг через Интернет и базы данных SQL / DDE. /25/
10. РАСЧЕТ ЭКОНОМИЧЕСКОЙ ЭФФЕКТИВНОСТИ ОТ ВНЕДРЕНИЯ НОВОГО ОБОРУДОВАНИЯ
10.1 Актуальность предлагаемых мероприятий
Целью дипломного проекта является уменьшение процента стекло боя на ОАО «Балтика-Хабаровск» путем внедрения в линию розлива инспектора пустой бутылки.
Он разработан для инспекции горла, дна, боковых стенок, способен определять остаточную жидкость, и посторонние объекты, а также сколы и трещины. Скорость работы: 24000 бут/ч. Каждая бутылка, поступающая после бутыломоечной машины, проверяется на стандарт высоты и целостность инспектором пустой бутылки. Бутылка, не прошедшая предварительный контроль, отбраковывается, и не попадает в инспектор во избежание повреждения его механики. В инспекторе пустые бутылки подвергаются различным видам инспекции. Существует два способа установки и перемещения бутылок в пределах машины: ранее применяли только так называемые «роторные конвейеры», однако наиболее перспективно линейное перемещение бутылок в инспекционных машинах LOELL LINOS. Технологии инспектирования, используемые в инспекторе пустой бутылки, основаны на получении и последующей обработке цифровых изображений различных частей бутылки с помощью CCD-камер. Для инспекции дна и горлышка бутылки обычно достаточно одного изображения этих частей для их оценки на пригодность. Прозрачные посторонние включения, такие как прозрачная пленка, можно обнаружить с помощью специально разработанного фильтра во время повторной инспекции дна.
Инспекция боковой стенки более сложная из-за большей площади инспектируемой поверхности. Для полноценного анализа изображения бутылки должны быть получены с разных углов. Это достигается за счет нескольких снимков бутылки во время ее поворачивания или с помощью системы зеркал для увеличения угла обзора камеры. Обе технологии сочетаются в самых эффективных инспекторах пустой бутылки. Серийное производство обеспечивает короткие сроки поставки. Быстрая и точная настройка на новый сорт. Превосходное качество распознавания благодаря индивидуальному аппаратному и программному обеспечению. LOELL LINOS — система обработки изображений для высокого контроля качества при минимальном ложном процессе отбраковки. Очень гигиенична благодаря открытой конструкции, платформа для установки станка с без фланцевой надстройкой. Навесной, крепящейся к боковой стене, модуль для оптимального доступа. Прост в модернизации и переоборудовании модульной конструкции системы. Соответствующий требованиям завтрашнего дня встроенный сетевой интерфейс (Промышленный Ethernet, TCP / IP) Удаленное подключение услуг через Интернет и базы данных SQL / DDE.
10.2 Расчёт затрат на внедрение нового оборудования
Таблица — 2 — Расчёт затрат на внедрение нового оборудования
|
Вид затрат |
Стоимость затрат в руб |
|
Стоимость нового оборудования |
700000 |
|
Установка |
20000 |
|
Доставка |
60000 |
|
Обучение работников |
5000 |
|
итого |
785000 |
К- капиталовложение составляет 785000
Эффект вследствии экономии на текущих расходах
Э1=( Со -С1)*Q
Где Э1- экономический эффект от себестоимости продукции;
- Со- себестоимость до нововведения;
- С1- предполагаемая себестоимость после нововведения;
- Q- весь объём продукции.
Экономический эффект- разница между результатами экономической деятельности (напр., продуктом в стоимостном выражении) и затратами, произведенными для их получения и использования. Когда результатом экономической деятельности являются не только экономические, но и более широкие социально-экономические последствия, правильнее говорить о социально-экономическом эффект. Если результаты экономической деятельности превышают затраты, имеем положительный Э. э. (оцениваемый, напр.,прибылью); в противоположном случае — отрицательный (напр., ущерб, убыток).
Эффект как разница между стоимостью продукта и затратами на его производство возникает, при прочих равных условиях, в двух случаях: во-первых, когда возрастает продукт (рост объема производства); во-вторых, когда сокращаются затраты (экономия ресурсов).
В экономических расчетах наиболее распространены три показателя Э. э.:
- годовой — разность между годовым продуктом и годовыми затратами;
- интегральный — сумма годовых эффектов или разность между суммарным продуктом и суммарными затратами за расчетный период;
- среднегодовой — средняя из годовых эффектов за расчетный период.
Затраты в год, при работе на оборудовании, это есть затраты на электроэнергию, заработную плату. Новое оборудование потребляет 2,0 кВт/ч, стоимость одного кВт/ч 4 руб. С этим оборудованием работает один работник, получающий заработную плату в размере 30000 тысяч руб. Рабочий год составляет 12 месяцев. Оборудование работает 35 часов в неделю.
Таблица — 3 — Сокращение текущих расходов
|
Вид затрат |
Значение руб/мес |
После |
|
|
Заработная плата |
30000 |
26000 |
|
|
Отчисления(30,2%) |
85375 |
80470 |
|
|
Электроэнергия |
6586 |
5320 |
|
|
ИТОГО |
121960 |
111790 |
|
Новое оборудование позволит затрачивать намного меньше времени на производство, так как инспектор автоматизирован, значит это позволяет значительно снизить себестоимость и сократить количество занятого персонала. И это позволяет сократить число работников, а это значит и заработную плату в год.
