
Лазеры – это источники когерентного оптического излучения, принцип действия которых основан на использовании явления индуцированного излучения. Слово «лазер» представляет собой аббревиатуру английской фразы «Light Amplification by Stimulated Emission of Radiation», переводимой как усиление света в результате вынужденного излучения. Гипотеза о существовании вынужденного (индуцированного) излучения была высказана в 1917 г. А. Эйнштейном. В 1940 г. профессор Московского энергетического института В. А. Фабрикант сформулировал условия, при выполнении которых можно обнаружить индуцированное излучение, а в 1951 г. он совместно с М. М. Вудынским и Ф. А. Бутаевой получил авторское свидетельство на способ усиления электромагнитного излучения. Устройство, генерирующее электромагнитные колебания на основе использования явления индуцированного излучения в СВЧ диапазоне, было создано в 1953—1954 гг. Н. Г. Басовым и А. М. Прохоровым в СССР и группой Ч. Таунса в США.
В 1958 г. А. М. Прохоров в СССР, а в США Ч. Таунс и А. Шавлов показали возможность использования индуцированного излучения для создания генераторов когерентного оптического излучения — лазеров. В 1959 г. Н. Г. Басову и А. М. Прохорову за разработку нового принципа генерирования и усиления электромагнитных колебаний и создание на основе этого принципа СВЧ генераторов и усилителей была присуждена Ленинская премия, а в 1964 г. совместно с Ч. Таунсом — Нобелевская премия по физике за исследования в области квантовой электроники.
2. ПРИНЦИП РАБОТЫ ЛАЗЕРА
2.1 Сущность явления усиления света
Для понимания сущности этого явления необходимо более подробно изучить элементарные акты взаимодействия электромагнитного излучения с атомной системой. Рассмотрим для простоты двухуровневую систему, т. е. атомы, обладающие двумя энергетическими уровнями Е1 и Е2 (Е2>Е1).
Пусть N1— число атомов в единице объема вещества, находящихся на нижнем энергетическом уровне Е1, а N2 —- на верхнем уровне Е2. Тогда в результате взаимодействия электромагнитной волны с атомами вещества будут происходить изменения ее интенсивности, обусловленные следующими элементарными процессами.
Вынужденнное поглощение
dN1/dt=B12p(v)N1
где B12 – коэффициент Энштейна, такой, что B12p(v) – вероятность этого вынужденного перехода, а p(v) – спектральная плотность энергии волны.
Спонтанное излучение
dN2сп/dt=A21N2
Механизмы действия высокоинтенсивного лазерного излучения на биологические ткани
... вынужденного и первоначального излучений также равны. Вынужденный поток фотонов когерентен возбуждающему, т.е. имеет те же фазовые характеристики 6. Низкоинтенсивные лазеры, свойства, действие на биологические ткани Низкоинтенсивное лазерное излучение ... то есть формируется когерентное излучение. Индуцированное излучение Вы́нужденное излуче́ние, индуци́рованное излучение - генерация нового фотона при ...
где A21 — коэффициент Эйнштейна. Так как эти переходы происходят в результате внутренних причин и статистически независимы, то спонтанное излучение носит тепловой характер и по отношению к внешнему электромагнитному полю будет некогерентным.
Вынужденное, или индуцированное, излучение
dN2вын/dt=B21p(v)N2
Главной особенностью этих переходов является то, что излучаемый под действием внешнего поля квант полностью когерентен с этим полем, т. е. имеет ту же частоту, фазу, поляризацию и распространяется по тому же направлению. Таким образом, вынужденное излучение является когерентным по отношению к внешнему полю. Вероятностные коэффициенты Эйнштейна, B21 и B12 связаны между следующим образом:
B12=B21 , A21=(8пhv3/c3)*B12 .
I=I0e-kx, N1>N2
Когда в условиях инверсии заселенности уровней электрон переходит на нижний уровень, испуская фотон, то последний, проходит через множество окружающих его возбужденных атомов и способен вызвать излучение фотона у какого- либо из них. Оба фотона перемещаются в одном и том же направлении и к тому же они практически когерентны. Каждый из этой пары фотонов может повторить тот же процесс, и через очень непродолжительное время благодаря своего рода цепной реакции образуется фотонная лавина, в которой все фотоны имеют одну и туже частоту, все движутся в одном направлении и все оптически когерентны. Эта лавина фотонов может быть значительно усилена с помощью одного оптического трюка. Если всю систему поместить в резонатор (между двумя не полностью отражающими зеркалами), то в высокой степени когерентный и направленный свет будет многократно проходить внутри области инверсией заселенности. Поскольку скорость света очень велика, весь процесс многократного отражения света с постоянно нарастающей интенсивностью происходит за весьма малый промежуток времени, и при соблюдении необходимых условий возникает очень интенсивный и очень кратковременный световой импульс, обладающий совершено особыми свойствами. Лазерные лучи строго монохроматичны и когерентны, имеют очень малую угловую расходимость, имеют огромную мощность излучения.
Таким образом, для получения лазерного излучения необходимо иметь частицы, в которых может быть создана инверсная заселенность, резонатор и устройство, обеспечивающее получение инверсного состояния. Частицы, в которых может быть создана инверсная заселенность, называют активными веществами лазера. Совокупность же элементов, обеспечивающих получение инверсной заселенности, называют устройством или системой накачки.
2.2 Активные вещества
В настоящее время в качестве активных веществ лазеров используются твердые тела, полупроводники, жидкости, газы. В соответствии с этим различают твердотельные лазеры, т. е. лазеры, у которых в качестве активного вещества используются диэлектрические кристаллы или стекла с примесью активных частиц; жидкостные лазеры, у которых активное вещество находится в жидком состоянии; полупроводниковые лазеры и газовые лазеры, активными частицами которых могут быть атомы, ионы или молекулы собственно газов или пары металлов.
твердотельных лазеров
Свойства активного вещества определяются не только активатором, но и матрицей. Матрица должна быть прозрачной, т. е. не иметь ни собственного, ни примесного поглощения на частоте генерации, иметь высокую оптическую и механическую однородность, теплопроводность, твердость, термическую и химическую стойкость. В качестве матриц активных веществ широко используются:
Реферат газовые лазеры
... применяют лазеры сравнительно невысокой средней мощности: это газовые лазеры импульсно- периодического действия, лазеры на кристаллах иттрий ... центре спектральной линии данного атомного перехода, и в результате этого ... стекла, кристаллы, полупроводники и т.д.); конструкцией резонатора; режимом работы (импульсный, непрерывный). Эти различия определяются многообразием требований к характеристикам лазера ...
— простые оксидные кристаллы с упорядоченной структурой (рубин А12О3: Сг3+; иттрий-алюминиевый гранат, активированный неодимом, Y3Al5O12: Nd3+; вольфрамат кальция, активированный неодимом, и др.);
— смешанные фторидные кристаллы с разупорядоченной структурой (CaF2 — SrF2:Nd13+; BaF2 — GdF3: Nd3+ и др.);
— оксидные лазерные кристаллы с разупорядоченной структурой (Lr02 — Y203: Nd3+; Na5N (WO4): Nd3+ и др.);
- лазерные стекла.
В лазерные стекла ионы активатора входят не как ионы, изоморфно замещающие катионы решетки, а как компоненты стекла. Стекла имеют несомненные преимущества перед кристаллическими основами. Они изготовляются из дешевого сырья, просты в производстве и могут производиться массово с заданными и воспроизводимыми свойствами. Из стекол просто изготовить изделия любых размеров и формы при сохранении высокой однородности состава и изотропности свойств. Одним из самых важных их преимуществ является возможность введения активатора в практически любых концентрациях. Так, концентрация неодима в стекле достигает 3—4%, в то время как концентрация хрома в рубине не должна превышать сотых долей процента.
![]()
Полупроводниковые
Наиболее простыми и наглядными являются переходы «зона — зона», когда переход из зоны проводимости в валентную зону происходит с излучением фотона, а обратный — с поглощением.
Под воздействием накачки электрон переходит из валентной зоны в зону проводимости, и образуется пара электрон — дырка. Как и любая система, электрон и дырка стремятся занять положение, соответствующее минимальной энергии, поэтому электрон стремится занять разрешенное положение возле дна зоны проводимости, а дырка — возле потолка валентной зоны. Практически у всех полупроводников состояния у дна зоны проводимости являются метастабильными, и в этом отношении они могут считаться четырехуровневыми системами.
Для полупроводников, легированных водородоподобными атомами (например, атомом цинка в арсениде галлия), характерны переходы «зона — примесь». Атомы примеси быстро захватывают избыточные носители из близкой к ним зоны, так что скорость рекомбинации через примесь сравнима со скоростью межзонной рекомбинации, и переход осуществляется между уровнем примеси и зоной собственно полупроводника. В случае сильного легирования уровни уширяются, энергия ионизации уменьшается и в пределе уровни полностью сливаются с собственной зоной. Ширина запрещенной зоны при этом уменьшается, а длина волны генерируемого излучения увеличивается.
Излучательные переходы возможны и в донорноакцепторных парах, т. е. возможны переходы между водородоподобными примесями у обоих краев запрещенной зоны. Такие переходы происходят с большим квантовым выходом, но они достаточно ярко выражены только в слаболегированных полупроводниках.
Методы и средства защиты природной среды от электромагнитных излучений
... энергетическом взаимодействии, второй -- с анализом информационного взаимодей-ствия ЭМП с элементами биологической си-стемы. Защита от действия ЭМП 1. Экранирование (активное и пассивное; источника электромагнитного излучения или же объекта защиты; ...
К полупроводниковым лазерам относят обычно и лазеры на твердых растворах родственных соединений, часто называемых лазерами на основе гетеропереходов. Эти растворы интересны, прежде всего, тем, что при смешивании соединений с одинаковым типом решетки можно получить непрерывный ряд твердых растворов с практически непрерывным изменением ширины запрещенной зоны, а, следовательно, и длины волны лазерного излучения.
жидкостных
— растворы дикстонатов редкоземельных элементов (европия, тербия или неодима) в органических красителях;
- растворы неорганических соединений редкоземельных элементов;
— красители — сложные органические соединения, обладающие интенсивными полосами поглощения в видимой и ультрафиолетовой областях спектра. В жидкостных лазерах с редкоземельными элементами лазерное излучение возникает на переходах с метастабильных уровней ионов этих элементов. Возбуждение активного иона в металлоорганичеокой жидкости происходит в результате внутримолекулярной передачи энергии от органической части комплекса к иону.
В неорганические растворители в настоящее время вводят только один активный элемент — неодим. Генерация идет по четырехуровневой схеме. Излучение накачки поглощается собственными полосами поглощения иона неодима. В качестве растворителя часто используют двухкомпонентные смеси оксихлоридов селена (SеОС12) и фосфора (РОС13) с галогенидами элементов III, IV и V групп.
Наиболее эффективными лазерными материалами на органических красителях являются кумарины, фталимиды, производные окзасола и диозола, ксантеновые, полиметиновые и оксазиновые красители. Активным веществом в них выступает краситель, а матрицей — растворитель. Спектр генерации органических красителей без селекции типов колебаний обычно составляет 5—20 нм. Введением селективных элементов можно сузить спектр лазерного излучения до 0,05—1 нм без существенного уменьшения выходной мощности и осуществлять перестройку длины волны излучения в одном и том же растворе в пределах десятков нанометров. Перестройка в более широком диапазоне возможна путем изменения концентрации и состава раствора красителя.
В жидких лазерных средах может быть достигнута большая концентрация активных частиц, что позволяет получать, так же как и в лазерах на твердом теле, большие энергии и мощности излучения с единицы объема активного вещества. В жидкостях отсутствуют постоянные напряжения, структурные неоднородности и включения, вследствие чего их оптические характеристики по объему изотропны и постоянны, а это способствует получению излучения с высокой степенью пространственной когерентности и направленности. В жидкостных лазерах не возникают необратимые разрушения активного вещества при больших плотностях энергии.
К недостаткам жидких лазерных материалов следует отнести высокие значения температурных изменений коэффициента преломления, что приводит к появлению значительных оптических неоднородностей и к ухудшению генерационных характеристик. При больших плотностях лазерного излучения необходимо считаться также с нелинейными эффектами.
Газовые активные среды лазеров существенно отличаются от описанных выше тем, что позволяют генерировать излучение в широком диапазоне длин волн (от ваккумной ультрафиолетовой области до инфракрасного, практически субмиллиметрового, диапазона) в импульсном и непрерывном режимах. Газообразность активной среды обусловливает ряд специфических особенностей газовых лазеров. Им свойственна высокая монохроматичность и направленность излучения, поскольку газы имеют существенно меньшую плотность и большую однородность.
Установка светильников с люминесцентными лампами. Монтаж люминесцентных ламп
... Светильники с люминесцентными лампами имеют значительную длину и относительно небольшую мощность, поэтому их устанавливают в непрерывные светящиеся линии или линии с небольшими разрывами. Для уменьшения числа линий светильники устанавливают в два ряда. Одиночные люминесцентные светильники ...
При малой плотности газа уширение линий люминесценции происходит только вследствие эффекта Доплера и существенно меньше, чем в конденсированных средах. Это позволяет получать высокомонохроматичное излучение.
Малая плотность газа не позволяет получить такую концентрацию активных частиц, как у конденсированных сред, и, следовательно, удельный энергосъем у газов существенно меньше, это утверждение справедливо для отпаянных лазеров; использование газовых лазеров высокого давления, применение прокачки газа существенно повысили мощность излучения Лазеров.
Кроме того, газовые среды возбуждаются вследствие разнообразных процессов — соударений в электрическом разряде, химических реакций, фотодиссоциации, газодинамических процессов, оптической накачки.
В газовых лазерах в качестве активного вещества используются:
— нейтральные атомы газов (Н, Не, О, Ne и др.), металлов (пары меди, золота, тулия, иттербия и др.);
- ионизированные атомы аргона (Аг), ксенона (Хе), азота (N), свинца (РЬ) и др.;
— двухатомные — СО (угарный газ), многоатомные — СО2 (углекислый газ), Н2О (вода) и молекулы других газов.
В активных веществах на нейтральных и ионизированных атомах для получения лазерного излучения используются переходы между электронными уровнями, а в молекулярных лазерах — между электронными, электронно-колебательными, колебательными, колебательно-вращательными и чисто вращательными уровнями. Генерирование лазерного излучения происходит в большинстве случаев по многоуровневой схеме.
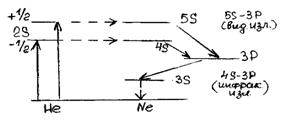
Рис.1 Четырехуровневая система накачки в Гелий-Неоновом лазере.
2.3 Резонаторы
В лазерной технике в качестве резонаторов используются отражатели (зеркала), между которыми располагается активное вещество. В простейшем случае открытый резонатор состоит из двух плоскопараллельных зеркал. Использовать его для получения генерации в субмиллиметровом и инфракрасном диапазонах волн предложил А. М. Прохоров. Основная особенность оптического диапазона волн заключается в том, что длина волны электромагнитного излучения этого диапазона очень мала, так что практически всегда размеры резонаторов оказываются существенно больше длины волны. В сантиметровом диапазоне волн широко используются объемные резонаторы, размеры которых сравнимы с длиной волны. В таком резонаторе обычно возникает один, основной, тип колебаний, длина волны кр которого определяется размерами объемного резонатора и диэлектриком, заполняющим его. Колебания с большими длинами волн ( > кр) не возникают вследствие того, что не выполняются условия резонанса для них. Колебания же с < кр в резонаторе возникают, но потери для них в генераторе существенно больше, чем для основного колебания, и они быстро затухают. Число собственных типов колебаний объемного резонатора с идеально проводящими стенками определяется выражением
Лазерное излучение (2)
... от импульсных ламп накачки и зоны взаимодействия лазерного излучения с материалом мишени; · Повышенный шум и вибрация на рабочем месте, возникающие при работе лазера (лазерной установки); ... мощности (до 1e+9 Вт/см 2 ) энергии; 4 — Измерение энергетических параметров и характеристик лазерного излучения Виды действия лазерного излучения Наиболее опасно лазерное излучение с длиной волны: 380?1400 нм — ...
![]()
![]() ,
,
где V —объем резонатора, а длина волны собственного типа колебаний резонатора в форме прямоугольного параллелепипеда — из соотношения
![]() =
= ,
,
где m, n и q – целые числа; L и D – длины сторон параллелепипеда.
В оптическом диапазоне волн интервалы между частотами соседних типов колебаний очень малы, так что спектр собственных колебаний объемного резонатора практически непрерывный. В результате этого возможно одновременное возбуждение большого числа собственных колебаний, что не позволяет получить высокую монохроматичность излучения. Существенное разрежение спектра собственных колебаний наблюдается в открытых резонаторах, так как в них отсутствуют боковые стенки и, следовательно, стоячие волны не могут устанавливаться перпендикулярно длине резонатора.
В открытом резонаторе потери малы только для тех волн, направление распространения которых перпендикулярно плоскостям зеркал или отклонено от него на небольшой угол. Все остальные типы колебаний имеют очень большие потери и быстро затухают. В лазерной технике часто типы колебаний обозначают ТЕМnmq и называют модами. Различают поперечные и продольные моды открытых резонаторов. Поперечные моды характеризуют распределение поля на зеркалах. Порядок поперечной моды определяется числами m = 0, 1, 2, 3… и п = 0, 1, 2, 3,…, которые показывают, сколько полуволн имеет распределение поля вдоль стороны зеркала (рис).
Продольные моды характеризуют распределение поля по длине резонатора. Порядок продольной моды определяется числом q, которое практически равно числу полуволн лазерного излучения, укладывающихся на длине
резонатора. Так как в лазерной технике обычно длина резонатора существенно больше длины волны лазерного излучения, то числа q очень большие. Изменение числа q на единицу мало меняет частоту (по сравнению с самой частотой) излучения лазера, поэтому часто одной поперечной моде (заданным числам т и n) соответствует большое число продольных мод. Режим работы лазера, при котором излучается одна или несколько поперечных мод с m=0 или n=0 и несколько продольных мод, называется многомодовым. Если же лазер излучает волну ТЕМоо, т. е. поперечную моду, характеризующуюся числами m=0, n=0, и несколько продольных типов колебаний, то режим работы лазера называют одномодовым. Таким образом, и в одномодовом режиме лазер излучает на нескольких частотах. Режим же работы лазера, при котором излучается только один тип поперечных и только один тип продольных колебаний, называют одномодовым и одночастотным.
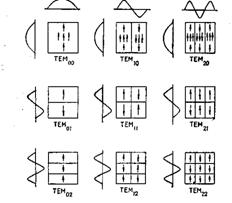
Рис.2 Распределение поля для линейно-поляризованных колебаний в резонаторах с квадратными зеркалами.
Способы накачки Эксимерных лазеров
... эксимерных лазеров оптимальные значения этого параметра, определяемые с точки зрения максимальной эффективной накачки, существенно различны. Лазерное излучение эксимерной ... состоянии, может отдать свою энергию в виде спонтанного или вынужденного излучения , в результате ... накачке импульсной лампой. Вынужденное комбинационное рассеяние применялось для получения сдвига волны в ArF-, KrF - и XeF-лазерах. ...
Рассмотрим кратко, каким образом формируется спектр излучения лазера. Спектр излучения лазера определяется в основном шириной линии люминесценции активного вещества и собственными частотами резонатора. Лазер излучает только на тех частотах, которые являются собственными частотами резонатора, совпадают с линией люминесценции и коэффициент усиления для которых достаточен для компенсации всех потерь в резонаторе.
Линией люминесценции называют распределение интенсивности излучения по частотам. Линия люминесценции характеризуется формой, а наиболее простой характеристикой формы линии является ее ширина 2![]() f, т. е. разность между частотами, интенсивность поглощения (излучения) на которых в заданное число раз меньше интенсивности, соответствующей максимуму поглощения (излучения).
f, т. е. разность между частотами, интенсивность поглощения (излучения) на которых в заданное число раз меньше интенсивности, соответствующей максимуму поглощения (излучения).
Ширина и форма линии зависят как от внешних условий, в которых находится данная атомная система, так и от внутренних, т. е. от природы атомной системы. Одной из причин, обусловливающих конечную ширину линии, является время жизни частиц в возбужденном состоянии. Значение ширины линии в этом случае определяется из соотношения неопределенностей Гейзенберга:![]() . Ширина линии, обусловленная только этой причиной, является наименьшей для данной атомной системы и называется естественной шириной линии излучения (поглощения).
. Ширина линии, обусловленная только этой причиной, является наименьшей для данной атомной системы и называется естественной шириной линии излучения (поглощения).
Относительная интенсивность линии в этом случае описывается кривой Лоренца:
![]() ,
,
где f0 – частота, соответствующая максимуму линии излечения.
Внешние условия могут существенно изменить как ширину, так и форму линии. Так, в газах уширение линии происходит вследствие разброса скоростей частиц, соударений их друг с другом и со стенками сосуда; в твердых телах — вследствие действия электростатических полей кристаллической решетки, взаимодействия атомов с кристаллической решеткой и других причин.
2.4 Устройства накачки
Инверсная заселенность в активном веществе создается с помощью устройства накачки. В твердотельных лазерах устройство накачки состоит обычно из источника питания, лампы накачки и осветителя. Лампа накачки преобразует электрическую энергию постоянного или переменного тока в некогерентное оптическое излучение. С этой целью используются газонаполненные или начальные лампы. В газонаполненных лампах интенсивность и форма спектра излучения зависят как от газонаполнителя, так и от подводимой энергии. Подводимая энергия определяет температуру газоразрядной плазмы и, следовательно, непрерывную составляющую спектра излучения лампы накачки. Эта составляющая по форме напоминает огибающую спектра излучения абсолютно черного тела. Максимум излучения непрерывной составляющей определяется температурой газоразрядной плазмы, т. е. подводимой энергией.
Газ-наполнитель определяет дискретные составляющие спектра излучения лампы накачки. Положение составляющих спектра зависит от типа газа-наполнителя. Интенсивность же спектральных линий зависит как от типа газа, так и от подводимой энергии Uc. Эффективность преобразования электрической энергии в световое излучение обычно характеризуется коэффициентом полезного действия (КПД) лампы накачки. Он определяется как отношение энергии, излученной лампой накачки, к электрической энергии, подводимой к ней. Если питание к лампе накачки подводится от конденсатора емкостью С, то КПД лампы накачки![]() определяется выражением
определяется выражением
Конструкция и виды лазеров, реализованных на красителях
... излучение, в свою очередь, поглощается красителем, который используется для генерации лазерного излучения. Энергия в импульсе излучения типичного лазера ... излучения. Тип источника накачки определяет не только спектральный диапазон генерации, но и применяемую геометрию накачки. Первым и самым простым методом накачки красителей является метод, аналогичный оптической накачке твердотельных лазеров. ...