Э1=(ТЗдо-ТЗпосле)*12
Где ТЗдо- текущие затраты до внедрения мероприятия
ТЗпосле- текущие затраты после внедрения мероприятия
ТЗ=Е*Ез*35*4+Зр*2
Где З — затраты при работе за месяц в руб.,
Е — стоимость одного кВт/ч руб.,
Е — потребление электроэнергии машиной в час;
З — зарплата одного рабочего в руб.,
ТЗдо=4*2,0*35*4+85375*2=171870
ТЗпосле=4*2,0*35*4+80470*2=162060
Э1=(171870-162060)*12=117720
Годовой экономический эффект Э∑, руб., составит
![]()
Э=111720
10.3 Расчет эффективности капитальных вложений
Эффективность — достижение каких-либо определенных результатов с минимально возможными издержками или получение максимально возможного объема продукции из данного количества ресурсов. Эффективность производства означает распределение имеющихся в наличии ресурсов между отраслями таким образом, что невозможно увеличить объем производства каких-либо товаров без сокращения объема производства других товаров.
![]()
![]()
Таким образом на каждый вложенный рубль приходиться 21 копейка.
10.4 Расчет срока окупаемости нового оборудования
Срок окупаемости- период времени, необходимый для того, чтобы доходы, генерируемые инвестициями, покрыли затраты на инвестиции.
формула расчёта срока окупаемости имеет вид:
![]()
где К — капиталовложение.
Э — экономический эффект.
Т — срок окупаемости.
![]()
Таким образом, все капитальные затраты на приобретение нового оборудования, его доставку и установку окупятся за 4,8 года и данное мероприятие является эффективным.
Вывод: таким образом, применение технологии инспекции пустой бутылки, экономически целесообразно.
11. ОХРАНА ТРУДА
11.1 Анализ условий труда
Одним из важнейших требований, предъявляемым государством к современным организациям является анализ условий труда. Организация обязана своевременно проводить аттестацию рабочих мест для выявления опасных и вредных условий труда и оценки их. Анализ условий труда поможет определить, какие мероприятия необходимо провести для доведения условий труда до нормативных, соответствующих закону о безопасности.
Условиями труда является совокупность различных факторов, влияющих на работоспособность и здоровье сотрудника организации, а так же на отношение данного сотрудника к труду и степень удовлетворенности им. Охрана и безопасность труда сотрудников является залогом стабильности компании, поэтому аттестация рабочих мест, представляющая собой комплексный анализ условий труда, должна проводиться периодически — каждые пять лет с момента проведения последних измерений. За проведение аттестации рабочих мест отвечает непосредственно руководитель организации, и за невыполнение ее он же несет административную и уголовную ответственность, также административный штраф. /1/.
Анализ условий труда на предприятии проводится с целью составления и разработки определенных оздоровительных мероприятий, что позволяет сократить несчастные случаи на производстве. При проведении анализа условий труда проводится оценка показателей напряженности и тяжести трудового процесса. С целью получения наиболее полного анализа условий труда проводятся инструментальные измерения уровня производственных факторов с оформлением протоколов. Формы протоколов устанавливаются нормативными документами, определяющими порядок проведения измерений, уровней показателей того или иного фактора. Таким образом, своевременное проведение анализа условий труда поможет организации соблюдать требования административных органов власти, а также заботиться о состоянии здоровья сотрудников на рабочем месте.
На рассматриваемом мной предприятии присутствует доставка персонала на работу и с работы. Продолжительность смены составляет 8 часов, обеденный перерыв 1 час, пункт питания имеется. Так же присутствует шкафчики для переодевания, умывальники, туалеты, комната отдыха и медпункт./1/
Несчастные случаи на производстве- это травмы, тепловые удары, ожоги, поражения электрическим током :/2/
Несчастные случаи делятся на:/2/
по количеству пострадавших — на одиночные (пострадал один человек) и групповые (пострадало одновременно два и более человека);
- по тяжести — легкие (уколы, царапины, ссадины), Тяжелые (переломы костей, сотрясение мозга), с летальным исходом (пострадавший умирает);
- в зависимости от обстоятельств — связанные с производством, не связанные с производством, но связанные с работой, и несчастные случаи в быту.
Причины возникновения несчастных случаев:/2/
организационная: отсутствие или некачественное обучение охране труда, отсутствие инструкций по охране труда, неудовлетворительное содержание рабочих мест и т.д.
технические: несоответствие нормам безопасности конструкции инструмента; неправильный выбор режима обработки, транспортировки; несоблюдение сроков планово-предупредительных ремонтов.
Санитарно-гигиенические: аномальные метеоусловия, загазованность, запылённость, плохое освещение, излучение и т.д.
Психофизиологические: высокая тяжесть и напряжённость труда, повышенная утомляемость, снижение внимательности.
Чаще всего причиной несчастных случаев является человеческий фактор, т.е. неправильные действия людей (непроизвольные или намеренные).