![]() ,
,
где ![]() — энергия оптического излучения лампы накачки;
— энергия оптического излучения лампы накачки; ![]() — начальное напряжение на конденсаторе. КПД лампы зависит от целого ряда факторов: состава и давления используемого газа, режима питания, диаметра разрядной трубки, расстояния между электродами и т.д. Наибольшим КПД обладают ксеноновые лампы. Осветитель предназначен для подвода с минимальными потерями энергии, излученной лампой накачки, к активному веществу. Высокая эффективность подвода энергии достигается с помощью различного типа отражающих и фокусирующих устройств. Форма отражателя осветителя зависит от формы активного элемента, его размеров и расположения относительно лампы накачки. В твердотельных лазерах широко применяются осветители, у которых лампа (лампы) расположена параллельно оси активного элемента, а отражатель имеет форму эллиптических цилиндров, в фокальных осях которого находятся активный элемент и лампа (лампы) накачки. Такие осветители имеют достаточно высокую эффективность. Так, осветители в виде эллиптического цилиндра с одной лампой накачки имеют эффективность около 75%. Потери в эллиптических осветителях обусловлены тем, что лампа и активный элемент имеют конечные размеры. Кроме того, значительная часть излучения лампы накачки проходит через активный элемент, не поглощаясь. Многократное отражение повышает эффективность цилиндрических осветителей и осветителей с плотным расположением активного элемента и лампы накачки. Размеры последних осветителей близки к размерам и лампы накачки, и активного элемента. Конфигурация осветителя в этом случае существенной роли не играет.
— начальное напряжение на конденсаторе. КПД лампы зависит от целого ряда факторов: состава и давления используемого газа, режима питания, диаметра разрядной трубки, расстояния между электродами и т.д. Наибольшим КПД обладают ксеноновые лампы. Осветитель предназначен для подвода с минимальными потерями энергии, излученной лампой накачки, к активному веществу. Высокая эффективность подвода энергии достигается с помощью различного типа отражающих и фокусирующих устройств. Форма отражателя осветителя зависит от формы активного элемента, его размеров и расположения относительно лампы накачки. В твердотельных лазерах широко применяются осветители, у которых лампа (лампы) расположена параллельно оси активного элемента, а отражатель имеет форму эллиптических цилиндров, в фокальных осях которого находятся активный элемент и лампа (лампы) накачки. Такие осветители имеют достаточно высокую эффективность. Так, осветители в виде эллиптического цилиндра с одной лампой накачки имеют эффективность около 75%. Потери в эллиптических осветителях обусловлены тем, что лампа и активный элемент имеют конечные размеры. Кроме того, значительная часть излучения лампы накачки проходит через активный элемент, не поглощаясь. Многократное отражение повышает эффективность цилиндрических осветителей и осветителей с плотным расположением активного элемента и лампы накачки. Размеры последних осветителей близки к размерам и лампы накачки, и активного элемента. Конфигурация осветителя в этом случае существенной роли не играет.
Твердотельные лазеры могут работать в импульсном и непрерывном режимах. Различают два импульсных режима работы твердотельных лазеров: режим свободной генерации и режим с модулированной добротностью. В режиме свободной генерации длительность импульса излучения практически равна длительности импульса накачки. В режиме же с модулированной добротностью длительность импульса существенно меньше длительности импульса накачки.
3. ПРИМЕНЕНИЕ ЛАЗЕРОВ
Одновременно с созданием первых лазеров начали развиваться различные направления их применений. Создание лазеров ликвидировало качественное отличие оптики от радиоэлектроники. Таким образом, все радиотехнические методы принципиально могут быть осуществлены и в оптическом диапазоне, причём малость длины волны лазерного излучения открывает ряд дополнительных перспектив. Лазеров большой мощности позволяют изучать разнообразные явления при взаимодействии света большой интенсивности со средой, ранее совершенно недоступные для эксперимента. В исследованиях молекулярного рассеяния света лазерные источники значительно расширили возможности экспериментальной техники, в частности позволили исследовать свойства жидкого и твёрдого гелия, провести первые исследования кинетики движения некоторых биологических объектов, например простейших бактерий. С помощью коротких и сверхкоротких импульсов можно изучать чрезвычайно быстрые релаксационные процессы в конденсированных средах с временем релаксации ~ 10-13 сек. Возможность формировать сверхкороткие импульсы света 10-11 — 10-12 сек имеет также очень важное значение для скоростной фотографии и ряда др. методов исследования быстропротекающих процессов. С помощью гелий-неонового лазера, обладающего высокой стабильностью частоты, возможно создание единого оптического стандарта длины (длина волны) и времени (частота).
Лазерные терапевтические приборы
... потоки низкой интенсивности, не более 100 мВт/см кв., что сопоставимо с интенсивностью излучения Солнца на поверхности Земли в ясный день. Поэтому такой вид лазерного воздействия называют низкоинтенсивным лазерным излучением ... перпендикулярно поверхности кожи. (рис.2) Рис.2 Параметры воздействия при акупунктурной методике: непрерывным или модулированным красным (0,63 мкм) лазерным излучением (АЛТ ...
Для измерения абсолютного значения частоты гелий-неонового лазера (3,32 мкм) эта частота после преобразования измеряется в ед. частоты клистрона (0,074230 1012 Гц).
Это позволяет получить наиболее точное значение скорости света с = 2,997924562 + 1,1 м/сек.
3.1 ТЕРМОЯДЕРНЫЙ СИНТЕЗ
Исключительно высокая эффективная температура излучения лазеров и возможность концентрировать энергию в ничтожно малом объёме открыли уникальные возможности испарения и нагрева вещества. Важнейшей задачей является нагрев плазмы до температур, достаточных для осуществления термоядерных реакций, то есть получения термоядерной плазмы. Современные лазеры способны за короткий промежуток времени — около 10-10 секунды — сконцентрировать энергию в чрезвычайно малом объеме — порядка 10-6см3. Это позволяет получить наиболее высокое на сегодняшний день контролируемое выделение энергии — до 1020 Вт/см2. Лазерные импульсы сжимают термоядерное «горючее» — смесь дейтерия D с тритием Т — примерно в 5*104 раз и нагревают его до температуры 10 кэВ (около 120 миллионов градусов).
При этих условиях (сохраняющихся только на время действия лазерного импульса) может начаться термоядерная реакция с выделением нейтронов (n) и большого количества энергии:
D + Т = 4Не + n + 17,6 МэВ.
Использовать лазерное излучение для осуществления управляемого термоядерного синтеза предложили в 1961 году Н. Г. Басов и О. Н. Крохин (ФИАН).
Установка для лазерного термоядерного синтеза представляет. Исключительно высокая эффективная температура излучения лазеров и возможность концентрировать энергию в ничтожно малом объёме открыли уникальные возможности испарения и нагрева вещества. Важнейшей задачей является нагрев плазмы до температур, достаточных для осуществления термоядерных реакций, то есть получения термоядерной плазмы. Современные лазеры способны за короткий промежуток времени — около 10-10 секунды — сконцентрировать энергию в чрезвычайно малом объеме — порядка 10-6см3. Это позволяет получить наиболее высокое на сегодняшний день контролируемое выделение энергии — до 1020 Вт/см2. Лазерные импульсы сжимают термоядерное «горючее» — смесь дейтерия D с тритием Т — примерно в 5*104 раз и нагревают его до температуры собой камеру, в которую помещается дейтерий—тритиевая мишень. На мишени фокусируется излучение нескольких мощных импульсных лазеров — от шести («Дельфин1», ФИАН) до двадцати («Nova», Ливермор, США).
Установка «Искра-5», созданная во ВНИИЭФ («Арзамас-16»), имеет двенадцать лазерных каналов с общей энергией излучения 30 кДж.
Мишень представляет собой сферическую ампулу, содержащую несколько миллиграммов дейтериево-тритиевой смеси в виде льда (при температуре ниже 14 К) или газа под давлением до сотен атмосфер. Ампула окружена несколькими оболочками. Внутренние оболочки и экраны предохраняют содержимое от перегрева; внешняя, испаряясь под действием лазерного импульса, разлетается и создает реактивный импульс, который, складываясь со световым давлением, сжимает содержимое мишени. Лазерные импульсы, несущие энергию порядка 1014 Вт, фокусируются на мишени симметрично со всех сторон. Оболочка ампулы за время, гораздо меньшее длительности импульса, испаряется, ее вещество ионизуется и превращается в плазму (так называемую корону), которая разлетается со скоростью до 1000 км/с.
Лазерное излучение взаимодействует с плазмой по очень сложным законам и нагревает ее. Энергию из короны переносят в плотные слои мишени «горячие» электроны. Тепловой поток испаряет и нагревает новые слои оболочки, в результате чего вся энергия лазерного импульса превращается в тепловую и кинетическую энергию разлетающегося вещества. Его отдача и тепловое давление создают на границе испарения импульс сжатия более 106 атмосфер. Плотность вещества в периферийной части мишени возрастает до 102 — 103 г/см3, а в центральной — до 5 — 50 г/см3. При этих условиях во всей массе дейтериево-тритиевой смеси возникает термоядерная реакция.
Тепло, полученное в ходе реакции, может быть преобразовано в электроэнергию или использовано непосредственно. Но для получения энергии необходимо построить промышленный лазерный термоядерный реактор, а на пути его создания имеется ряд технологических трудностей. Согласно оценкам, лазеры должны иметь кпд не ниже 5% при энергии излучения 1 — 3 МДж, длительности импульсов (2 — 3)*10-8 секунды и частоте их повторения 1 — 10 Гц. Лазеры должны стоять на расстоянии 30 — 50 метров от реактора и обеспечивать фокусировку излучения на мишень размером 1 сантиметр. Неоднородность интенсивности облучения мишени не может превышать 5%, а сама мишень должна быть изготовлена с точностью 1%. Мишени — ампулы с дейтериево-тритиевой смесью нужно подавать в реактор несколько раз в секунду, с высокой точностью фиксируя их в центре реактора. Только при выполнении всех этих условий коэффициент усиления реактора (отношение выделившейся термоядерной энергии к энергии лазеров) может достигнуть 102 — 103. Но сконструировать столь сложную систему с таким количеством серьезных требований пока не удается.
Нагрев плазмы лазерным лучом оказался эффективным методом получения многозарядных ионов различных элементов. Впервые в лабораторных условиях получены и исследованы спектры ряда многозарядных ионов, представляющих интерес для
3.2 ЛАЗЕРЫ В ТЕХНОЛОГИИ
Схемы использования лазеров в технологических процессах обычно достаточно просты. Лазерное излучение фокусируется в определенный участок обрабатываемой детали. Часть его с помощью специального зеркала, поставленного на пути луча, может отводиться на измерительную аппаратуру для контроля параметров излучения в процессе обработки. Зеркало полупрозрачно, поэтому большая часть излучения проходит к фокусирующей системе. Фокусирующая система сжимает лазерное излучение в пятно малых размеров, в ряде случаев единицы микрометров, а в большинстве — доли миллиметров. Малый размер пятна и значительная мощность излучения позволяют получить весьма высокую плотность потока. Рекордные величины этого энергетического параметра достигнуты при использовании лазерного излучения в опытах с попытками осуществить термоядерную реакцию синтеза: величина плотности потока (концентрации мощности) может достигать 1016 Вт/см2 и выше. Чтобы понять, насколько велика приведенная величина, отметим, что фокусировка солнечного излучения не позволяет получить плотность потока выше 5*103 Вт/см2. Но даже с помощью такого потока лучистой энергии можно плавить практически любые металлы.