Поэтому изучают психологические особенности опасного и безопасного поведения людей во время трудового процесса, а также особенности возникновения неправильных действий людей, обусловленными их психофизиологией.
Неправильные действия могут быть непроизвольными и намеренными.
Ошибочными можно считать действия, которые человек совершает при плохой профподготовке, отсутствии навыков, знаний, несоответствии психофизиологических качеств выполняемой трудовой деятельности (нехватка памяти, некритичность мышления, утомление, ВПФ).
11.2 Анализ вредных и опасных производственных факторов
В производстве пива основными вредными производственными факторами являются пыль, шум, повышенная температура воздуха, монотонность труда на ряде производственных операций. Во время эксплуатации оборудования возникает опасность поражения электрическим током, возможен взрыв, баллонов.
При проектировании, строительстве, реконструкции и эксплуатации предприятий по производству солода, пива и безалкогольных напитков, разработке новых технологических процессов и видов оборудования должны быть предусмотрены меры, исключающие или уменьшающие до допустимых пределов воздействие на работников следующих возможных опасных и вредных производственных факторов./2/
а) физические факторы:
- движущиеся транспортные средства, машины, механизмы;
- подвижные части производственного оборудования (механические мешалки, рабочие органы солодоворошителей, вальцы, скребки);
- передвигающиеся изделия, заготовки, материалы (розлив в бутылки);
- повышенная запыленность воздуха рабочей зоны (склады зерна, подработочное, солодосушильное и дробильное отделения);
- повышенная загазованность воздуха рабочей зоны (диоксид углерода в цехах брожения и дображивания, аммиак в холодильно-компрессорных станциях, помещениях, охлаждаемых непосредственным испарением аммиака);
- повышенная температура поверхностей оборудования (сусловарочные, сироповарочные аппараты, трубопроводы пара, горячей воды, сусла, сиропов);
- повышенная температура воздуха рабочей зоны (варочные, купажные цехи);
- пониженная температура воздуха рабочей зоны (цехи брожения, дображивания и готовой продукции, склады тары, открытые площадки);
- повышенный уровень шума на рабочих местах (цехи розлива, компрессорные, дробильные отделения);
- повышенный уровень вибрационной нагрузки на оператора;
- повышенная влажность воздуха (солодовенный цех, цехи брожения и дображивания, моечные отделения);
- повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека;
- повышенный уровень статического электричества;
- отсутствие или недостаток естественного освещения;
- недостаточная освещенность рабочей зоны;
- повышенная яркость света (бракеражный автомат);
- расположение рабочего места на значительной высоте относительно поверхности земли (пола);
б) химические факторы:
- токсическое и раздражающее воздействие аммиака, моющих и дезинфицирующих средств на органы дыхания, кожные покровы и слизистые оболочки;
в) психофизиологические факторы:
- физические перегрузки;
- нервно-психические перегрузки (монотонность труда).
Баллоны; цистерны и бочки, наполненные сжиженными газами; компрессоры, паровые и водогрейные котлы относятся к сосудам, работающим под давлением. Разгерметизация их может привести к выбросу в рабочую зону токсичных паров и газов, ионизирующих излучений, тепловых излучений, резкому повышению давления, обрушению строительных конструкций и оборудования при взрыве. /8/
Взрыв баллона может быть следствием удара, нагревания солнечными лучами, переполнения сжиженными газами, ошибочного заполнения его другими газами (например, кислородного баллона метаном).
Для технологических процессов будут использовать каустическую соду, кальционированную соду, хлорную известь.
Каустическая сода NaOH в жидком и твердом виде вызывает ожоги и особенно опасна при попадании в глаза. После ожогов остаются рубцы. Действие раствора NaOH на тело тем сильнее, чем выше его концентрация и температура. ПДК паров каустической соды 0,5 мг/м3. Твердую каустическую соду будут хранить в стальных гофрированных барабанах, жидкую — в стальных бочках. Концентрированные растворы затвердевают при температуре 3-4 °С. Во избежание этого в холодное время года трубопроводы для каустической соды будут обогревать и теплоизолировать. При нагревании раствора NaOH или попадании в горячую щелочь брызг влаги может произойти внезапный выброс щелочи и поражение ею тела или одежды./3/
Кальцинированная сода Na2CO3 — порошок белого цвета, растворимый в воде. Раствор имеет щелочную реакцию. При длительной работе с растворами возможны экземы, разрыхление и изъязвление кожи, дерматиты. Концентрированный раствор вызывает ожог и помутнение роговицы. Кальцинированную соду будут хранить в многослойных бумажных мешках в сухих складских помещениях.
Слив кислот и щелочей из цистерн будет производиться с помощью специальных сифонов и насосов.
Рабочие, занятые разгрузкой и транспортированием кислот, будут снабжаться герметическими защитными очками, спецодеждой из плотной кислотостойкой ткани, резиновыми перчатками и обувью./6/
Хлорная известь СаОС12 — белый порошкообразный продукт. Выделяющаяся пыль и пары хлора раздражают кожу, глаза, верхние дыхательные пути, могут вызвать бронхиальную астму, повреждение зубов. Средствами защиты являются респираторы, защитные очки, перчатки. Хранят известь в деревянных бочках, в закрытых, сухих, затемненных и хорошо вентилируемых складах. Недопустимо хранение совместно с огнеопасными и взрывчатыми веществами, смазочными маслами, баллонами со сжатыми газами и металлом./6/
11.3 Мероприятие по повышению безопасности и улучшению условий труда
В сохранении здоровья и работоспособности важную роль играет свет. Производственное помещение устанавливается в соответствии с требованиями СНиП 23-05-96 в зависимости от:/9/
характеристики зрительной работы (наименьшего размера объекта различения, светлости фона, величины контраста объекта с фоном); разряда и подразряда зрительной работы;
- вида и системы освещения (для искусственного освещения).
Существенную роль в снижении производственного травматизма играет правильно выполненная система освещения. Рациональное производственное освещение обеспечивает психологический комфорт, предупреждает зрительное и общее утомление, исключает профессиональные заболевания глаз, снижает опасность травматизма и обеспечивает производительность труда. В зависимости от источников света производственное освещение может быть естественным, искусственным и совмещенным.
На предприятии в светлое время суток будет использоваться естественное боковое освещение, которое характеризуется коэффициентом освещенности Ко (отношение площади окон к площади пола), зависящим от наименования помещения. Так, для коридоров Ко=1:12, для цеха Ко=1:10 или 1:6./9/
При недостаточном естественном освещении и в темное время суток примем искусственное освещение, создаваемое люминесцентными лампами. Для люминесцентных ламп применяем многоламповые светильники, обеспечивающие требуемое направление светового потока на рабочие поверхности, защиту глаз от слепящего действия ламп, их предохранение от загрязнений, механических повреждений и неблагоприятного воздействия внешней среды .
На заводе будем использовать светильники с люминесцентными лампами типа ПВЛМ и ЛСП02 с двумя лампами, мощностью по 40 Вт, а также светильники типа ЛСП18 с одной лампой, мощностью по 40 Вт. На предприятии предусмотриваем аварийное освещение в проходах, коридорах, на лестницах, в цехе розлива. В местах прохода людей обеспечиваем освещенность в помещениях 0,5 лк, на открытых территориях — 0,3 лк. При недостаточном естественном освещении или в темное время суток в производственных помещениях необходимо устанавливать мощные газоразрядные светильники, проводить побелку стен и потолка, отчищать стекла оконных проемов и ламп, контролировать освещенность, для чего используются люксметры./7/
Рациональное цветовое оформление производственного интерьера действенный фактор улучшения условий труда и жизнедеятельности человека. Цвета воздействуют на человека по-разному: одни цвета успокаивают, а другие раздражают.
Поддержание рациональной цветовой гаммы в производственных помещениях достигнем правильным выбором осветительных установок, обеспечивающих необходимый световой спектр. В процессе эксплуатации осветительных установок предусматриваем регулярную очистку от загрязнений светильников и остекленных проемов, своевременную замену отработавшей свой срок службы лампы, контроль напряжений питания осветительной сети, регулярную и рациональную окраску стен, потолка, оборудования.
Для удобства и безопасности очистки осветительных установок применяем передвижные тележки, телескопические лестницы, подвесные люльки. Очищать светильники следует при отключенном питании.
При недостаточности освещения в производственных помещениях необходимо устанавливать мощные светильники, проводить побелку стен и потолка, отчищать стекла оконных проемов и ламп, контролировать освещенность цеха.
Основным способом борьбы с шумом является его ослабление или устранение непосредственно в источнике возникновения, применение звукопоглощения и звукоизоляции.
Главными направлениями борьбы с шумом являются его ослабление или ликвидация непосредственно в источнике образования. Для достижения этого в соответствии со СниП 11.22-77 необходимо применять звукоизолирующие кожухи» составлять график регулярной смазки рабочих органов и подшипников с последующим контролем за их состоянием, применение пластмасс, текстолита, резины для изготовления деталей оборудования, Возможно так же использование звукопоглощающих элементов./5/
Уровни звуковых давлений нормируются в девяти октавных полосах частот (таблица 9) (согласно ГОСТ 12.1.003-83) /5/.
Уровень звука на рабочем месте не должен превышать 80 дБА (ГОСТ 12.1.003-83) /5/.
Таблица — 4 — Уровни звукового давления
|
Рабочие места |
Уровни звукового давления в дБ |
||||||||
|
31.5 |
63 |
125 |
250 |
500 |
1000 |
2000 |
4000 |
8000 |
|
|
Выполнение всех видов работ на постоянных рабочих местах в производственных помещениях |
107 |
95 |
87 |
82 |
78 |
75 |
73 |
71 |
69 |
Для обеспечения безопасности работ в действующих электроустановках при частичном или полном снятии напряжения на рабочих местах выполняются следующие технические мероприятия: отключаются необходимые электроустановки или их части и принимаются меры, препятствующие подаче напряжения к месту работы; непосредственно для проверки отсутствия напряжения накладывается заземление на отключение токоведущих частей электроустановки; ограждается рабочее место и вывешиваются предостерегающие и разрешающие плакаты.