Сфокусированное лазерное излучение, попадая на непрозрачные материалы (металлы и их сплавы), поглощается в узком поверхностном слое; энергия луча преобразуется в другие виды энергии, и в первую очередь в тепловую. Подчеркнем, что не вся падающая энергия луча преобразуется в тепло или идет на возбуждение механических колебаний и т. д. Часть излучения отражается от поверхности тела и, как правило, безвозвратно теряется, понижая коэффициент использования энергии излучения лазера и полный энергетический КПД процесса, который для большинства типов лазерных технологических установок невелик. Часть энергии излучения (до 10%) теряется при прохождении оптических диафрагмирующих и фокусирующих систем. Чем сложнее оптические системы для фокусировки из лучения, тем больше потери и ниже полный КПД. Высокая концентрация излучения в пятно малых размеров и, как следствие, высокая плотность потока существенно снижают потери энергии по сравнению с другими источниками, поскольку нет бесполезного нагрева больших объемов вещества. Здесь и кроется энергетический выигрыш. Кроме того, существуют способы снижения потерь энергии на отражение, скажем, использование поглощающих покрытий, не исчерпаны резервы повышения КПД. преобразования электроэнергии в излучение лазеров с различными длинами волн. Вообще говоря, чтобы правильно оценить роль лазеров в современных технологических процессах обработки материалов, нужно научиться оценивать энергетические потери излучения на пути от выходного окна лазерной установки до рассеяния этой энергии в твердом теле.
Большинство процессов обработки материалов лучом лазера производится при плотностях потока 103— 107 Вт/см2. В этом диапазоне в зависимости от продолжительности воздействия излучения тело может нагреваться, плавиться или интенсивно испаряться. Что же произойдет с веществом, если дальше увеличивать плотность потока излучения, сохраняя остальные условия опыта неизменными? Начиная с некоторого значения плотности потока (для металлов 108—109 Вт/см2 ), вводимое в металл тепло не может быть отведено ни с помощью теплопроводности, ни увеличением объема испарившегося вещества. Поверхностный слой тела в этом случае уподобляется взрывчатому веществу с высокой удельной энергией (энергией, приходящейся на единицу массы вещества).
Он буквально взрывается и разлетается с высокой скоростью, вызывая ударную волну в окружающей среде, и передавая импульс в объем тела. Ударная волна начинает распространяться по телу. Если тело представляет собой тонкую пластину, то энергия ударной волны несущественно рассеивается в веществе и до обратной стороны пластины доходит волна практически той же амплитуды, что и вблизи поверхности. Отражаясь от обратной стороны пластины, ударная волна может вызвать ее механическое разрушение, так как давление, действующее на обратную сторону пластины, практически удваивается.
Если повышать далее плотность потока, предполагая, как и в предыдущем случае, условия в опыте неизменными, то уже передний фронт импульса излучения будет создавать вблизи поверхности плазменный сгусток, мало пропускающий лазерное излучение к поверхности тела. В этом случае энергия излучения лазера будет тратиться в основном на повышение энергии плазменного сгустка (увеличение его температуры и скорости разлета).
Эта область энергетических параметров лазерного излучения (выше 1011 Вт/см2) в технологических процессах обычно не используется, за исключением ряда специальных случаев.
О лазерных технологических процессах.
Наибольшее распространение в промышленности получила закалка (из твердого и жидкого состояния) определенных марок стали, действие импульсного лазерного излучения на поверхность изделий из которых повышает твердость поверхностного слоя толщиной в несколько десятков микрометров и вследствие этого увеличивает износостойкость материала.
В последние годы реализован процесс, связанный с применением лазерного излучения для так называемого отжига дефектов кристаллической структуры вещества; дефекты эти возникают в нем при легировании тонкого (меньше 1 мкм) поверхностного слоя вещества, чаще всего кремния, с помощью ионной имплантации. Ионная имплантация (широко применяется в технологии создания электронных схем) — посылка потока ускоренных ионов в определенный участок на поверхности полупроводникового материала для создания областей с заданными величиной электропроводности и типом проводимости (электронной или дырочной).
Дефекты, обычно называемые радиационными, возникают, когда ускоренный поток ионов проходит через вещество. Они отрицательно влияют на качество материала, ухудшая эксплуатационные характеристики приборов, из него создаваемых. Действие импульсного лазерного излучения малой длительности уменьшает число таких дефектов; как говорят, происходит их отжиг, хотя механизм уменьшения числа радиационных дефектов не всегда ясен.
Процессы закалки сталей и отжига радиационных дефектов в полупроводниках, использующие лазерное излучение, далеко не равнозначны по условиям их осуществления, так как в каждом из них применяется излучение с существенно отличающимися длительностями импульсов. Для закалки поверхностного слоя в низко- и среднеуглеродистых сталях применяют импульсы, длительность которых несколько единиц миллисекунд, а для отжига ионно-имплантированных слоев полупроводниковых материалов — импульсы продолжительностью в десятки или сотни миллиардных долей секунды (10-8— 10-7с).
Поэтому чтобы тепловой эффект был существенным, плотность потока излучения в последнем случае должна достигать 108—109 Вт/см2, в то время как при закалке она обычно не превышает 105 Вт/см2. Существенно отличается и глубина проникновения тепла в этих процессах.
Закалку и отжиг отличают высокие скорости нагрева (миллионы градусов в секунду и выше) и охлаждения. Если закалка производится из тонкого слоя расплава, то столь высокие скорости могут привести к образованию на поверхности металла слоев аморфного вещества (металлического стекла, как его называют в научной литературе) или метастабильных неравновесных структур, которые при низких скоростях затвердевания расплава обычно получить не удается.
Из тонкого слоя расплава на поверхности вещества можно производить легирование, создавая в поверхностном слое изделия твердые растворы с неравновесной концентрацией легирующего вещества, например раствора вольфрама в железе.
Таким образом, процессы импульсной лазерной термообработки производятся как при относительно небольших плотностях потока (104—105 Вт/см2), но при больших длительностях импульсов, порядка единиц миллисекунд, так и при больших плотностях потока (108—109 Вт/см2), но при малой длительности импульса — 10 нс.
Сварка выполняется в диапазоне плотностей потока 105—106 Вт/см2, причем на нижней границе сварка импульсным лазером по характеру протекания и размерам сварочного соединения аналогична сварке, которая осуществляется источниками энергии с относительно низкими энергетическими параметрами (электрическая дуга и т. д.).
В районе верхней границы удается процесс с кинжальным проплавлением (называемым так по форме сечения шва), в определенной степени аналогичный тому, который происходит при использовании сфокусированного электронного луча в вакууме.
Если повысить плотность потока выше 106 Вт/см2, то у большинства металлов масса вещества будет удаляться из зоны воздействия излучения. В металлах (или других непрозрачных для излучения веществах) формируются отверстия, глубина которых зависит от свойств вещества, толщины пластины, длительности воздействия излучения и ряда других факторов.
Окружающая атмосфера может существенно влиять на результат воздействия лазерного излучения. Если обработка происходит при плотностях потока, не превышающих 106 Вт/см2, то воздействие на материал не сопровождается образованием плазмы в окружающем мишень газе. В этом случае на поверхности мишени может происходить химическая реакция, существенно изменяющая свойства поверхности. Такой процесс обычно называют химико-термической лазерной обработкой. Если же плотность потока превосходит 107Вт/см2, то в окружающем мишень газе появляется сгусток плазмы. Обработку поверхности мишени при совместном действии лазерного излучения и плазменного сгустка, образованного в газе, называют лазерно-плазменной.
Процессы термообработки., Лазерная закалка.
Для импульсной лазерной закалки серийно выпускается установка «Квант-16», в которой в качестве активной среды используется стекло, легированное неодимом. Ее основные энергетические параметры таковы: энергия в импульсе до 30 Дж, длительность импульса 4—7 см, частота следования импульсов 0,5 Гц, оптическая система позволяет получать размеры пятен нагрева до 2—5 мм.
На величину упрочнения и другие параметры лазерной закалки инструментальной стали влияет большое число факторов: состояние поверхности изделий после механической или химической обработки, исходная структура, геометрия и углы заточки режущих кромок инструмента и др.
Остановимся на использовании лазеров с непрерывной генерацией для закалки поверхностного слоя материалов. Здесь имеется ряд особенностей по сравнению с закалкой при использовании воздействия импульсных лазеров. Во-первых, глубина упрочненной зоны может быть увеличена благодаря более продолжительному воздействию. Возможность относительного перемещения луча лазера и детали позволяет думать о процессах, связанных со сканированием луча по поверхности по заданному закону. «Варьируя скорость движения и характер перемещения, можно добиться оптимизации режима обработки Для лазерной закалки непрерывным излучением обычно используют СО2-лазеры, а в ряде случаев — лазеры на алюмоиттриевом гранате (АИГ).
Напомним, что длина волны излучения у этих лазеров различна: 10,6 мкм — у СО2-лазера, 1,06 мкм — у АИГ-лазеров. Применение СО2-лазеров для упрочнения чугунных деталей в машиностроении позволяет повысить их износостойкость в 5—10 раз. Лучом образуют упрочненные дорожки шириной 1,5—2,5 мм, при этом глубина зоны закалки 0,25—0,35 мм. Между дорожками располагается зона отпуска с пониженной микротвердостью шириной до 0,5 мм.
Один из наиболее интересных режимов воздействия лазерного излучения на детали из чугуна — закалка поверхности из жидкого состояния, полученного оплавлением поверхностного слоя на глубину до 50 мкм, и последующее затвердевание. При таком режиме толщина слоя расплава мала, и жидкий металл не успевает за время затвердевания стягиваться в капли.
Поверхностное упрочнение чугунных деталей с оплавлением поверхности при действии непрерывного лазерного излучения следует признать перспективным технологическим процессом. Оно резко увеличивает долговечность изделий, причем качество поверхности обработанных деталей сравнительно мало ухудшается, нет коробления, даже если использовать излучение лазерных установок с большей мощностью (более 1 кВт), позволяющее получать диаметры пятен нагрева более 5 мм с достаточным по равномерности распределением мощности по радиусу.
На Московском автомобильном заводе использовался мощный СО2-лазер ЛТ1-2 (мощностью 5 кВт) для упрочнения деталей грузовых автомобилей, в частности, гильзы цилиндров автомобильного двигателя ЗИЛ-130. Чтобы разработать технологию лазерного упрочнения гильзы, пришлось изучить влияние энергетических характеристик лазерной обработки на размеры зон лазерного воздействия, а также ряда технологических параметров (скорости перемещения луча, типа поглощающего покрытия).
Сравнительные испытания износостойкости серийной биметаллической гильзы из чугуна СЧ 24-44 со вставкой из сплава «нирезист» и монолитной гильзы из того же чугуна, поверхность которого упрочнена лазерным излучением, показали их малое отличие. Более простая технология изготовления серийных гильз, использующая лазерное упрочнение, позволяет сэкономить в год около 1100 т дефицитного сплава, содержащего 16% никеля.
Другая важная в практическом отношении работа по лазерному упрочнению головки блока цилиндров из литейного алюминиевого сплава также выполнена на ЗИЛе. В этом процессе использовался лазер ЛТ1-2. При мощности 1 — 5 кВт диаметр светового пятна на поверхности металла составил 3 — 8 мм, а скорость движения луча 0,5 — 4 см/с. Плавление поверхностного слоя металла и последующее затвердевание расплава с высокой скоростью охлаждения, позволяют получить мелкодисперсную структуру сплава с размером зерен 5 — 8 мкм, что в 70 — 80 раз меньше, чем у исходного металла. При этом глубина упрочненной зоны — 1,3 мм. Результаты испытаний головок цилиндра на стойкость против их детонационного разрушения показали более чем двукратное увеличение по сравнению с серийными головками, не обработанными излучением.
Поверхностное легирование.
В США описан процесс поверхностного легирования кобальтом для повышения износоустойчивости детали. Ранее его выполняли вручную — дуговой наплавкой неплавящимся вольфрамовым электродом. Сложность процесса, возникновение дефектов, деформации, необходимость длительной механической доводки, потери до 50% дорогостоящих легирующих материалов и другие факторы заставили заменить этот способ лазерным легированием.
При лазерном легировании на поверхность образца из нержавеющей стали, площадь которого была 19 см2, наносили порошковые покрытия различной толщины (1,38, 1,77, 2,36 мм).
Наносили их с помощью плазменного генератора. Прочность связи между покрытием и основным металлом оказалась невысокой. Чтобы добиться прочной связи, на поверхность воздействовали лазерным пучком прямоугольного сечения 7,6X15,2 мм, Чтобы не появились трещины и поры, изделие предварительно подогревали. Равномерность распределения температуры предварительного подогрева по объему детали — важный фактор, предотвращающий возможность образования дефектов. Глубину проплавления и степень перемешивания расплавов покрытия и основного металла регулируют, управляя скоростью перемещения луча. В некоторых случаях для получения плоской отшлифованной поверхности используется дополнительная механическая доводка. В результате с поверхности детали, обработанной при дуговой наплавке в инертной среде вольфрамовым электродом, удалялся 1,6 мм толщины материала, а при обработке лазером — только 0,4 мм.
Стабилизация параметров пленок, Рекристаллизация пленок., Получение металлических стекол.
Лазерное воздействие как метод получения на поверхности слоя металлического стекла весьма заманчиво. У металлов, например, быстро расплавляется тонкий слой, а отвод тепла от ванны расплава в металл обеспечивает высокую скорость охлаждения, в ряде случаев недоступную другим методам. Скорости охлаждения при лазерной обработке могут превосходить 106 град/с, что достаточно для формирования на поверхности металлического стекла, как называют поверхностный аморфный слой в металлах.
Лазерный отжиг ионноимплантированных слоев., Лазерная сварка.
Импульсная лазерная сварка. Для сварки большинства материалов, включая тугоплавкие металлы, требуются плотности потоков излучения 1C5—106 Вт/см2, если длительность импульса составляет несколько миллисекунд. В ряде случаев при сварке необходимо выполнить следующие технологические требования:
ограничить размер зоны термического влияния;
- ограничить вынос расплава из зоны воздействия излучения, чтобы не снижалась прочность соединения;
ограничить температурные градиенты в зоне сварки, чтобы снизить термические напряжения, приводящие к образованию трещин;
сделать минимальным время контакта твердой и жидкой фаз, чтобы избежать образования интерметаллических прослоек и появления хрупкости зоны термического влияния;
добиться максимальной глубины проплавления без удаления массы, чтобы не снижать прочности соединения;
при необходимости создать защитную атмосферу или проводить сварку в вакууме для избежания заметного окисления поверхности материалов.
При лазерной сварке тепло, введенное при поглощении энергии импульса излучения, передается от поверхности тела в глубь материала благодаря теплопроводности. Для каждого материала и толщины, которую необходимо проплавить, существует оптимальный диапазон длительностей импульса, в пределах которого можно получить сварное соединение без чрезмерного выноса материала из зоны нагрева.
Одной из основных характеристик лазерного импульса при точечной сварке является его энергия. Она влияет как на общее количество тепла, введенного в тело, так и на некоторые характеристики излучения, так как от энергии луча лазера зависит длительность импульса, его временная структура и расходимость луча. Поэтому лазерные установки, чтобы избежать изменения других параметров, обычно работают при постоянной энергии накачки, а энергия лазерного луча изменяется с помощью светофильтров или диафрагм.
Удельная мощность, требуемая для сварки, может быть определена расчетным путем, если известны теплофизические и оптические свойства материала, и радиус пятна фокусировки излучения в зоне сварки. Затем параметры излучения уточняются в эксперименте. Форма импульса при сварке существенно влияет на формирование сварного соединения. Опытные данные показывают, что оптимальной формой импульса является трапецеидальная или треугольная, передний фронт которой достаточно крут, а задний — пологий. Для формирования временной структуры лазерного импульса существуют специальные методы.
Лазерная импульсная сварка наиболее эффективна в труднодоступных местах, в условиях интенсивного теплообмена (когда у соединяемых материалов высокая теплопроводность), при соединении легкодеформируемых деталей, а также изделий, требующих ограничения зоны термического влияния и максимальной технологической чистоты.
Технология лазерной сварки применяется при изготовлении изделий электронной техники более 100 типов. Ее внедрение позволило в несколько раз повысить производительность труда, увеличить выход годных приборов на 10— 30%, улучшить их рабочие характеристики. В частности, надежность некоторых приборов после лазерной сварки возросла на 20—30%. Применение метода позволило разработать ряд новых приборов с повышенными параметрами и уменьшенными габаритами. Лазерная импульсная шовная сварка применяется в производстве кварцевых резонаторов, в том числе для наручных мужских электронных часов. Она полностью заменила прежнюю технологию герметизации корпусов пайкой, которая не удовлетворяла требованиям стабильности вакуумной плотности и стерильности процессов, так как из-за остаточного флюса характеристики приборов выходили за пределы ТУ.
Лазерная сварка успешно применяется в технологических процессах при изготовлении электровакуумных и СВЧ-приборов. Это объясняется тем, что применение контактной сварки при сборке катодных узлов магнетронов, ламп бегущей волны и клистронов приводит к загрязнению соединяемых деталей частицами материала сварочного электрода. При высоких температурах этот материал испаряется и, попадая на активную поверхность катода, ухудшает его эмиссионные свойства.
Бесконтактность импульсной лазерной сварки позволяет сваривать узлы электронных пушек СВЧ-приборов без деформации конструкции, что повышает выход годных изделий, улучшает их параметры.
Интересно, что некоторые лампы бегущей волны и электронно-оптические приборы собирают при лазерной сварке через стеклянный баллон, что позволяет поддерживать высокий вакуум при нанесении фоточувствительных катодов.
Непрерывная лазерная сварка. Наиболее подходящим для непрерывной сварки является СО2-лазер, с большим, в сравнении с другими лазерами, энергетическим КПД и значительной мощностью — более 20 кВт, что позволяет применять его для сварки металлов и сплавов средней и большой толщины.
Сварка большинства конструкционных материалов при высоких уровнях непрерывной мощности имеет ряд особенностей. Наиболее важной из них следует считать интенсивное испарение металлов из ванны расплава, в результате чего над поверхностью расплава образуется и существует на протяжении всего процесса облако плазмы (лазерный факел).
Это может стать причиной сильной экранировки лазерного луча, нарушения условий фокусировки, что весьма нежелательно. Чтобы избежать подобного, сварку выполняют в атмосфере газа, подавляющего ионизацию (гелий, аргон), либо сдувают лазерный факел струей инертного газа. В этом случае глубина проплавления существенно возрастает. Так, в США при проплавлении нержавеющей стали лучом лазера мощностью 20 кВт в струе гелия при скорости сварки 150 м/ч получили шов глубиной 12,7 мм и шириной 1,6 мм. При сварке той же стали, на воздухе глубина шва уменьшилась более чем в 4 раза, одновременно увеличилась ширина шва — до 12,6 мм. В первом случае реализовывался режим глубокого проплавления (называемый также кинжальным по форме поперечного сечения шва), во втором — тепловой источник распространялся по большей площади, и его концентрация сильно уменьшалась.
Подавать в зону сварки газовую струю, подавляющую плазмообразование, необходимо еще и потому, что газ может быть одновременно использован и для защиты расплавленного металла от воздействия на него воздуха, что особенно существенно при сварке активных металлов. Опыт подсказывает, что для устранения плазменного облака над сварным швом целесообразно использовать гелий (у него высокий потенциал ионизации), а для защиты шва — аргон.
Как правило, непрерывную лазерную сварку проводят в режиме глубокого проплавления. Поэтому практически все известные случаи ее использования относятся к стыковым, внахлестку и тавровым соединениям металлических листов. Ширина зазора не должна превышать 0,1 толщины соединяемых листов, чтобы исключить непровары. При увеличении зазора происходит либо «подрез» краев шва, либо шов не образуется совсем.
Получение отверстий.
В промышленности лазерные технологические установки широко применяются преимущественно для получения черновых отверстий, например в рубиновых часовых камнях и заготовках алмазных волок, а также в различных деталях приборов и машин ряда отраслей промышленности в тех случаях, когда не предъявляются жесткие требования к точности обработки.
Расплав, образующийся при воздействии излучения, в определенной степени отрицательно влияет на формирование отверстия. Это связано с тем, что снижение удельной мощности в процессе обработки, как правило, имеет место в конечной части процесса, что может привести к заплавлению отверстия при движении жидкой фазы. Поэтому следует принимать специальные меры, чтобы образование расплава не препятствовало получению отверстия или не искажало бы его форму. Кроме того, выброс жидкой фазы на поверхность детали образует венчик застывшего металла и снижает качество обработки.
На параметры отверстий существенно влияют энергетические характеристики импульса, временные параметры излучения, а также условия фокусировки излучения. Остановимся на роли каждого фактора.
Влияние энергетических характеристик. Многие технологические лазерные установки имеют одну неизменную длительность импульса или их ограниченный набор. В таком случае для получения заданных размеров отверстия подбирают энергию импульса. Тогда зависимость глубины и диаметра отверстия от энергии импульса излучения — одна из основных характеристик, определяющих возможности получения отверстий с помощью лазера.
Изменить энергию лазерного импульса можно несколькими методами: изменением электрической энергии накачки импульсных ламп (наиболее распространенный способ); применением светофильтров; диафрагмированием луча.
При одинаковых значениях энергии в импульсе диаметры отверстий, полученных, например, в стальных пластинах, будут различными в зависимости от метода получения энергии импульса — диафрагмированием или изменением энергии накачки. При энергии импульса лазерного излучения в несколько джоулей диаметры отверстий могут отличаться в 2—2,5 раза. Это обусловлено тем, что уменьшение диаметра отверстия при диафрагмировании луча связано с уменьшением его расходимости, а при изменении энергии с помощью увеличения (или уменьшения) энергии накачки импульсных ламп меняется не только расходимость луча, но и длительность импульса излучения. Если диаметр отверстия сильно зависит от диафрагмирования лазерного луча, то глубина отверстия — весьма слабо.
Влияние временных характеристик. Специально проведенные опыты показали существенную зависимость размеров отверстия от длительности импульса при постоянной его энергии. Увеличение длительности импульса приводит к росту глубины отверстия, одновременно уменьшая его диаметр. Это объясняется тем, что увеличение длительности импульса снижает удельную мощность излучения (напомним, что энергия импульса считается постоянной), а отсюда — уменьшение экранирующего влияния продуктов разрушения. Однако плотность потока излучения не должна быть ниже некоторой величины, по достижении которой отверстие «затекает» расплавом или вообще не образуется. Влияние формы импульса на параметры отверстия рассмотрим ниже.
Влияние условий фокусировки. Более пространно это влияние на параметры отверстия величины фокусного расстояния оптической системы и смещения фокальной плоскости относительно поверхности детали.
С увеличением фокусного расстояния линзы удельная мощность излучения снижается (при прочих неизменных характеристиках энергии, длительности импульса, положения фокальной плоскости относительно поверхности детали), а значит, уменьшается отношение диаметра отверстия на входе к диаметру пятна нагрева. Диаметры входных отверстий при фокусировке луча на поверхность мишени превышают обычно в несколько раз диаметры пятен нагрева на поверхности. Это объясняется тем, что при формировании отверстия стенки его размываются в результате выброса жидкой фазы, образующейся на них.
Наибольшая глубина отверстия достигается при фокусировке лазерного излучения на некоторое расстояние в глубь материала от поверхности детали. Применение линз с меньшим фокусным расстоянием позволяет получать более глубокие отверстия с меньшим диаметром.