Вибрация, возникающая в подработочном отделении, вызывает преждевременный износ деталей и узлов оборудования, разрушение фундамента и опор, искажает показания измерительных приборов и отрицательно сказывается на здоровье работающих. Нормирование производственной вибрации будет осуществляться согласно СанПиН 2.2.4/2.2.8.10-33-2002 «Производственная вибрация, вибрация в помещениях жилых и общественных зданий» и составляет 13-2 мм/с (108-92 дБ).
Помещения без повышенной опасности — это сухие, беспыльные помещения с нормальной температурой воздуха и с изолирующими (например, деревянными) полами./10/
Повышение электробезопасности в установках достигается применением систем защитного заземления, зануления, защитного отключения и других средств и методов защиты, в том числе знаков безопасности и предупредительных плакатов и надписей.
Защитное зануление — присоединение к неоднократно заземленному нулевому проводу питающей сети корпусов оборудования и других металлических частей оборудования, которые в нормальных условиях не находятся под напряжением, но в результате нарушения изоляции электрической установки могут оказаться под напряжением./11/
При опасности прикосновения к токоведущим частям электроустановок необходимо применить следующие мероприятия:
- надежная изоляция проводов от земли и корпусов электроустановок, создающая безопасные условия для обслуживания персонала;
- сплошные или сетчатые ограждения, для обеспечения недоступности токоведущих частей оборудования и электрических сетей;
- применить блокировку в электроустановках напряжением свыше 250 В.
Повышение электробезопасности достигается путем применения изолирующих, ограждающих, предохранительных и сигнализирующих средств защиты.
Соблюдение норм (ГОСТ 12.1.038 — 82) предельно допустимых напряжений и токов, протекающих через тело человека (рука-рука, рука-нога) при аварийном режиме работы электроустановок производственного и бытового назначения постоянного и переменного тока частотой 50 и 400 Гц./12/
Напряжения прикосновения и токи, протекающие через тело человека при нормальном (неаварийном) режиме электроустановки, не должны превышать значений, указанных в табл.1./12/
Таблица — 5 — Напряжения прикосновения и токи
|
Род тока |
U, В |
I, мА |
|
не более |
||
|
Переменный, 50 Гц |
2,0 |
0,3 |
|
Переменный, 400 Гц |
3,0 |
0,4 |
|
Постоянный |
8,0 |
1,0 |
|
Примечания: 1 Напряжения прикосновения и токи приведены при продолжительности воздействий не более 10 мин в сутки и установлены, исходя из реакции ощущения. 2 Напряжения прикосновения и токи для лиц, выполняющих работу в условиях высоких температур (выше 25°С) и влажности (относительная влажность более 75%), должны быть уменьшены в три раза. |
||
Анализ микроклимата производства. Пивное производство можно отнести к работам средней тяжести — категория 2а. Температура воздуха в помещении 22-23 0С, температура поверхности оборудования 400С, относительная влажность 40-60 % .Согласно СанПиН 2.2.3.548 — 96 параметры микроклимата должны составлять для холодного периода года, категории 2а, температура воздуха 19-210С, температура поверхности 18-220С, относительная влажность 40-50%, скорость движения воздуха 0,2 м/с; для теплого периода года температура воздуха 20-220С, температура поверхности оборудования 19-230С, относительная влажность 40-60%,скорсть движения воздуха 0,2 м/с. Фактические параметры микроклимата соответствуют допустимым./8/
Допустимые величины показателей микроклимата на рабочих местах производственных помещений/8/
Таблица — 6 — Допустимые величины показателей микроклимата
|
Период года |
Категория работ по уровню энергозатрат |
Температура воздуха, оС |
Температура поверхностей, оС |
Относительная влажность воздуха,% |
Скорость движения воздуха, м/с |
||
|
диапазон ниже оптимальных величин |
диапазон выше оптимальных величин |
для диапазона температур воздуха |
|||||
|
ниже оптимальных величин, не более |
выше оптимальных величин, не более |
||||||
|
холодный |
2а (175-232) |
17.0-18.9 |
21.1-23.0 |
16-24 |
15-75 |
0.1 |
0.3 |
|
теплый |
18.0-19.9 |
22.1-27.0 |
17-28 |
0.1 |
0.4 |
||
Предприятие по электроопасности объекта проектирования по ПУЭ-2008 относится к помещению с повышенной опасностью, характеризующиеся наличием в них одного из следующих условий, создающих повышенную опасность:/19/
сырость или токопроводящая пыль;
- токопроводящие полы (металлические, земляные, железобетонные, кирпичные и т.п.);
- высокая температура ;
— возможность одновременного прикосновения человека к металлоконструкциям зданий, имеющим соединение с землей, технологическим аппаратам, механизмам и т.п., с одной стороны, и к металлическим корпусам электрооборудования (открытым проводящим частям), с другой.
11.4 Пожарная безопасность
Степень пожароопасности технологического процесса производства пива, прежде всего, определяется огнеопасными свойствами применяемых в производстве веществ.
Ответственность за пожарную безопасность на предприятии возлагается на руководителя (работодателя).