Факторы, влияющие на точность и воспроизводимость результатов. Области практического применения лазерной размерной обработки ограничены преимущественно получением отверстий не выше 3-го класса точности. Тем не менее, лазерная технология получения отверстий внедрена на ряде предприятий, где с ее помощью получают черновые отверстия (на проблемах внедрения этих процессов мы остановимся позднее).
Относительно невысокие точность и качество лазерной размерной обработки в ее одноимпульсном варианте обусловлены большим объемом расплава в продуктах разрушения и его малоуправляемым перераспределением при движении по стенкам отверстия в конце действия импульса излучения лазера и после окончания его действия, пока не произойдет затвердевание.
Для хрупких материалов возрастание длительности импульса приводит к росту зоны термических напряжений и к образованию трещин. В то же время уменьшение продолжительности действия импульса значительно уменьшает вероятность появления трещин для таких материалов, как ферриты; длительность импульса, при которой трещин не появляется, как показывают опытные данные, не превышает 0,1 мс. С другой стороны, коротким импульсом излучения невозможно получить глубокое отверстие.
На точность и воспроизводимость параметров отверстий влияет ряд факторов, которые можно разбить на три основные группы.
Факторы первой группы, которые оказывают наибольшее влияние на воспроизводимость размеров и форм отверстий, связаны с нестабильностью таких параметров излучения, как энергия, длительность импульса, угол расходимости, пространственная и временная структура излучения.
Факторы второй группы обусловлены различными неточностями установки деталей и их перемещения в зоне воздействия излучения. Например, несовпадение нормали к поверхности детали с оптической осью фокусирующей системы при перемещении детали может при получении серии отверстий повлиять на диаметр и форму отверстия вследствие расфокусировки.
Факторы третьей группы связаны с неоднородностью структуры вещества, свойств и состояния обрабатываемой поверхности деталей, что также влияет на воспроизводимость результатов в партии однотипных изделий.
Влияние указанных факторов может быть существенным в тех случаях, когда диаметры отверстий соизмеримы с размерами неоднородностей или когда их число велико (пористые материалы, полученные методами порошковой металлургии).
Методы повышения точности и воспроизводимости результатов. Их можно условно разбить на две группы: методы, связанные с выбором режима обработки, управления импульсом (длительность и форма импульса), способа обработки (многоимпульсная обработка, обработка в цилиндрической световой трубке) и т. д.; методы, применяющие различные способы калибровки полученных отверстий, химическое травление, продувку отверстий сжатым газом и т.д.
Один из наиболее эффективных методов повышения точности и воспроизводимости результатов получения отверстий с помощью луча лазера — использование многоимпульсной обработки (МИО).
Сущность ее в том, что отверстие формируется не одним импульсом, а серией одинаковых импульсов с определенной энергией и длительностью, действие которых доводит размеры отверстия до необходимого. Этот процесс в определенной степени аналогичен процессам электроэрозионной обработки.
Толщина снимаемого каждым импульсом слоя может быть весьма малой. Поэтому при получении отверстий глубиной в 1 мм и более наличие жидкой фазы в меньшей степени сказывается на искажении формы отверстия, чем при действии одного импульса.
Особенностью МИО является то, что характерный размер зоны термического влияния определяется длительностью отдельного короткого импульса, поскольку период следования импульсов значительно больше времени остывания материала. Поэтому с помощью МИО можно получать отверстия в хрупких материалах без их раскалывания.
Способ используется для решения двух различных технологических задач: получения максимально глубоких отверстий без жестких требований к их точности (не выше 3-го класса) и форме; получения прецизионных отверстий (не ниже 2-го класса).
Число импульсов в серии при МИО обычно близко к 10. Дело в том, что эффективность удаления вещества с ростом числа импульсов падает. При обработке без ЦСТ это связано с уменьшением плотности потока излучения при углублении отверстия. Опыты и расчеты показывают, что при использовании МИО можно увеличить глубину отверстия по сравнению с обработкой одним импульсом в несколько раз. Углубить отверстие при МИО можно, смещая в процессе обработки фокус линзы в глубь образца: удается получать отверстия с отношением глубины к диаметру равным 25 и более.
Лазерное разделение материалов.
Для резки материалов обычно используются лазеры на СО2 и на алюмоиттриевом гранате. У С02-лазеров высокий КПД (15%); кроме того, излучение на длине волны 10,6 мкм поглощается большим числом материалов, включая металлические окислы, стекла, керамику, кварц, естественные органические материалы (дерево, кожа и др.), синтетику, пластики и т. д. Процесс легко автоматизируется для получения фигурных контуров разреза.
Для термораскалывания необходимо создать в объеме материала при поглощении лазерного излучения термические напряжения и микротрещины. Затем материал разламывается по линии действия теплового источника. Метод в какой-то мере аналогичен методу резки стекол или других хрупких материалов алмазным инструментом с последующим приложением механического усилия для разлома.
Остановимся более подробно на лазерной резке. Как известно, действие излучения на поверхность разрезаемой детали приводит к образованию теплового источника. Он нагревает материал до температуры плавления и выше, что формирует зону плавления. Перемещение источника тепла вдоль предполагаемой линии разделения и удаление расплава газовой струей формирует зону лазерной резки.
Лазерная резка возможна, если плотность потока излучения, поглощаемого поверхностью вещества, превышает критическое значение для достижения температуры, несколько превышающей температуру плавления данного материала за время, в течение которого диаметр луча лазера пересечет данную точку на поверхности детали. Очевидно, что это время зависит от скорости движения теплового источника, оно тем короче, чем выше эта скорость.
При резке металлов, как, впрочем, и других мате риалов, используется схема с подачей соосно лазерному излучению потока газовой струи. Метод разделения материалов, предложенный в 1967 г., получил название газолазерной резки. Струя газа через специальное сопло подается в зону резки и выполняет несколько функций. Если режутся легко воспламеняющиеся материалы (дерево, картон, текстильные материалы, кожа), содержащие органические вещества, то применяется нейтральный газ, например аргон, который препятствует их загоранию и способствует удалению продуктов разложения из зоны реза. Еще чаще используется азот, как более дешевый.
Для металлов, напротив, подают воздух или кислород, которые инициируют химическую реакцию окисления и способствуют удалению расплава со стенок реза. Процесс газолазерной резки с применением кислорода аналогичен кислородно-ацетиленовой резке, в которой экзотермическая химическая реакция также используется как источник значительной части энергии. Сфокусированное излучение лазера заменяет кислородно-ацетиленовое пламя в качестве источника тепла для нагревания металла до температуры, при которой химическая реакция начинает протекать весьма бурно. Лазерный луч — тепловой источник с более высокой концентрацией энергии, что уменьшает ширину реза, размеры зоны термического влияния, но дает более высокую скорость резки по сравнению с любым другим способом.
Одна из важных областей применения лазерного метода разделения материалов — скрайбирование. Быстро растущие объемы производства интегральных схем (ИС) и больших интегральных схем (БИС) требуют создания оборудования высокой производительности для разделения полупроводниковых пластин на кристаллы. Следует подчеркнуть, что высокая степень автоматизации последующих операций сборки ИС и БИС ужесточает ряд качественных требований к операции разделения: точности размеров кристаллов, прямоугольности геометрической формы, отсутствия сколов на боковых гранях и т. д.
Сущность лазерного скрайбирования — в создании по линии предполагаемого разлома канавки в материале, формируемой воздействием отдельных лазерных импульсов малой длительности 10-8с и с большой плотностью потока, достигающей 109 Вт/см2. Малая длительность импульса излучения не позволяет испарить большой объем вещества. Увеличивать же плотность потока выше 109 Вт/см2 нецелесообразно из-за развития взрывных процессов на поверхности разрезаемого полупроводника и генерирования в его объем ударной волны (что приводит к образованию дефектов, снижающих качество края реза).
Наложение отдельных, частично перекрывающихся лунок при перемещении луча образует скрайберный рез.
Для скрайбирования используют лазеры на алюмоиттриевом гранате, легированном неодимом. Пороговая мощность, при которой начинается испарение материала, определяется температурой плавления, коэффициентами теплопроводности и поглощения.
Лазерный скрайбер, используемый для разделения полупроводниковых пластин на отдельные кристаллы, состоит из трех основных частей: лазера с высоковольтным блоком питания, оптической системы фокусировки и визуального наблюдения за зоной обработки и системы координатных перемещений.
Частота следования отдельных импульсов достаточно велика (до 50 кГц), что позволяет получить скрайберный рез на больших скоростях. Глубина реза достигает 15—50 мкм при ширине до 25—30 мкм. При лазерном скрайбировании высокое качество разделения обеспечивается при глубине скрайбирования не менее ¼ толщины пластины, когда скорость скрайбирования становится значительно ниже максимально возможной. Определенной технологической проблемой при лазерном скрайбировании является защита пластины от конденсатов полупроводникового материала и очистка ее от них. Существует несколько вариантов решения этой проблемы: вакуумный отсос, погружение пластин в деионизованную воду, размещение над пластиной прозрачной эластичной ленты с хорошей адгезией к испаренным частицам и др.
Лазерно-плазменная обработка.
Самостоятельный характер у лазерной обработки материалов в различных газах при повышенных и даже высоких давлениях, когда воздействие излучения сопровождается оптическим пробоем газа вблизи поверхности и образованием плазменного сгустка, взаимодействующего, с одной стороны, с лазерным излучением, а с другой — с поверхностью мишени. Обработка материалов лазерным лучом в таких условиях получила название лазерно-плазменной обработки. Она отличается от химико-термической наличием вблизи поверхности обрабатываемой мишени плазменного сгустка, роль которого в ряде процессов при изменении свойств поверхностного слоя вещества оказывается определяющей.
Обычная схема лазерно-плазменных процессов такова. Обрабатываемое изделие — пластина, стержень или другая геометрическая конфигурация — помещается в камеру, наполняемую газом (например, азотом, углекислым газом или другим) при повышенном или высоком давлении. Излучение лазера через окно в стенке камеры вводится в ее объем и с помощью оптической системы, находящейся внутри камеры, фокусируется на поверхности мишени. Мишень может перемещаться внутри камеры с помощью микродвигателей, что допускает многовариантность процесса и возможность обработки серии изделий, помещенных в обоймы кассеты. Возможны варианты лазерно-плазменной обработки и без камеры высокого давления, когда на поверхность изделия подается струя газа, который вблизи поверхности «пробивается» оптическим излучением, например излучением СО2-лазера.
Совместное действие лазерного излучения и плазменного сгустка из частиц окружающего мишень газа приводит к направленному изменению поверхностных свойств вещества мишени. Меняется газонасыщение поверхностного слоя вещества, например, при лазерно-плазменной обработке в атмосфере азота стальной пластины. Причем изменение микротвердости, в зависимости от давления азота, коррелируется с изменением газосодержания.
Интересно проследить за ролью давления окружающего обрабатываемую деталь газа при лазерно-плазменной обработке. Рассмотрим это на примере лазерно-плазменной обработки: пластины из молибдена толщиной 2 мм в атмосфере азота. Если давление газа в камере не превышает 10—20 атм., то в мишени за время продолжительности импульса 1 мс при удельной мощности 107 Вт/см2 образуется сквозное отверстие. При тех же условиях и давлении — 100 атм. поверхность мишени даже не плавится, а только обожжена. Таким образом, контролируемое изменение давления и газа дает в руки технологов дополнительный параметр, изменял который можно изменять характер воздействия лазерного излучения на вещество.
Следует подчеркнуть, что наличие газовой атмосферы приводит к качественно новым результатам. Так, с помощью лазерно-плазменной обработки можно производить локальное упрочнение участков на поверхности материалов, в том числе таких, которые не упрочняются обычной лазерной (или иной) термообработкой на воздухе.
Подбор вещества мишени, газа и давления сто позволяет синтезировать соединения, например, такие, как нитриды металлов, карбиды и другие вещества, восстанавливать окислы тугоплавких металлов (в атмосфере водорода или метана) или создавать в локальной зоне контролируемые слои окислов.
Лазерная металлургия.
Классическим, если можно так выразиться, возможным применением мощных непрерывных лазеров в металлургии может оказаться использование их как высоколокальных источников нагрева. Приведем некоторые примеры возможного применения.
Аналогично плазменным процессам или процессам при использовании сфокусированного солнечного излучения возможен переплав тугоплавких металлов или высокотемпературных керамик — рафинирование материалов и улучшение их эксплуатационных свойств. Преимуществами переплава с использованием излучения лазера могут быть высокие температуры при относительно небольшой мощности, гибкость в управлении плотностью потока, что в меньшей степени доступно другим методам нагрева, исключая электронный луч, а также возможность проведения процесса в широком интервале давлений окружающей среды. Правда, при высоких давлениях следует считаться с возможностью экранирования зоны воздействия образующимся плазменным облаком. Тогда обработка станет лазерно-плазменной.
Лазерное излучение как источник локального нагрева может использоваться для создания и поддержания ванны при выращивании из расплава полупроводниковых материалов. В этом случае возможны различные технические схемы решения.
В технологии полупроводниковых материалов широко используется зонная очистка, или зонная перекристаллизация, с помощью перемещения расплавленной зоны по длине слитка. Лазерное излучение может быть использовано для создания расплавленной зоны. Ряд работ в этом направлении уже выполнен. Преимуществом перед индукционным нагревом, обычно используемым для создания зоны расплава, является более узкая тепловая зона, а перед электронно-лучевым нагревом — более дешевое оборудование, а также возможность использования газовой атмосферы в процессе, что может быть важным, если необходимо сохранить в веществе легколетучие примеси. Отметим, что электронно-лучевое плавление производится в вакууме 10-5—10-6 мм рт. ст. Оптимальность процесса и его экономическая целесообразность обусловливаются в существенной степени Оптическими характеристиками веществ. В литературе, в частности, описана установка для выращивания кристаллов ниобата бария и стронция, в которой для создания зоны нагрева используется лазер на СО2.
Перспективными процессами, которые практически не рассматривались в технической литературе, могут быть, восстановительные процессы, инициируемые в лазерной плазме. В определенной зоне реактора движущегося газа (например, газа восстановителя) образуется оптический пробой, создается плазменное облако, которое поддерживается непрерывным лазерным излучением; в него вводится дисперсная фаза вещества, которое обрабатывается в лазерной плазме. Такая схема близка к струйно-плазменным процессам и сейчас используется в плазменных технологиях для восстановления окислов и синтез веществ в низкотемпературной дуговой или ВЧ-плазме. Лазерная плазма может иметь более высокую температуру, как мы уже отмечали, что в ряде случаев термодинамически выгоднее. Кроме того, процесс можно проводить при более высоких давлениях, управление им более гибко.
3.3 ЛАЗЕРЫ В АВИАЦИИ, Лазерные системы управления оружием.
Одной из побудительных причин интенсивного внедрения лазеров в системы наведения оружия явилась низкая эффективность применения стандартных боеприпасов для поражения рассредоточенных и постоянно маневрирующих наземных объектов.
Со времени окончания второй мировой войны появление оружия с лазерными системами было одним из наиболее важных шагов в области повышения точности поражения наземных целей авиационным оружием.
Точность наведения лазерных бомб проверялась авиацией США в боевых действиях в Лаосе, Вьетнаме, на Ближнем Востоке. За время боевых действий в Юго-Восточной Азии сброшено более 18000 бомб с лазерной системой наведения, 80% из них имели прямое попадание. По заявлениям специалистов министерства обороны США, применение бомб с лазерной системой наведения позволило повысить точность бомбометания на порядок, что обеспечило резкое сокращение наряда сил для поражения наземных объектов. Лазерная полуактивная система наведения состоит из лазерного целеуказателя (лазерной системы подсвета цели) и боеприпаса с лазерной головкой самонаведения.
Принцип работы лазерной полуактивной системы наведения состоит в следующем: цель облучается лучом лазера, работающего, как правило, в импульсном режиме; отраженная от цели энергия лазерного излучения воспринимается позиционно-чувствительным фотоприемником головки самонаведения боеприпаса, после соответствующего преобразования и обработки на выходе координатора вырабатывается сигнал управления, который подается на исполнительные механизмы.
В зависимости от расположения целеуказателя лазерные полуактивные системы можно разделить на два типа:
- Полуактивные системы наведения, в которых подсвет цели осуществляется с борта ударного самолета.
— Полуактивные системы наведения, у которых подсвет цели осуществляется либо с борта другого специального летательного аппарата, либо с наземного пункта (передового поста наблюдения).
Известно, что основную долю в суммарную ошибку стрельбы вносят ошибки в измерении координат цели, одной из которых является ошибка в измерении дальности. Поэтому увеличение точности измерения дальности до цели позволяет частично решить проблему уменьшения суммарной ошибки стрельбы и, следовательно, увеличивается вероятность поражения цели. Существенное повышение точности измерения дальности до цели с борта самолета позволяют осуществить авиационные лазерные дальномеры, действующие по принципу радиодальномеров, но отличающиеся от них высокой направленностью излучения и точностью.
Лазерные системы воздушной разведки.
Узконаправленный луч лазера специальным устройством развертывается перпендикулярно направлению полета самолета. Одновременно с лучом лазера сканирует и диаграмма направленности приемника. Благодаря этому формируется строка изображения. Развертка по кадру осуществляется за счет движения летательного аппарата. Изображение местности в лазерных системах разведки может регистрироваться на фотопленку, информация при этом будет представляться с запаздыванием, но может воспроизводиться и на экране электронно-лучевой трубки в реальном масштабе времени.
Для регистрации изображения разведываемой местности на фотопленку в лазерную систему входят: лазер, работающий в режиме непрерывного излучения, сканирующее устройство, объектив, фотоприемник, усилитель, устройство регистрации информации, состоящее из модулятора, фотографической пленки и лентопротяжного механизма.
Лазер предназначен для облучения разведываемой местности и объектов разведки. Для систем разведки с линейным сканированием необходимы лазеры со средней мощностью не менее 100 Вт. Длина волны излучения лазера должна совпадать с окном прозрачности атмосферы и лежать в области максимальной контрастности объектов разведки и фонов. Поскольку характеристики отражения целей и фонов зависят от длины волны, то ведутся разработки многоспектральных лазерных систем воздушной разведки.
3.4 ЛАЗЕРЫ В ИССЛЕДОВАНИИ АТМОСФЕРЫ И ОКЕАНА
Основное средство для исследований или мониторинга – лидары – созданы с использованием лазеров. Они позволяют получать профили тех или иных параметров, скажем, в атмосфере – влажности, концентрации аэрозолей, а также температуры, скорости и направления ветра и др. Дело в том, что, распространяясь в среде, лазерный луч взаимодействует с ее составом, например, его излучение рассеивается аэрозолями во все стороны по известным законам. Часть этого излучения, возвращенную назад, и регистрирует лидар. Зарегистрированный им профиль сигнала после специальной обработки позволяет судить, допустим, о концентрации молекул водяного пара или влажности и иной информации.
Лидары состоят из лазера, приемного зеркала и электронного блока для обработки принятых сигналов. Все это может находиться стационарно на земле, на автомобиле, на борту корабля или самолета, а также на космическом носителе. Разработаны и внедрены в практику уникальные комплексы аппаратуры, в том числе не имеющие аналогов лидары для зондирования атмосферы, лазерные навигационные системы для посадки самолетов, проводки судов при отсутствии видимости стандартных маяков, лазеры на парах металлов, лазерные спектрометры высокого и сверхвысокого разрешения, лазерные газоанализаторы, обеспечивающие конценрационную чувствительность в тысячу и более раз выше, чем стандартные методы спектрального анализа и т.д.
В результате многолетних систематических экспериментальных и теоретических исследований в Институте оптики атмосферы СО РАН создан и применен на практике поляризационный мобильный аэрозольный лидар ЛОЗА-3 для исследования оптико-физического состояния нижних слоев атмосферы (на горизонтальных и наклонных трассах), в частности для определения наклонной дальности видимости в аэропортах, а также дистанционного контроля запыленности воздушного бассейна индустриальных центров. В отличие от традиционных приборов, он позволяет изучать оптические характеристики атмосферы оперативно и в любом направлении полусферы.
На основе обширного класса нелинейных и когерентных оптических эффектов предложены новые, более эффективные методы зондирования. Они реализованы в таких основных аппаратурных разработках, как спектрохимический лидар для дистанционного экспресс-анализа вещества аэрозолей и подстилающей поверхности по эммисионным спектрам лазерной искры. Создан также оптико-аккустический локатор для измерения метеопараметров атмосферы.
С освоением солнечно-слепого ультрафиолетового диапазона спектра появилась возможность создания помехозащищенных устройств лазерного зондирования. Первым таким прибором стал лидар, основанный на комбинированном рассеянии излучения, с лазером на молекулах соединения криптона и фтора. Он определяет газовые микропримеси в атмосфере с концентрацией на уровне 10-5 атм. на дистанциях от 1 км в любое время суток. А для изучения влажности предназначен уникальный автоматизированный лидар «Диалог», с помощью которого впервые в мире осуществлено определение высотного профиля водяного пара ( до 10 км).
3.5 ЛАЗЕРЫ В МЕДИЦИНЕ
С первых дней создания оптических квантовых генераторов (1960) они вызвали огромный интерес у биологов и врачей. Получение большой мощности излучения на очень маленькой площади позволяет применять световой луч лазера в офтальмологии, хирургии, нейрохирургии, стоматологии и отоларингологии и других областях медицины.
Офтальмология.
Ряд отечественных и зарубежных авторов отмечают, что основанием для применения излучения лазером в офтальмологии послужил уже применявшийся в течение многих лет метод фотокоагуляции при лечении некоторых глазных заболеваний.
Известно, что интенсивное воздействие на открытый глаз инфракрасными лучами, сфокусированными на глазное дно и направленными на определенный его участок, вызывает термические повреждения сетчатки, ее ожог с последующим развитием некроза. Нa этом принципе был основан метод лечения фотокоагуляцией отслойки сетчатки. Этот метод в настоящее время широко применяется в офтальмологической практике. Показаниями к лечебному применению фотокоагуляци являются: макулярные разрывы сетчатки, периферические ее разрывы без отслойки сетчатки, ангиомы сетчатки, перифлебит сетчатки, периферические опухоли сетчатки, наружные заболевания коньюктивы, кожи век и др.
Хирургия. Несмотря на значительные достижения современной хирургии, техника хирургических вмешательств продолжает нуждаться в дальнейшем совершенствовании. В частности, хирурги постоянно и настойчиво ищут более щадящие и безопасные способы и новые принципы рассечения тканей, разрабатывают методы «бескровных операций», обеспечивающие минимальное кровотечение и кровопотерю, особенно при операциях, при которых остановка кровотечения до сих пор является далеко не решенной проблемой. Как известно, кровотечение и кровопотеря особенно опасны при операциях у лиц с пониженной свертываемостью крови (гемофилия, лучевая болезнь и др.).
В борьбе с кровотечением и кровопотерей большие надежды в последние годы возлагаются на операции с помощью сфокусированного луча лазера или лазерного скальпеля.