Ответственных за пожарную безопасность отдельных цехов, лабораторий, отделов, складов, мастерских и других производственных участков определяет руководитель предприятия (работодатель).
Руководители предприятий (работодатели) обязаны:
- организовать на подведомственных объектах изучение и выполнение Правил пожарной безопасности в Российской Федерации всеми работниками предприятия;
- (ПОТ РО-97300-12-97 Правила по охране труда в пиво-безалкогольной отрасли пищевой промышленности) — организовать на объектах пожарно-техническую комиссию и добровольную пожарную дружину и обеспечить их работу;
- организовать проведение на объектах противопожарного инструктажа и занятий по пожарному минимуму;
— установить в производственных, административных, складских и вспомогательных помещениях строгий противопожарный режим (оборудовать места для курения, определить места и допустимое количество единовременного хранения сырья и готовой продукции, установить четкий порядок проведения огневых работ, порядок осмотра и закрытия помещений после окончания работы) и контролировать его соблюдение./20/
Для всех производственных и складских помещений должна быть определена категория взрывопожарной и пожарной опасности, а также класс зоны по Правилам устройства электроустановок ПУЭ- 2008, которые надлежит обозначить на дверях помещений./19/
Помещения категорий А, Б и В предприятий по производству солода, пива и безалкогольных напитков должны быть оборудованы автоматической пожарной сигнализацией.
В пожароопасных цехах и на оборудовании, представляющем опасность взрыва или воспламенения, в соответствии с требованиями ГОСТ 12.4.026 должны быть вывешены знаки, запрещающие пользование открытым огнем, а также знаки, предупреждающие об осторожности при наличии воспламеняющихся и взрывчатых веществ. Руководитель предприятия (работодатель), начальник цеха (участка) обязаны ознакомить всех работающих со значением таких знаков./17/
В каждом подразделении (цехе, мастерской, лаборатории или участке) должна быть изучена и вывешена на видном месте инструкция о мерах пожарной безопасности, разработанная руководителем соответствующего подразделения, согласованная с местной пожарной охраной и утвержденная руководителем предприятия (работодателем).
На каждом предприятии должны быть данные о показателях взрывопожароопасности веществ и материалов, применяемых в технологических процессах, по ГОСТ 12.1.044./18/
При работе с пожароопасными и взрывоопасными веществами и материалами должны соблюдаться требования маркировки и предупредительных надписей на упаковках или указанные в сопроводительных документах.
Использование (если это не предусмотрено технологическим регламентом), хранение и транспортирование веществ и материалов, которые при взаимодействии друг с другом вызывают воспламенение, взрыв или образуют горючие и токсичные газы (смеси), должны производиться раздельно.
Применение в технологических процессах материалов и веществ с неисследованными показателями их взрывопожароопасности или не имеющих сертификатов, а также их хранение совместно с другими материалами и веществами не допускается.
К причинам пожара на предприятии по производству пива относятся:
- нарушения требований проектирования промышленных и вспомогательных зданий и сооружений, выбора строительных материалов и конструкций, планировки помещений, расположения технологического оборудования и коммуникаций;
- отклонения от правил эксплуатации и ремонта оборудования потребителей электроэнергии и электрических сетей, нарушение должностных инструкций в части пожаробезопасности;
- нарушения правил и сроков уборки осевшей горючей пыли, работа на неисправном технологическом оборудовании или с нарушением режимов технологических процессов, применение инструмента, при ударах которого о твердую поверхность возникают искры, применение электрооборудования, не соответствующего категории пожаро и взрывоопасности производства;
- плохой электрический контакт в местах присоединения проводников;
- нарушение целостности изоляции, другие неисправности и повреждения потребителей электрической энергии или сетей;
- отсутствие средств защиты от статического электричества на технологическом оборудовании и на работающих;
- отсутствие или нарушение целостности молниеотводов, а также средств защиты от вторичных проявлений линейных разрядов атмосферного электричества.
В соответствии с нормами технологического проектирования помещения цех розлива относится к категории Д — Негорючие вещества и материалы в холодном состоянии, горючие вещества и материалы в таком количестве, что удельная пожарная нагрузка на участке их размещения в помещении не превышает 100 МДж/м2, а пожарная нагрузка в пределах помещения — 1000 МДж ./14/
Отделение дробления солода относится к категории Б — Горючие пыли или волокна, с температурой вспышки более 28 °С, горючие жидкости в таком количестве, что могут образовывать взрывоопасные пыле- или паровоздушные смеси, при воспламенении которых развивается расчетное избыточное давление взрыва в помещении, превышающее 5 кПa./14/
По классу пожароопасных зон относится к классу В — II а (отделение дробления солода, отделения с просеивающим аспирационным и выбойным оборудованием и т.д.)/14/
Производственные здания и сооружения по степени огнестойкости относятся ко II группе — здания с несущими и ограждающими конструкциями из естественных или искусственных каменных материалов, бетона или железобетона с применением листовых и плитных негорючих материалов. В покрытиях зданий допускается применять незащищенные стальные конструкции./14/
Система пожарной защиты на предприятии включает мероприятия и средства, направленные на применение конструкций с регламентированным пределом огнестойкости; предотвращение распространения пожара и обеспечение эвакуации работающих на предприятии при возникновении пожара; организацию пожарной охраны; ограничение применения горючих веществ в технологическом процессе; изоляцию горючей среды; использование средств пожарной сигнализации и тушения пожара.
Среди мер, предотвращающих распространение пожара, большое значение имеет применение огнепреградительных устройств на технологических коммуникациях, а также в системах вентиляции, кондиционирования воздуха, воздушного отопления и продуктопроводах. Для своевременного извещения о возникшем пожаре в ближайшую пожарную часть используют автоматическую электрическую систему пожарной сигнализации. Автоматические системы электрической пожарной сигнализации состоят из автоматических извещателей, линий связи, приемной станции и источника питания.
Загорания в начальной стадии их развития могут быть потушены с помощью первичных средств пожаротушения к ним относятся огнетушители, внутренний пожарный кран с комплектом оборудования (рукава, стволы, топоры и ведра).
Их размещают на видных местах. Огнетушитель ОХП — 10 вывешиваются на видном месте на высоте полтора метра от пола до нижнего его торца, эти огнетушители применяются для тушения почти всех горючих веществ. На данном предприятии применяется автоматическая установка газового пожаротушения с помощью жидкого диоксида углерода для тушения жидких и твердых материалов. Диоксид углерода хранится на предприятии в изотермических резервуарах под давлением до 2,5 МПа./15/
При использовании диоксида углерода следует иметь в виду что 10%-ная концентрация его в воздухе опасна, а 20%-ная смертельна для человека. Поэтому перед включением установки люди должны покинуть помещение. Для извещения работающих о необходимости эвакуации обязательно устанавливаются сигнальные
11.5 Расчёт защитного зануления
- Определение номинального тока двигателя./16/
Iном.дв= 
где Рдв-мощность двигателя,кВт;л-линейное напряжение в сети,В;
![]() дв- КПД двигателя.ном.дв=
дв- КПД двигателя.ном.дв= =21,9 (А)
=21,9 (А)
- Определение номинального тока защиты (плавкой встваки).
ном.вст= 
где Iп-пусковой ток двигателя,А;ном.вст=  =59,6 (А)
=59,6 (А)
Определив значение Iном.вст по шкале токов плавких вставок выбирают ее ближайшее номинальное значение.
Стандартные плавкие вставки имеют следующие номинальные токи: 4, 6, 10, 15, 20, 25, 35, 45, 60, 80, 100, 125, 160, 200, 225, 260, 300, 350, 430, 500, 600, 700, 850, 1000 А.ном.вст=60
п= Iном.дв*ki
где ki-коэффициент запаса.п=21,9*6,8=148,9
- Определение необходимого значения тока короткого замыкания.
к.з= Iном.вст*К
Где К-коэффициент кратности.к.з=59,6*3,5=208,6
- Определение сопротивления фазного и нулевого проводников.
ф-н= 
Где Uф-фазное напряжение,В;тр-сопротивление питающего трансформатора,Ом.ф-н=  =0,79 (Ом)
=0,79 (Ом)
- Определение активного сопротивления фазы.
ф= 
где Р-удельное сопротивление материала
Рмеди=0,018м* /м; Рал=0,028Ом*/м;ф-длинна фазного провода,м(расстояние от трансформаторной подстанции до помещения,в котором находится электроприёмник);ф-сечение фазного провода, ;
Сечение фазного провода определяется по минимальному току в фазе питающего трансформатора
ном.ф= Iном.тр= 
Где Рн.тр-мощность трансформатора,кВ*А.ном.ф= Iном.тр=  =151,9 (А)
=151,9 (А)
- Определение сопротивления нулевого провода Rн, Ом.
н=Rф-н-Rф
н=0,79-0,051=0,739 (Ом)
- Определение расчётного сечения нулевого провода Sн.р,мм^2.
н.р= 
н.р=  =4,87 ()
=4,87 ()
Для обеспечения тока короткого замыкания ![]() = 21,9 А , было рассчитано сечение нулевого привода Sн.р= 4,87 и принято стандартное Sн.р= 6
= 21,9 А , было рассчитано сечение нулевого привода Sн.р= 4,87 и принято стандартное Sн.р= 6
ЗАКЛЮЧЕНИЕ
При анализе предприятия ОАО «Балтика- Хабаровск» была изучена структура предприятия, Технология производства пива, система и средства контроля качества продукции, а так же работа микробиологической лаборатории. Продукция ОАО «Балтика- Хабаровск» сертифицирована и имеет высокие потребительские свойства.
На предприятии за контроль качества продукции отвечает производственная лаборатория.
Предприятием была выявлена проблема в блоке линии розлива, связанная с большим количеством разбитой и сколотой стеклянной тары. В связи с предлагаемым законопроектом о запрете ПЭТ- упаковок и запрете повторного использования стеклотары, для устранения этой проблемы предложено ввести в линию розлива автоматические инспекторы пустой тары LOELL LINOS. Данное введение поможет заводу сократить число разбитых и сколотых бутылок на линии розлива, что заметно сократит его затраты на закупку стеклотары и улучшит качество розлива пива на заводе.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
[Электронный ресурс]//URL: https://inzhpro.ru/diplomnaya/tehnologiya-proizvodstva-piva/
1) Денисенко Г.Ф. Охрана труда: Учебное пособие для вузов. — М.: Высш. шк., 2005. — 319 с.