По понятным причинам возможность использования лазерного луча в качестве нового и своеобразного режущего инструмента представляет определенный интерес для ряда хирургических специальностей. Не удивительно, что именно этому аспекту применения лазеров в медицине уделяется большое внимание.
Применение лазерного скальпеля для рассечения различных тканей и органов основано главным образом на термическом эффекте воздействия на биологические объекты лазерного излучения непрерывного действия: углекислотного (длина волны 10,6 мкм), аргонового (длина волны 0,4880 и 0,5145 мкм) и др. В технике оперативных вмешательств применяются специальные лазерные хирургические установки.
Нейрохирургия.
Первые клинические наблюдения по использованию лазерного излучения в нейрохирургии показали перспективность этого метода при оперативных вмешательствах. Весьма необходимо в настоящее время проведение комплекса экспериментальных разработок по созданию специальных лазерных установок для нейрохирургических целей и обучение специалистов-нейрохирургов работе с лазерными установками
Оториноларингология.
О высокой результативности использования лазерного излучения при лечении различных заболеваний гортани (папилломы, полипы, гемангиомы, певческие узелки, лейкоплакии, гиперкератозы, карцинома in situ и опухоли гортани) сообщили G. Lyons с соавторами (1976) у 67 больных и A. Andrews, H. Moss (1974) у 41 больного. Благодаря высокой точности воздействия лазерного луча сравнительно легко удалялись патологические образования Рубцовых мембран в области передней комиссуры. Глубина ожога тканей при этом контролировалась с учетом мощности лазерного излучения и длительности экспозиции (от 0,1 до 0,5 с).
При необходимости разрушения небольших поражений на свободном крае голосовой складки можно использовать только часть луча, при этом операционное поле, не подлежащее разрушению, прикрывают ватным тампоном, смоченным изотоническим раствором. Для подведения патологического очага под лазерное облучение, а также с целью одновременно и защиты окружающих тканей обычно используется набор специальных ннструментов-ретракторов. С их помощью легко, например, подвести кпереди одну из голосовых складок и одновременно защитить противолежащую. В тех случаях, когда невозможно пользоваться прямым воздействием лазерного луча при сложных топографических особенностях патологического очага, следует применять метод непрямого воздействия луча путем его зеркального отражения. Комбинация ретракторов и зеркал позволяет при достаточном навыке производить лазерное облучение практически любого отдела гортани. С целью хирургического лечения различных заболеваний уха, горла и носа создаются и начинают применяться в клиниках специальные лазерные установки, совмещенные с операционным микроскопом.
Онкология., Дерматология.
Р. И. Вагнер с соавторами (1977) провели анализ результатов лечения онкологических заболеваний кожи лучами лазеров и нашли, что в 85,6% случаев были получены хорошие или удовлетворительные результаты. При этом отмечалось, что лазеротерапия назначалась в тех случаях, когда общепринятые методы лечения оказывались недостаточными. Лазеротерапия должна проводиться в дозах, достаточных для разрушения патологического очага, обязательно тщательное наблюдение за ходом терапии и состоянием больного.
При лечении многих заболеваний кожи наряду с высокоэнергетическими лазерами с успехом применяется низкоинтенсивное лазерное излучение. К настоящему времени имеются сообщения о хорошем терапевтическом эффекте излучения гелий-неоновых, небольших мощностей углекислотных и рубиновых лазеров при лечении трофических язв различного генеза, зудящих дерматозов, склеродермии.
Отмечается, что под влиянием излучения лазеров активизируется регенераторный процесс, уменьшаются и исчезают боли в очагах поражения, происходит активация обмена клеточных элементов. Наряду с местными выявляются и общие изменения в обмене и реакциях организма. Повышается содержание белка в сыворотке крови, ферментативная активность, общая реактивность организма. Анализ данных литературы показывает, что взаимодействие лазерного излучения с кожей носит комплексный характер. Ответная реакция зависит от физических факторов излучения и биологических свойств облучаемого участка кожи. Основополагающим фактором лазерного излучения является величина энергии. В зависимости от ее уровня в коже отмечаются изменения от едва заметных до глубокого некроза и распада тканей облученного участка.
Особенностью низкоинтенсивного лазерного излучения является то, что после облучения в коже не возникает грубых деструктивных изменений, однако в облученном участке и в организме в целом наблюдается активация обменных и регенераторных процессов.
Стоматология., Неврология.
Н. К. Мингарт с соавторами (1974) применили лазеротерапию у больных с невралгией тройничного нерва, невритом лицевого нерва, пояснично-крестцовым радикулитом и гипертонической болезнью. Воздействие производили на рефлексогенные зоны и точки акупунктуры при помощи лазерной установки ЛГ-75 и мощностью излучения 20 мВт. Было отмечено, что после 12—20 сеансов лазеротерапии снимается болевой синдром, улучшается общее самочувствие, нормализуется артериальное давление у большинства больных в начальной стадии гипертонической болезни.
Хорошие результаты в случаев были получены Н. Stemp-linger (1978) у больных с такими заболеваниями, как невралгии различной этиологии, при нервнфункциональном синдроме нарушения сна, бронхиальной астме, ночном недержании мочи, поясничпо-крестцовом и шейном остеохондрозе, стрессовых реакциях и депрессивных состояниях, истерии, мигрени и др. Больным была проведена лазерная акупунктура точек тела и ушной раковины. В настоящее время на основании достаточного количества клинических наблюдений можно с уверенностью рекомендовать лазерную терапию при указанных выше патологиях нервной системы.
3.6 ЛАЗЕРНАЯ ЛОКАЦИЯ И СВЯЗЬ
Локация Луны с помощью рубиновых лазеров и специальных уголковых отражателей, доставленных на Луну, позволила увеличить точность измерения расстояний Земля — Луна до нескольких см. Полная затрата энергии при этом порядка энергии, выделяющейся при сгорании десятка спичек. С помощью полупроводникового лазера осуществлена связь со спутником. Разрабатываются лазерные методы геодезических измерений и регистрации сейсмических явлений. Созданы и используются лазерные гироскопы и дальномеры.
С помощью лазерной техники интенсивно разрабатываются оптические методы обработки передачи и хранения информации методы голографической записи информации, цветное проекционное телевидение.
ЗАКЛЮЧЕНИЕ
Лазерное оборудование сегодня широко пошло в нашу жизнь. Доля энергии, употребляемой индустриально развитыми странами в форме лазерного луча, бистро растет — настолько быстро, что у экспертов появились основания говорить о начале третьей промышленной революции. Лазеры, выйдя за стены лабораторий, находят широчайшее применение практически во всех отраслях экономики, и число лазерных методик и технологий постоянно растет. Вспомним, какую важную роль играют сегодня систем и оптоволоконной связи, ставшие основой мировой сети телекоммуникации, Интернета и даже современной банковской системы, обеспечивающей клиенту мгновенный доступ к своему счету из любой точки мира, позволяющей использовать пластиковые карты вместо наличных, и так далее. Миллионы владельцев оптических дисков пользуются системами записи, хранения и считывания информации, подчас и не подозревая об их «лазерной» сущности. Вся современная электронная аппаратура изготавливается с массовым использованием лазерных технологий обработки и контроля, а одна из таких технологий — лазерная фотолитография — напрямую определяет плотность упаковки элементов в чипах, в кубиках, из которых строится электронная схема, и соответственно определяет компактность этой техники.
Лазерный раскрой металлического листа, точечная и шовная сварка, маркировка, модифицирование поверхностного слоя металла и другие лазерные технологии быстро осваиваются машиностроительными и приборостроительными заводами, обеспечивая им высокую производительность и гибкость производства, экономию материальных и энергетических ресурсов, возможность использования новых конструкционных материалов.
В медицине лазерная аппаратура давно стала применяться очень широко, и количество используемых врачами методов диагностики и лечения заболеваний с помощью лазерного луча продолжает стремительно увеличиваться. Фотодинамическая и фототермическая терапия, коррекция зрения, косметологические и пластические операции, термопластика хрящевых тканей, диагностика капиллярного кровотока — только немногие примеры новых лазерных технологий в медицине. Японские специалисты прогнозируют, что к 2005 году каждая третья медицинская процедура будет проводиться с использованием лазера.
Перечень областей применений лазерного луча в наши дни был бы не полон, если бы мы не вспомнили полиграфию с ее лазерными принтерами и настольными печатными машинами, экологический мониторинг с помощью лидаров и диодных спектроанализаторов, навигацию, использующую лазерные гироскопы, маяки и локаторы. На службе пауки примеры использования лазеров просто не сосчитать: лазерный луч и препарирует клетку, и создает экстремально плотную плазму, и измеряет скорость дрейфа материков… Вот почему объем производства лазерной техники в мире стабильно увеличивается на 15—20% в год.
К сожалению, сегодня в России лазерные технологии используются недостаточно. И это весьма огорчительно еще потому, что в результате бурного развития работ по лазерной физике и технике, возглавлявшихся в СССР нобелевскими лауреатами Н. Г. Басовым и Л. М. Прохоровым, многие эти технологии именно в нашем отечестве были придуманы и впервые освоены на практике. В 1969 году на московском АЗЛК под руководством главного сварщика завода А. Хины создана и внедрена в основное производство технологическая установка на базе отечественного серийного киловагтного СО2-лазера «Кардамон», которая использовалась для поверхностного локального упрочнения коробки дифференциала заднего моста автомобиля. В 1977 году на заводе «Красный пролетарий» совместными усилиями группы специалистов завода во главе с его будущим главным технологом В. Дауге и сотрудников ФИАН и НПО «Астрофизика» отработана лазерная сварка ступенчатого блока шестерен серийного токарного станка 16К20. К концу 70-х годов предприятия Минэлектронпрома выпустили более 4000 лазерных технологических установок «Квант», полностью оснастив собственную отрасль и многие смежные предприятия. В 1965 году М. Ф. Стельмах организовал в НИИ «Полюс» первую в мире лабораторию лазерной техники для медицины, а уже в начале 70-х у нас в стране были запущены в серию лазерные скальпели. Лазерные диоды на гетероструктурах, являющиеся основой сегодняшней информационной фотоники, тоже появились в нашей стране; признанием этого стала Нобелевская премия, присужденная в 2000 году Ж. И. Алферову.
Сегодня отечественные лазерщики предлагают более трех тысяч моделей лазерного оборудования, в России производятся лазерные источники излучения, приборы и установки практически всех известных в мире типов. Российский лазерный экспорт составляет, по разным оценкам, от 30 до 50 миллионов долларов в год и постоянно растет. А вот внутренний спрос очень невелик. Внедрение лазерных технологий не отвечает ни нашим реальным потребностям, ни реальным возможностям. Не последнюю роль здесь играет слабая информированность пользователей. Очень многие из них уверены, что хорошая лазерная техника производится только за рубежом.
ЛИТЕРАТУРА
[Электронный ресурс]//URL: https://inzhpro.ru/diplomnaya/lazernoe-legirovanie/
1) Зуев В.Е. Роль лазеров в исследовании атмосферы и океана // Наука в России №3, 1999.
2) Кавецкий Р.Е., Чудаков В.Г. Лазеры в биологии и медицине, 1969.
3) Лазерная техника сегодня и завтра // Наука и жизнь №6, 2002.
4) Лазерная технология: подписная научно-популярная серия Техника №3/сост. Н.Н. Рыкалин, А.А. Углов, 1983.
5) Матвеев А.Н. Лазеры в общем физическом практикуме, 1981.
6) Плетнев С.Д. Лазеры в клинической медицине, 1981.
7) Сидорин В.М. Лазеры в авиации, 1982.
8) Толанский С. Революция в оптике, 1968.