2) Белов С.В Безопасность жизнедеятельности. М.: Высш. шк.,2008. — 448 с.
3) Предельно допустимые концентрации (ПДК) вредных веществ в воздухе рабочей зоны: ГН 2.2.5.1313-03. — М.: Стройиздат, 2003. — 147 с.
4) ГОСТ 12.1.005-88 Общие санитарно-гигиенические требования к воздуху рабочей зоны. М.: Госстандарт, 1988 — 49 с.
ГОСТ 12.1.003-83 Шум. Общие требования безопасности. М.: Госстандарт, 1983 — 13 с.
6) ГОСТ 12.1.007-99 Вредные вещества. Классификация и общие требования безопасности. М.: Госстандарт, 1999 — 7 с.
Гигиенические требования к естественному, искусственному и совмещенному освещению: СанПиН 2.2.1/2.1.1.1278-03. СПб., НИИОТ СПб., 2003. — 15 с.
Гигиенические требования к микроклимату производственных помещений: СанПиН 2.2.4.548-96. — М.: Стройиздат, 1997. — 12 с.
9) СНиП 23-05-96 Естественное и искусственное освещение. М.: Стройиздат, 1996. — 72 с.
СНиП 23-03-03 Зашита от шума. М.: Книга сервис, 2003. — 42 с.
ГОСТ 12.1.030-96 Электробезопасность. Защитное заземление и зануление. М.: Госстандарт, 1996 — 10 с.
ГОСТ 12.1.038-01 Электробезопасность. Предельно допустимые значения напряжений прикосновения и токов. М.: Госстандарт, 2001 — 7 с.
СНИП 21-01-97 Пожарная безопасность зданий и сооружений. М.: Книга сервис, 1997. — 28 с.
НПБ 105-2003 Определение категорий помещений и зданий по взрывопожароной опасности. М.: Стройиздат, 2003. — 28 с.
Долин П.А Справочник по технике безопасности. М. Изд-во МГУ 1985. — 46 с.
16) Методические указания по охране труда. Расчёт защитного зануления: Методические указания к лабораторной работе для студентов всех специальностей/ Сост. Т.В.Тупицына, М.Н.Кофанов. — Кафедра ЭрИБЖД Хабаровск. ТОГУ,2008 — 5с.
ГОСТ 12.4.026-2001 Цвета сигнальные, знаки безопасности и разметка сигнальная. М.: Госстандарт, 2001 — 20 с.
ГОСТ 12.1.044-89 Пожаровзрывоопасность веществ и материаллов. М.: Госстандарт, 1991- 10 с.
ПУЭ-2008 Правила устройства электроустановок. М.: Госстандарт, 2000- 40с.
ПОТ РО — 97300-12-97 Правила по охране труда в пиво-безалкогольной отрасли пищевой промышленности. М.: Госстандарт, 1997 — 20 с.
ИК 10-04-06-140-87 Инструкция санитарно- микробиологического контроля пивоваренного и безалкогольного производства. М.: Госстандарт, 1988 — 25 с.
ГОСТ Р 51174- 98 Пиво. Технические условия. Методы анализа. М.: Госстандарт, 1998 — 20 с.
ГОСТ 2874-82 Вода питьевая . Гигиенические требования и контроль за качеством. М.: Госстандарт, 1985 — 10 с.
ТР ТС 005/2011 Технический регламент Таможенного союза «О безопасности упаковки». М.: Утвержден Решением № 769 комиссии таможенного союза, 2011 — 20 с.
25) Инструкция по эксплуатации инспектора пустой бутылки LOELL LINOS
26) ГОСТ 7625-86 Бумага этикеточная. Технические условия. М.: Госстандарт, 1990 — 10 с.
27) <http://www.beerale.ru/istoriia-pivovarenii/> История пивоварения в России
<http://primkray.ru/blog/istoriya-piva> История пивоварения на Дальнем Востоке
29) А.В. Вельможин, В.А. Гудков, Л.Б. Миротин Теория организации и управления предприятием.- Волгоград, — Политехник, 2001 г.
ГОСТ Р 53358-2009 Продукты пивоварения. М.: Госстандарт, 2009 — 10 с.
МУК 4.2.734-99 Микробиологический мониторинг производственной среды. М.: Минздрав России 1999 — 15 с.
ГОСТ Р 51474-99 Упаковка. Маркировка. М.: Госстандарт, 1999 — 25 с.
ГОСТ 29249-92. Солод. Получение солода. Качественные показатели. М.: Госстандарт, 1992 — 15 с.
ГОСТ 5060-86. Ячмень пивоваренный. Технические условия. М.: Госстандарт, 1986 — 15 с.
ГОСТ 12786-80. Пиво. Правила приемки и методы отбора проб. М.: Госстандарт, 1981 — 30 с.
ГОСТ Р 51214-98 — Средства укупорочные. М.: Госстандарт, 1998 — 18 с.